1.本发明涉及玻璃安全角加工装置领域,具体涉及一种用于双边磨边机的气动进给式玻璃安全角加工装置。
背景技术:
2.目前,双边磨边机用于磨削加工玻璃板的边缘,避免玻璃板的边缘刮伤人体,也有利于使玻璃板的边缘平整,一些双边磨边机设有玻璃安全角加工装置,玻璃安全角是指在玻璃板的四角处加工形成的倒角,避免刮伤人体,有利于安全;玻璃安全角加工装置设有圆周磨削方式的磨轮;双边磨边机的输送带装置带动玻璃板向前移动,玻璃安全角加工装置通过气缸将磨轮移向玻璃板的角位处,磨轮在玻璃板的角位处磨削加工出倒角,然后玻璃安全角加工装置将磨轮复位;但是磨轮在靠向玻璃板的角位时会对玻璃的角位处造成较大的冲击,容易导致玻璃板破裂,所以现有技术的玻璃安全角加工装置有必要进行改进。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种用于双边磨边机的气动进给式玻璃安全角加工装置,它具有缓冲磨轮对玻璃板的碰撞的功能,可以避免玻璃板破裂。
4.本发明的目的是通过下述技术方案实现的。
5.本发明公开的用于双边磨边机的气动进给式玻璃安全角加工装置,包括纵移组件、横移组件及主轴组件,所述纵移组件设有纵移气缸及纵移台板,所述纵移气缸驱动所述纵移台板沿前后方向移动,所述横移组件设有横移驱动气缸及横移座,所述横移座滑动连接在所述纵移台板上,所述横移驱动气缸驱动所述横移座沿左右方向移动,所述主轴组件安装在所述横移座上,所述主轴组件设有用于对玻璃板进行倒角加工的磨轮,所述横移组件设有电机,所述电机驱动连接所述磨轮,所述主轴组件包括主轴外壳;其特征在于:所述主轴外壳转动连接有摆座,所述摆座能够绕所述磨轮的轴线摆动,所述磨轮的前后对称中心线的前后两侧分别对应设有用于与玻璃板接触的挡块,所述挡块对应设置在所述摆座上;还包括缓冲组件,所述缓冲组件设有缓冲气缸及摆杆,所述缓冲气缸设有缓冲气缸活塞杆,所述摆杆的前后两侧分别对应设有所述缓冲气缸,所述摆杆的前部及所述摆杆的后部分别与对应的所述缓冲气缸活塞杆的端部贴靠连接,所述摆杆安装在所述摆座上。
6.优选地,所述缓冲组件设有支座,所述支座安装在所述横移座上,所述支座螺接有行程限位杆,所述摆杆的前后两侧分别对应设有所述行程限位杆,所述摆杆能够与所述行程限位杆接触。
7.优选地,所述行程限位杆对应螺接有锁位螺母,所述锁位螺母与对应的所述支座贴靠连接。
8.优选地,所述摆座包括摆环、连接壳及支臂,所述摆环套设在所述主轴外壳上,所述连接壳的上端与所述摆环安装连接,所述支臂安装在所述连接壳的下端,所述支臂及所述连接壳设于所述磨轮的外侧,所述挡块设于所述支臂的上侧,所述连接壳形成有用于露
出所述磨轮的缺口。
9.优选地,所述主轴外壳上形成有环槽及限位轴肩部,所述环槽设于所述限位轴肩部的下方,所述环槽内安装有挡圈,所述摆环适配设置在所述挡圈与所述限位轴肩部之间。
10.优选地,所述摆环与所述主轴外壳之间设有垫环。
11.优选地,所述垫环形成有断开缝。
12.优选地,所述支臂上设有芯轴,所述挡块设为呈圆筒状,所述挡块套设在对应的所述芯轴外,所述挡块能够绕对应的所述芯轴的轴线转动。
13.优选地,所述摆杆穿过所述横移座设置。
14.优选地,所述纵移气缸设为无杆气缸。
