1.本发明涉及氩弧焊接保护领域,具体涉及一种氩弧焊接的氩气保护装置。
背景技术:
2.随着经济的发展和人们环保意识的增强,液化天然气(lng)作为一种清洁、高效的能源,其需求量与日俱增,这就要求必须加快液化天然气相关技术的发展步伐。对于技术密集型的液化天然气产业,研究和发展液化天然气相关技术,尤其是液化天然气储罐相关技术,对液化天然气产业的发展具有重要社会效益和经济效益。
3.液化天然气储罐按照对于液体和蒸汽封闭系统的力学承载方式主要分为:单容罐、双容罐、全容罐和薄膜罐。其中,全容罐是国内目前投入运行的接收终端的主要罐型。全容罐包括:一个主容器和次容器,共同来形成一个整体的储罐,主容器应是自支撑的钢制、单壁罐来容纳液体工质,材料通常采用耐低温的9%镍钢。
4.现有的液化天然气储罐的主容器壁板,一般采用环向逐层向上安装的方法,在安装过程中,储罐壁板竖直对接缝的焊接现有的主要施工焊接工艺为焊条电弧焊。壁板的材质为9%镍钢,采用这种手工电弧焊工艺,工期长、成本高、劳动强度大、施工现场环境差,且容易产生气孔、夹渣、未熔合等缺陷,严重的影响了储罐的质量和安全性能。因此,液化天然气储罐壁板的施工质量控制存在很大难度,有必要对现有液化天然气储罐主容器壁板立缝的焊接工艺做进一步改进。采用自动钨极氩弧焊接技术是解决上述难题的有效措施。
5.在采用自动钨极氩弧焊接工艺焊接完成液化天然气全容储罐主容器壁板立缝的根焊道和热焊道焊接过程中,焊缝背面需要充保护气体。对于目前储罐壁板立缝的钨极氩弧焊接,焊缝背面采用简易的手持式氩气保护装置,在焊接的过程中,焊工在焊缝一侧施焊,1名人员站在焊缝背面手持氩气保护装置,并根据电弧的位置持续移动氩气保护装置,此氩气保护装置存在两方面突出问题:(1)氩气保护装置完全由人操作,在长直焊缝连续焊接作业的情况下,人产生疲劳,且受视角不佳的影响容易出现氩气保护装置与焊接熔池位置错位的现场,导致背面保护不佳、焊缝质量恶化的问题;(2)液化天然气全容储罐主容器壁板立缝焊接属于高空作业,且受操作空间的限制和壁板安装作业条件的制约,安排专职氩气保护装置操作人员,增加了壁板安装作业的安全管控风险和质量控制风险。
技术实现要素:
6.本发明一种氩弧焊接的氩气保护装置,其能够在焊接壁板立缝时,代替了需要手持氩气保护罩在高空作业的施工人员,提高了焊缝的质量,降低了施工风险。
7.为了解决上述技术问题,本发明提供了一种氩弧焊接的氩气保护装置,包括与氩气罐连通的氩气保护罩,所述氩气保护罩的正面能够向外喷出氩气,还包括滑轨、主动轮、从动轮、传动带及驱动组件,所述主动轮和所述从动轮设于所述滑轨的两端,所述氩气保护罩滑接与所述滑轨,所述主动轮和所述从动轮外圆周上绕设所述传动带,所述主动轮和所述从动轮两侧的所述传动带分别与所述滑轨平行,所述驱动件组件驱动所述主动轮转动,
该主动轮通过传送带驱动所述从动轮转动,所述传送带带动所述氩气保护罩沿所述滑轨上自由滑动。
8.进一步的,还包括与所述驱动组件电连接的控制组件,该控制组件能够决定所述氩气保护罩在所述滑轨上是否滑动以及滑动速度的大小。
9.进一步的,所述驱动组件为步进电机,所述控制组件能够控制所述步进电机的开启或关闭以及转速的大小。
10.进一步的,还包括滑座,所述氩气保护罩的背面固定于所述滑座,所述滑座与所述滑轨滑动连接,该滑座与所述传动带固定连接。
11.进一步的,所述滑座包括与所述氩气保护罩背面固定的前滑板、后滑板及两端分别固定于所述前滑板和所述后滑板的滑轮,所述滑轮、所述前滑板及所述后滑板组成套设于所述滑轨侧面的滑框,所述滑轮在所述滑轨的左右两侧面上自由滑动。
12.进一步的,所述滑轨上下两端分别设有固定部,所述主动轮和所述从动轮分别设于所述固定部内,并能够在所述固定部内转动。
