1.本实用新型涉及显示面板结构技术领域,尤其涉及一种可蠕动性收缩的车载面板结构。
背景技术:
2.很长一段时间以来,仪表和导航为各自独立的单屏或组合件,产品尺寸基本在300
‑
500mm的范围内,相对都比较小;现在发展到仪表和导航合成一个双联屏结构,尺寸发展到了800
‑
1500mm。面临大尺寸的需求,对零部件的结构装配带来了前所未有的挑战——即在高低温冲击下,由于物质的特性都会存在不同程度的热胀冷缩,在这种情况下,零部件的结构设计间隙、强度等细节方案尤显其重要性了。
3.除此之外,工艺也日新月异,目前很多采用的是全贴合工艺,即cover与tft采用oca或ocr贴合,为了保证更好地显示效果,减少或规避产生mura的情况,全贴合组件装配到壳体时,壳体的平面度就需要做得比较好。过大的变形导致组装后mura严重,不符合客户要求。因此,壳体的材质工艺选择也就有了更多的思考了,塑胶、压铸铝、压铸镁合金等等。
4.加上外观造型上还需要部分悬浮外露,外露的部分不能有螺钉等结构零件,而通常采用卡扣结构,外露部分的结构通常会用塑胶结构件,而压铸件和塑胶件的热胀冷缩特性不一样,导致冷热冲击试验的失败。
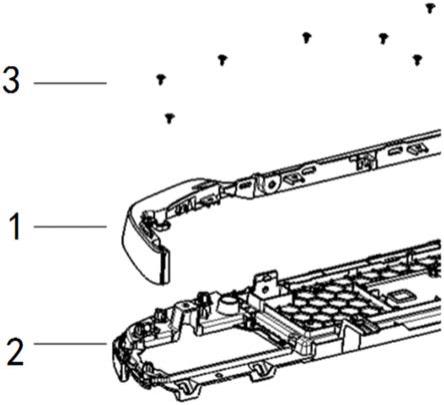
5.现有的设计方案如下:如图1、2、3,现有双联屏结构通常由屏组件(4)、现有前壳(5)、现有后壳(6)、pcba(7)、五金支架(8)组成。现有前壳(5)采用的是塑胶件,材质是pc/abs;现有后壳(6)采用的塑胶件,材质是pc/abs;图2,现有前壳(5)通过现有卡扣(501)与现有后壳(6)上部分进行卡扣固定,不外露的部分固定方式是采用螺钉固定,现有后壳(6)的过孔为圆孔(601)。在冷热冲击试验过程中,由于现有后壳(6)被五金支架(8)以及现有前壳(5)支架限位,导致其不能往中间收缩,如图3箭头方向。在不能收缩的情况下,其之间的配合结构需要做得相当强,但有些项目由于空间限制,局部位置圆角不能做的很大,或某部分结构存在其薄弱性,冷热冲击过程中就会出现断裂的情况。
6.现有技术方案的缺陷:
7.1、塑胶后壳的两端部分由于受其他部件限制,导致冷热冲击试验时,无法进行收缩,容易出现局部特征断裂或开裂;
8.2、由于是后壳圆孔过孔,导致冷热冲击试验时,收缩量很小;
9.3、卡扣处的预留间隙过少,导致冷热冲击试验时,卡扣会顶到边沿处导致卡扣断裂失效。
技术实现要素:
10.本实用新型的目的在于提供一种可蠕动性收缩的车载面板结构,以解决现有后壳的两端部分在冷热冲击试验时无法进行收缩的技术问题。
11.为了实现上述目的,本实用新型的技术方案提供了一种可蠕动性收缩的车载面板
结构,包括后壳、前壳,所述后壳包括主壳体、左壳体、右壳体,所述主壳体沿左右方向延伸,所述左壳体沿左下方倾斜延伸,所述右壳体沿右下方倾斜延伸,所述左壳体的右上端与所述主壳体的左端通过圆角进行连接,所述右壳体的左上端与所述主壳体的右端通过圆角进行连接;所述主壳体、所述左壳体、所述右壳体上设有腰型孔,所述前壳上设有若干个螺钉孔,所述腰型孔与所述螺钉孔通过螺钉进行连接固定。
12.进一步地,所述主壳体、所述左壳体、所述右壳体上还设有卡扣,所述前壳上还设有若干个卡槽,所述卡扣与所述卡槽进行卡扣固定。
13.进一步地,所述卡扣与所述卡槽之间的单边间隙预留1.5mm以上。