15.本发明与现有技术相比较,其有益效果是:通过设置主轴外壳转动连接有摆座,摆座能够绕磨轮的轴线摆动,磨轮的前后对称中心线的前后两侧分别对应设有用于与玻璃板接触的挡块,挡块对应设置在摆座上;还包括缓冲组件,缓冲组件设有缓冲气缸及摆杆,缓冲气缸设有缓冲气缸活塞杆,摆杆的前后两侧分别对应设有缓冲气缸,摆杆的前部及摆杆的后部分别与对应的缓冲气缸活塞杆的端部贴靠连接,摆杆安装在摆座上,使得磨轮对玻璃板的碰撞得到缓冲效果,可以避免玻璃板破裂,有利于提高加工质量。
附图说明
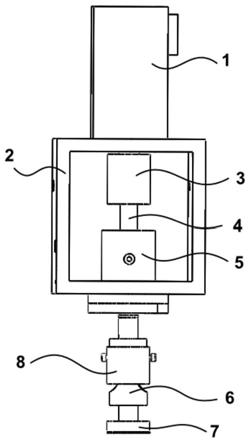
16.图1为本发明的玻璃安全角加工装置的立体结构示意图。
17.图2为本发明的玻璃安全角加工装置的俯视结构示意图。
18.图3为图2的a-a向剖视结构示意图。
19.图4为图2的b-b向剖视结构示意图。
20.图5为图3的局部结构示意图。
21.图6为本发明的玻璃安全角加工装置的分解示意图。
22.图7为本发明的缓冲组件的立体结构示意图。
23.图8为本发明的主轴组件的分解示意图。
24.图9为本发明的挡块与芯轴组合的分解示意图。
25.图10为本发明的玻璃安全角加工装置加工玻璃板的前角的预备状态示意图。
26.图11为依据图10的玻璃板与对应的本发明的挡块接触的状态示意图。
27.图12为依据图11的本发明的磨轮磨削玻璃板的前角的状态示意图。
28.图13为依据图12的本发明的磨轮离开玻璃板的状态示意图。
29.图14为本发明的玻璃安全角加工装置加工玻璃板的后角的预备状态示意图。
30.图15为依据图14的玻璃板与对应的本发明的挡块接触的状态示意图。
31.图16为依据图15的本发明的磨轮磨削玻璃板的后角的状态示意图。
32.图17为依据图16的本发明的磨轮离开玻璃板的状态示意图。
33.标号说明:1-纵移组件;11-纵移气缸;12-纵移台板;13-底座;14-接近开关;2-横移组件;21-横移驱动气缸;22-横移座;23-电机;24-多楔带;25-感应件;26-气缸支板;3-主轴组件;31-主轴;32-主轴外壳;321-环槽;322-限位轴肩部;33-磨轮;34-摆座;341-摆环;342-连接壳;3421-缺口;343-支臂;35-挡块;351-芯轴;37-垫环;371-断开缝;38-挡圈;4-缓冲组件;41-支座;42-缓冲气缸;421-缓冲气缸活塞杆;43-行程限位杆;44-摆杆;45-锁位
螺母;5-比例阀;99-玻璃板;991-倒角。
具体实施方式
34.下面结合附图对本发明作进一步的描述。
35.本发明的用于双边磨边机的气动进给式玻璃安全角加工装置,如图1至图6所示,包括纵移组件1、横移组件2及主轴组件3;纵移组件1设有纵移气缸11及纵移台板12,纵移气缸11驱动纵移台板12沿前后方向移动,具体地说,纵移组件1设有底座13,底座13用于固定安装在双边磨边机的机架上,纵移台板12通过两组对应的直线导轨副安装在底座13上,使得纵移台板12能够沿前后方向直线移动;横移组件2设有横移驱动气缸21及横移座22,横移座22通过对应的直线导轨副滑动连接在纵移台板12上,于是横移座22能够跟随纵移台板12前后移动,而且横移座22能够沿左右方向直线移动,横移驱动气缸21驱动横移座22沿左右方向移动,具体地说,如图3所示,横移驱动气缸21可以为现有技术的“可调行程气缸”,横移驱动气缸21的缸体安装有气缸支板26,气缸支板26通过对应螺钉安装在纵移台板12的侧面,