13.进一步的,所述驱动组件固定于所述滑轨上端固定部的侧面。
14.进一步的,所述滑轨的背面设有滑轨支架,该滑轨支架设有两端设有位于所述滑轨左右两侧的支脚。
15.进一步的,所述滑轨的顶部设有挂座。
16.进一步的,所述主动轮和所述从动轮大小相同,所述主动轮和所述从动轮两侧的所述传动带平行设置。
17.本发明的技术效果在于:(1)本发明所公开的氩气保护装置,驱动组件带动主动轮转动,主动轮驱动传送带和从动轮运动,传送带带动氩气保护罩沿滑轨滑动,使用时将保护装置固定于壁板的背面,氩气保护罩正对需要立缝的背面,在焊接时,保护装置可直接固定在壁板的背面,使用保护装置代替人工手持氩气保护罩的施工人员,降低了施工风险,也解决了高空作业,空间受限的问题。(2)本发明上设有控制组件,控制组件可以控制驱动组件的开启和关闭以及氩气保护罩的在滑轨上的移动速度, 可以让氩气保护罩随着正面的焊接熔池同步移动,解决了人工手持氩气保护罩容易和焊接熔池发生错位的问题。
附图说明
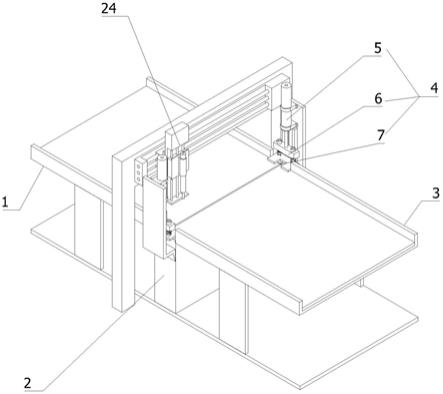
18.图1是本发明中实施例一的立体示意图。
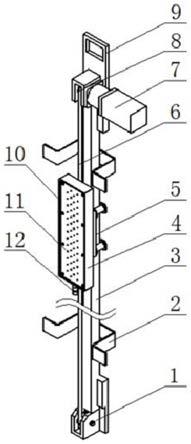
19.图2是本发明中实施例二的主视图。
20.附图标记:从动轮-1;滑轨支架-2;滑轨-3;氩气保护罩-4;滑座-5;传动带-6;驱动组件-7;主动轮-8;挂座-9;气腔-10;通气板-11;进气接头-12;壁板-13;线缆-14、控制组件-15;氩气瓶-16;气管-17。
具体实施方式
21.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好的理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
22.实施例一,如图1所示,本发明公开了一种氩弧焊接的氩气保护装置,包括与氩气罐连通的氩气保护罩4,所述氩气保护罩4的正面能够向外喷出氩气,还包括滑轨3、主动轮
8、从动轮1、传动带6及驱动组件7,所述主动轮1和所述从动轮8设于所述滑轨3的两端,所述氩气保护罩4滑接与所述滑轨3,所述主动轮8和所述从动轮1外圆周上绕设所述传动带6,所述主动轮8和所述从动轮1两侧的所述传动带6分别与所述滑轨3平行,所述驱动件组件驱动所述主动轮8转动,该主动轮8通过传送带驱动所述从动轮1转动,所述传送带带动所述氩气保护罩4沿所述滑轨3上自由滑动。
23.本实施例中,还包括滑座5,所述氩气保护罩4的背面固定于所述滑座5,所述滑座5与所述滑轨3滑动连接,该滑座5与所述传动带6固定连接。
24.本实施例中,所述滑座5包括与所述氩气保护罩4背面固定的前滑板、后滑板及两端分别固定于所述前滑板和所述后滑板的滑轮,所述滑轮、所述前滑板及所述后滑板组成套设于所述滑轨3侧面的滑框,所述滑轮在所述滑轨3的左右两侧面上自由滑动。
25.本实施例中,所述滑轨3上下两端分别设有固定部,所述主动轮8和所述从动轮1分别设于所述固定部内,并能够在所述固定部内转动。
26.本实施例中,所述驱动组件7固定于所述滑轨3上端固定部的侧面。
27.本实施例中,所述滑轨3的背面设有滑轨支架2,该滑轨支架2设有两端设有位于所述滑轨3左右两侧的支脚。
28.本实施例中,所述滑轨3的顶部设有挂座9。
29.本实施例中,所述从动轮1和所述主动轮8的大小相同。
30.本实施例中,滑轨3采用铝制型材,横截面形状为矩形,靠近上下两端处设有两个固定部,主动轮8设于滑轨3上端的固定部上,固定部上设有容纳腔,主动轮8和从动轮1分别设置在容纳腔内,主动轮8和从动轮1的转轴与容纳腔两侧壁转动连接。主动轮8和从动轮1外圆周的侧边凹槽内卡嵌传动带6,且传动带6处于张紧状态,以实现主动轮8转动时,从动轮1同步转动。位于主动轮8和从动轮1两侧的传动带6分别平行与滑轨3,氩气保护罩4固定于滑座5上,滑座5与传动带6上任意一点固定连接,传动带6移动时,带动氩气保护罩4在能够在滑轨3上移动。主动轮8和从动轮1的大小相同,能让主动轮8和从动轮1两侧的传动带6保持平行。