14.进一步地,所述卡扣位于所述后壳的前端,所述卡槽位于所述前壳的前端。
15.进一步地,所述左壳体、所述右壳体的宽度为14.8
±
4mm。
16.进一步地,沿冷热冲击收缩方向,所述腰型孔的边界与所述螺钉之间的单边间隙预留有2
±
0.5mm。
17.进一步地,所述螺钉为带介子螺钉。
18.进一步地,所述腰型孔位于所述后壳的后端,所述螺钉孔位于所述前壳的后端。
19.进一步地,所述后壳为pc/abs t65后壳,所述前壳为压铸镁铝合金az91d前壳。
20.综上所述,运用本实用新型的技术方案,具有如下的有益效果:本实用新型的结构设计合理,该结构方案取消后壳的过孔为圆孔的设计,取而代之的是腰形孔,一方面腰型孔可以配合螺钉孔、螺钉将主壳体、左壳体、右壳体在前壳上进行安装拆卸,另一方面腰型孔可以使得螺钉与腰型孔的长度方向的两端具有一定的间隙,使得后壳能够进行收缩蠕动性移动。
附图说明
21.图1是现有技术中的双联屏的爆炸结构示意图;
22.图2是现有前壳与现有后壳进行配合时的爆炸结构示意图;
23.图3是现有后壳的立体结构示意图;
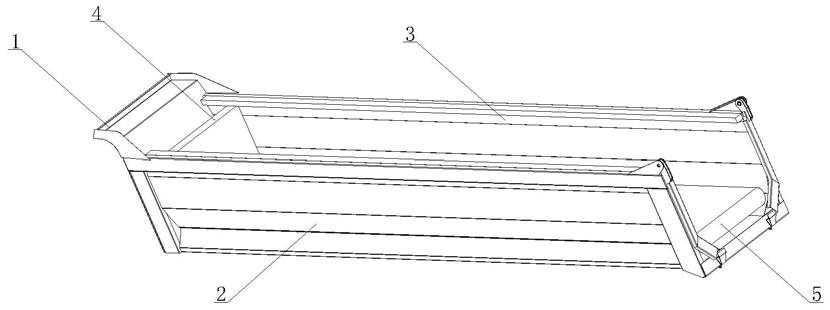
24.图4是本实用新型的爆炸结构示意图;
25.图5是本实用新型的后壳的左端的后视的第一种立体结构示意图;
26.图6是本实用新型的后壳的左端的前视的立体结构示意图;
27.图7是本实用新型的后壳的右端的前视的第一种立体结构示意图;
28.图8是本实用新型的后壳的右端的前视的第二种立体结构示意图;
29.图9是本实用新型的后壳与前壳进行卡扣固定时的剖面结构示意图;
30.图10是本实用新型的后壳与前壳进行螺钉固定时的剖面结构示意图;
31.图11是本实用新型的后壳的左端的后视的第二种立体结构示意图;
32.图12是本实用新型的后壳与前壳进行装配时的结构示意图;
33.附图标记说明:1
‑
后壳,101
‑
主壳体,102
‑
左壳体,103
‑
右壳体,104
‑
卡扣,105
‑
腰型孔;2
‑
前壳,201
‑
卡槽,202
‑
螺钉孔;3
‑
螺钉;4
‑
屏组件;5
‑
现有前壳,501
‑
现有卡扣;6
‑
现有后壳,601
‑
圆孔;7
‑
pcba,8
‑
五金支架。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,但并不构成对本实用新型保护范围的限制。
35.在本实用新型中,为了更清楚的描述,作出如下说明:观察者面对附图4进行观察,观察者左侧设为左,观察者右侧设为右,观察者前方设为上,观察者后方设为下,观察者上面设为后,观察者下面设为前,应当指出文中的术语“前端”、“后端”、“左侧”“右侧”“中部”“上方”“下方”等指示方位或位置关系为基于附图所设的方位或位置关系,仅是为了便于清楚地描述本实用新型,而不是指示或暗示所指的结构或零部件必须具有特定的方位、以特定的方位构造,因此不能理解为对本实用新型的限制。此外,术语
“”
、
“”
、“第三”、“第四”仅用于为了清楚或简化描述的目的,而不能理解为指示或暗示相对重要性或数量。