横移驱动气缸21的活塞杆的端部与横移座22螺接,横移驱动气缸21的活塞杆的端部还螺接有与横移座22贴靠的螺母,从而使横移驱动气缸21的活塞杆与横移座22相对固定;如图3和图6所述,主轴组件3安装在横移座22上,具体是主轴组件3包括主轴外壳32,主轴外壳32适配穿过横移座22,主轴外壳32通过对应的螺钉相对固定在横移座22上,主轴组件3设有用于对玻璃板99进行倒角加工的磨轮33,横移组件2设有电机23,电机23安装在横移座22上,电机23驱动连接磨轮33,具体是主轴组件3设有主轴31,电机23通过多楔带24连接主轴31的上端,主轴31的下端同轴线地相对固定安装磨轮33。
36.如图6所示,主轴外壳32转动连接有摆座34,摆座34能够绕磨轮33的轴线摆动,如图6、图8及图10所示,磨轮33的前后对称中心线(即为图10中的点划线)的前后两侧分别对应设有用于与玻璃板99接触的挡块35,挡块35最好是前后对称布置的,挡块35对应设置在摆座34上;如图1所示,本发明的玻璃安全角加工装置还包括缓冲组件4,如图6和图7所示,缓冲组件4设有缓冲气缸42及摆杆44,缓冲气缸42设有缓冲气缸活塞杆421,如图4及图7所示,摆杆44的前后两侧分别对应设有缓冲气缸42,摆杆44的前部及摆杆44的后部分别与对应的缓冲气缸活塞杆421的端部贴靠连接,摆杆44安装在摆座34上,具体是摆杆44的下端形成有外螺纹部,上述的外螺纹部与摆座34的上部安装连接。
37.以下简要说明本发明的玻璃安全角加工装置的工作流程:如图4所示,摆杆44的前后两侧的缓冲气缸活塞杆421都处于伸出状态而分别对应顶着摆杆44的前部及后部,而且最好是缓冲气缸活塞杆421都处于伸出的极限位置上,使得对应的两个挡块35能够停在图10所示的对称位置上;如图10所示,双边磨边机的输送带装置带动玻璃板99向前移动,当玻璃板99前移至一定位置时触发双边磨边机的反射式光电传感器,双边磨边机的控制系统(通过对应的电磁阀)控制横移驱动气缸21将磨轮33向右推出至极限位置(通过选用可调行程气缸的横移驱动气缸21的限位结构而限位),然后控制系统通过比例阀5控制纵移气缸11带动磨轮33向前移动,纵移气缸11带动磨轮33向前移动的速度小于玻璃板99的向前移动的速度,于是,如图11所示,玻璃板99的前侧边能够相对移动至碰撞位于磨轮33的前后对称中心线的后侧的挡块35,继而,如图12所示,玻璃板99的前角位接触磨轮33,于是玻璃板99的前角位被加工形成倒角991;从玻璃板99接触挡块35至玻璃板99的前角位被加工形成倒角
991的过程中,玻璃板99推动挡块35摆动,由于挡块35与对应的摆座34相对的固定,而摆座34能够绕对应的磨轮33的轴线摆动,于是摆杆44被玻璃板99推动而克服一个缓冲气缸42的推力,于是摆杆44跟随对应的摆座34摆动;现有技术是玻璃板99的角位直接碰撞磨轮33,进给速度较快,容易导致玻璃板99破裂或加工效果差,而本发明通过设置挡块35,在玻璃板99与挡块35接触至玻璃板99与磨轮33接触的这段时间内,玻璃板99会对纵移台板22产生向前的推力而使纵移台板22向前加速,于是磨轮33与玻璃板99接触时的向前移动的速度差减小了,相当于磨削进给速度减小了,在磨轮33磨削玻璃板99的角位的过程中,磨轮33与玻璃板99的向前移动的速度差进一步减小,缓冲气缸42缓冲了玻璃板99与磨轮3 的碰撞,从而避免因为磨轮33与玻璃板99的速度差太大而导致玻璃板99的前角位遭到剧烈碰撞,避免玻璃板99破裂,从而提高本发明的玻璃安全角加工装置的加工性能。