31.本实施例中,驱动组件7具体为步进电机,步进电机固定在滑轨3上部的固定部上,步进电机的输出轴与主动轮8的转轴,同一直线设置并固定,以实现步进电机驱动主动轮8转动。在一些其他实施例中,步进电机可由其他能够提供动力的装置代替。
32.本实施例中,氩气保护罩4的背面通过螺钉和滑座5固定,滑座5与滑轨3滑动连接。滑座5包括前滑板、后滑板及滑轮,三者组成滑框,套设于滑轨3的外围,其中滑轮抵靠于滑轨3的左右两侧面,且可在滑座5移动时,滑轮在滑轨3的两侧面上滚动,以实现滑座5和滑轨3的滑动连接,采用滑轮转动的方式实现滑座5和滑轨3的滑动连接,比其他采用滑动摩擦的方式,更加节约动力。
33.本实施例中,滑轨3的背面设有滑轨支架2,滑轨支架2设有凹槽,凹槽的底面固定于滑轨3的背面,凹槽的两侧面向外衍射出两支脚,两支脚延伸于氩气保护罩4的前面,用于将保护装置固定于壁板13。
34.本实施例中,氩气保护罩4为空腔结构,内部设置气腔10,通气板11封堵于装置前面气腔10的开口处,并可拆卸,下端设置有进气接头12,用于和进气管17连通。氩气保护装置的通气板11可拆卸,便于更换,从而大幅度减少保护气体的浪费,而且有效稳定焊接接头
的质量,实现高效、优质的焊接。
35.本实施例中,挂座9设于滑轨3的顶端,用于在施焊时悬挂保护装置。
36.本实施例中,本发明在焊接时具体应用方式如下:在采用自动氩弧焊设备焊接液化天然气储罐主容器壁板13立缝时,将保护装置通过挂座9悬挂在立缝背面(相对于施焊侧),调整左右位置,保持焊缝位于氩气保护罩4的中心位置,同时调整滑轨支架2的高度,使氩气保护罩4尽量贴近钢板,一般可采用耐高温胶带可将滑轨支架2加固在钢板上,然后将气管17两端分别连接在氩气保护罩4的进气接头12和氩气瓶16上,此时在手动模式下上移动氩气保护罩4的位置,使焊接机头的钨针尖大致位于氩气保护罩4的中心位置,启动步进电机,氩气保护罩4可以随着焊接熔池同时移动,来对焊缝进行实时氩气保护。
37.实施例二,如图2所示,作为区别实施例一,还包括与所述驱动组件7电连接的控制组件15,该控制组件15能够控制驱动组件7,进而决定所述氩气保护罩4在滑轨3上是否滑动以及滑动速度的大小。另外,控制组件15还与自动焊接机头电连接,以控制自动焊接机头开启或关闭以及行进速度。在控制组件15的指挥下,可以实现氩气保护装置与焊接熔池的同步行走,确保焊缝背部的准确、良好保护,且满足长直焊缝的自动化焊接需要,发挥自动焊接工艺的优质、高效的优势。
38.本实施例中,在焊接壁板13时,具体步骤为:在焊接液化天然气储罐主容器壁板13立缝时,将本发明所公开的保护装置通过挂座9悬挂在立缝背面(相对于施焊侧),并调整左右位置,使焊缝位于氩气保护罩4的中心位置,同时调整滑轨支架2的高度,使氩气保护罩4尽量贴近壁板13,一般可采用耐高温胶带可将滑轨支架2加固在钢板上。然后将进气管17两端分别连接在进气接头12和氩气瓶16上,将步进电机上的线缆14接入控制组件15,此时在手动模式下上移动氩气保护罩4的位置,使自动焊接机头的钨针尖大致位于氩气保护罩4的中心位置,完成后转化至自动模式,在自动焊接机头起弧焊接时,位于立缝背面的氩气保护罩4便能通过控制组件15控制和在步进电机的驱动下与焊接熔池保持同步行走,进行实时氩气保护。以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。