36.参见图4到图10,本实施例提供一种可蠕动性收缩的车载面板结构,包括后壳1、前壳2,后壳1包括主壳体101、左壳体102、右壳体103,主壳体101沿左右方向延伸,左壳体102沿左下方倾斜延伸,右壳体103沿右下方倾斜延伸,左壳体102的右上端与主壳体101的左端通过圆角进行连接,右壳体103的左上端与主壳体101的右端通过圆角进行连接。作用:主壳体与左壳体、右壳体之间的转角顺滑过渡,避免直角设计,周边没有其他部件阻挡其后壳发生收缩移动。主壳体101、左壳体102、右壳体103上设有腰型孔105,前壳2上设有若干个螺钉孔202,腰型孔105与螺钉孔202通过螺钉3进行连接固定。作用:该结构方案取消后壳的过孔为圆孔的设计,取而代之的是腰形孔,一方面腰型孔可以配合螺钉孔、螺钉将主壳体、左壳体、右壳体在前壳上进行安装拆卸,另一方面腰型孔可以使得螺钉与腰型孔的长度方向的两端具有一定的间隙,使得后壳能够进行收缩蠕动性移动。在冷热冲击过程中,后壳的两端部分可以沿着冷热收缩方向往中间进行顺滑收缩蠕动性移动,但结构却不会受到损坏,或断裂,一次性通过冷热冲击试验,大大提升试验通过率,后壳的蠕动收缩方向如图12中的箭头所示。
37.具体地,参见图6、图8、图9,主壳体101、左壳体102、右壳体103上还设有卡扣104,前壳2上还设有若干个卡槽201,卡扣104与卡槽201进行卡扣固定,作用:一方面卡扣方便将主壳体、左壳体、右壳体在前壳上进行安装拆卸,另一方面由于卡扣所处的主壳体、左壳体、右壳体均为后壳的冷热收缩运动的路径,因此在冷热冲击时,塑胶后壳可以沿着
②→①
/a
→
b的方向顺滑收缩蠕动性移动。
38.具体地,参见图9,卡扣104与卡槽201之间的单边间隙预留1.5mm以上,优选为1.9mm。作用:保证在冷热冲击时,塑胶后壳相对前壳(镁铝合金材质)还是可以空间蠕动性移动。
39.具体地,参见图9,卡扣104位于后壳1的前端,卡槽201位于前壳2的前端。优选地,卡扣104位于后壳1的前端的内侧壁,卡槽201位于前壳2的前端的外侧壁。
40.具体地,参见图11,左壳体102、右壳体103的宽度为14.8
±
4mm,优选为14.8mm。这里的宽度限制是因为整个后壳两端的宽度不能设计过大,强度过强,以防止其无法沿着收缩方向收缩。
41.具体地,参见图10,沿冷热冲击收缩方向,这里的冷热冲击收缩方向指的是从左壳体或右壳体往主壳体进行收缩的方向。腰型孔105的边界与螺钉3之间的单边间隙预留有2
±
0.5mm,作用:在冷热冲击时,由于塑胶后壳收缩相比前壳(镁铝合金材质)要快,此间隙能
够确保塑胶后壳相对前壳(镁铝合金材质)能够有空间蠕动性移动。优选为2mm。更具体地,腰型孔105的长度方向与所处部件的冷热冲击收缩方向相同。
42.具体地,参见图10,螺钉3为带介子螺钉,优选地,螺钉3为带介子10b21硼钢螺钉。采用带介子的设计,目的有两个:1、螺钉与后壳的实际接触有效面积能够有足够大;2、在冷热冲击时,塑胶后壳相对螺钉及前壳(镁铝合金材质)还是可以发生空间蠕动性移动。
43.具体地,腰型孔105位于后壳1的后端,螺钉孔202位于前壳2的后端,这样设置可以使得螺钉与卡扣一同将后壳进行更好的固定。
44.具体地,后壳1为pc/abs t65后壳,前壳2为压铸镁铝合金az91d前壳。
45.实际装配步骤如下:(1)后壳1通过卡扣104扣入前壳2;(2)通过螺钉3将后壳1尾部固定于前壳2。
46.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。