另一方面,由于缓冲气缸42的缓冲作用,也使得玻璃板99与挡块35的碰撞得以缓冲,从而避免玻璃板99碰撞挡块35时损坏。控制系统延时控制横移驱动气缸21,如图12及图13所示,玻璃板99的前角加工完毕,控制系统控制横移驱动气缸21带动磨轮33复位移离玻璃板99,由于挡块35离开了玻璃板99,于是缓冲气缸42的推力能够将摆杆44复位,控制系统继而控制纵移气缸11带动磨轮33向后移动复位;如图14所示,玻璃板99保持向前移动,当上述的反射式光电传感器离开玻璃板99时,上述的反射式光电传感器的信号传输给控制系统,控制系统相应地控制横移驱动气缸21将磨轮33向右推出至极限位置,且控制系统控制纵移气缸11带动磨轮33向前移动,而且控制系统通过比例阀5调节输入纵移气缸11的气压,使得磨轮33能够向前追上玻璃板99,如图15所示,于是磨轮33的前后对称中心线的前侧的挡块35接触玻璃板99的后侧边,原理相同地,另一个缓冲气缸42起到缓冲作用,使得磨轮33的向前移动速度降下来,使得磨轮33与玻璃板99的速度差减小,如图16所示,玻璃板99的后角位也加工形成了倒角991,控制系统控制横移驱动气缸21带动磨轮33复位移离玻璃板99,如图17所示,控制系统控制纵移气缸11带动磨轮33向后移动复位。
38.进一步地,如图7所示,缓冲组件4设有支座41,如图6所示,支座41安装在横移座22上,如图7所示,支座41螺接有行程限位杆43,如图4所示,摆杆44的前后两侧分别对应设有行程限位杆43,换句话说,支座41的数量可以设为两个,摆杆44能够与行程限位杆43接触,具体是指,当加工玻璃板99的前角位时,摆杆44会与位于摆杆44后侧的一条行程限位杆43的端部接触,而当加工玻璃板99的后角位时,摆杆44会与位于摆杆44前侧的一条行程限位杆43的端部接触,旋动行程限位杆43就可以调节挡块35的摆动行程,当摆杆44与对应的行程限位杆43接触时,行程限位杆43阻挡摆杆44进一步摆动,于是玻璃板99与磨轮33的相对位置就被限位了,从而限制了倒角991的大小,换句话说,通过上述设置,使得倒角991的加工精度高,且使倒角991的大小可调。
39.如图10所示,以上描述为对于设置在玻璃板99左侧的一套本发明的玻璃安全角加工装置而言的,而在实际应用中,本发明的玻璃安全角加工装置左右对称布置在玻璃板99的两侧,从而可以同时加工玻璃板99左右两侧的角位。
40.进一步地,如图7所示,行程限位杆43对应螺接有锁位螺母45,锁位螺母45与对应的支座41贴靠连接,于是当旋动行程限位杆43以调节摆杆44的行程完毕,将锁位螺母45旋至贴靠支座41的侧面并旋紧锁位螺母45,就可以方便地锁定摆杆44摆动行程范围。
41.进一步地,如图5和图8所示,摆座34包括摆环341、连接壳342及支臂343,摆环341
套设在主轴外壳32上,连接壳342的上端与摆环341安装连接,支臂343安装在连接壳342的下端,如图6所示,支臂343及连接壳342设于磨轮33的外侧,如图6及图8所示,挡块35设于支臂343的上侧,连接壳342形成有用于露出磨轮33的缺口3421,通过上述设置,由于挡块35及磨轮33都能够与玻璃板99接触,而挡块35设于支臂343的上侧,所以能避免玻璃板99与支臂343接触,而设置连接壳342位于磨轮33的外侧,也使得摆座34能够绕过磨轮33而支撑挡块35,通过设置缺口3421,使得磨轮33能够接触玻璃板99,上述结构设置合理,易于制作及安装。
42.进一步地,如图8所示,主轴外壳32上形成有环槽321及限位轴肩部322,环槽321设于限位轴肩部322的下方,如图5所示,环槽321内安装有挡圈38,摆环341适配设置在挡圈38与限位轴肩部322之间,于是摆环341在磨轮33的轴线方向上,就与主轴外壳32相对定位了,在摆座34的安装过程中,可以将摆座34向上套向主轴外壳32,然后安装挡圈38,挡圈38可以分为两半,两半挡圈38分别插入环槽321之后再通过对应的螺钉将挡圈38固定在主轴外壳32上,上述结构设置合理,便于安装。
43.进一步地,如图5所示,摆环341与主轴外壳32之间设有垫环37,垫环37可以采用现有技术的耐磨材料制作,例如是尼龙或锡青铜,垫环37起到滑动轴承的作用,使得摆环341摆动灵活,且避免磨损。
44.进一步地,如图8所示,垫环37形成有断开缝371,由于摆环341的摆动速度较慢且精度要求较低,所以设置断开缝371,使得在垫环37套上主轴外壳32时可以张开,降低了垫环37的精度要求,也方便安装。
45.进一步地,如图9所示,支臂343上设有芯轴351,挡块35设为呈圆筒状,挡块35套设在对应的芯轴351外,挡块35能够绕对应的芯轴351的轴线转动,如图11所示,当挡块35接触玻璃板99之后,由于玻璃板99为向前直线移动,而挡块35为绕磨轮33 的轴线摆动,于是挡块35相对玻璃板99在左右方向上移动,通过设置挡块35能够绕对应的芯轴351的轴线转动,使得挡块35与玻璃板99的侧面为滚动摩擦,于是使得挡块35摆动灵活,避免影响磨轮33打磨玻璃板99的角位。
46.进一步地,如上文所述,由于主轴外壳32穿过横移座22,如图5和图6所示,摆杆44穿过横移座22设置,摆杆44的上部位于横移座22之上,于是使得缓冲气缸活塞杆421及行程限位杆43能够布置在横移座22的上侧而能够方便操作员在调试时观察及操作。
47.进一步地,如图6所示,纵移气缸11设为无杆气缸,无杆气缸为现有技术,具体是纵移气缸11的缸体的前后两端通过支耳安装在底座13上,纵移气缸11的滑块套在纵移气缸11的缸体外,纵移气缸11的滑块与纵移气缸11的活塞偶合连接,纵移气缸11的滑块与纵移台板12底部安装连接,纵移气缸11设于对应的两组直线导轨副的中间,由于无杆气缸是活塞对应部位的滑块输出力,所以在气缸行程较大的情况下,可以节约布置空间。如图6所示,纵移组件1设有两个沿前后方向布置的接近开关14,横移组件2设有感应件25,感应件25具体可以安装在横移驱动气缸21的缸体的下侧,如图3所示,于是在纵移气缸11带动纵移台板12前后移动的过程中,感应件25能够触发对应的接近开关14,接近开关14电连接双边磨边机的控制系统,接近开关14对纵移气缸11起到行程限位的作用,避免选用无杆气缸的纵移气缸11的活塞频繁碰撞纵移气缸11的内端而容易损坏。
48.综上所述,本发明的玻璃安全角加工装置的加工性能高,加工效果好。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。