1.本实用新型涉及链板输送机,尤其是一种可以称重、计数的链板输送机。
背景技术:
2.目前,在成品件输送系统中,一般利用板式输送机作为第一级受料设备,然后再由板式输送机输送到其它设备,最终到达目标地。利用板式输送机作为第一级受料设备主要是利用了板式给料机的抗冲击能力强、不跑偏、使用寿命长等优点。以前,一般使用人工或者机械手将托盘上的成品件搬运至板式给料机上,再输送至其它设备上就可以了。但是随着各个生产企业的精细化管理措施的不断实施,用户企业需要统计成品件的数量及重量,用于核算企业成本及生产效率。目前,用户企业为了统计成品件的数量及重量,采取的生产工艺流程是在链板输送机旁边放置一台磅秤,先通过人工或者机械手将托盘上的成品件搬运至磅秤进行称重,安排专人在旁边进行读数和统计,然后再通过人工或者机械手将磅秤上的成品件二次搬运至板式给料机上,然后在输送至其它设备上去。这种工艺也能达到统计成品件的数量及重量的目的,但是往往会浪费大量的人力和物力来进行成品件的二次搬运工作,也需安排专人进行读数和统计增加用户企业的运行成本。另外,人工读数和统计也会出现误差和偏差,将会导致用户企业核算的生产成本及生产效率值不准确。
3.现如今,一些相关企业为了节约人工成本,保证读数和统计值的准确率,希望板式输送机除了具有原本的输送功能外,还需具有称重及统计的功能,并希望称重及统计的数值能够实时传入至中控室。然而解决这些问题都需要提出新的解决方案。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种可以称重、计数的链板输送机,可精确称重、计数,降低企业的用工成本,提高企业生产效率。
5.为解决上述技术问题,本实用新型所采用的技术方案是:
6.一种可以称重、计数的链板输送机,包括下部机架,下部机架上端通过称重传感器与上部机架连接,上部机架上安装有链板输送机,上部机架上一侧且位于链板输送机上方安装有光电开关,上部机架上另一侧与光电开关正对安装有反射板,光电开关与反射板配套使用并用于计数。
7.所述下部机架下端安装有调节脚。
8.所述称重传感器包括第一称重传感器、第二称重传感器及第三称重传感器,其中,第一称重传感器、第二称重传感器左右对称安装在下部机架前部外侧,第三称重传感器安装在下部机架后部中间。
9.所述上部机架上左右安装有限宽架,限宽架用于对成品件导向。
10.本实用新型一种可以称重、计数的链板输送机,具有以下技术效果:
11.1)、通过称重传感器进行自动称重,通过光电开关和反射板配套使用计算板式输送机上的成品件的数量值, 技术成熟,结构简单,测量、计数精度高,易加工制作生产和安
装。该设备的投入使用可以取消用户企业的成品件二次搬运工作,降低企业的用工成本,提高企业生产效率。同时也能避免人工读数和统计也会出现误差和偏差,将会导致用户企业核算的生产成本及生产效率值不准确。
12.2)、使用变频制动型电机,能够使用户企业可根据实际需求来调节板式输送机的运行速度来满足生产效益,也能使板式输送机快速停机。
13.3)、使用限宽架来保证成品件尽量在输送机中部运行,也能保证成品件不会发生位移及侧翻,同时也能保证称重值的准确性。
14.4)、使用调节脚来作为底部支撑,可以有效调整链板输送机链板工作面的高度和水平度,来保证自生设备的正常运行,和与下一级设备的正常对接。
附图说明
15.下面结合附图和实施例对本实用新型作进一步说明:
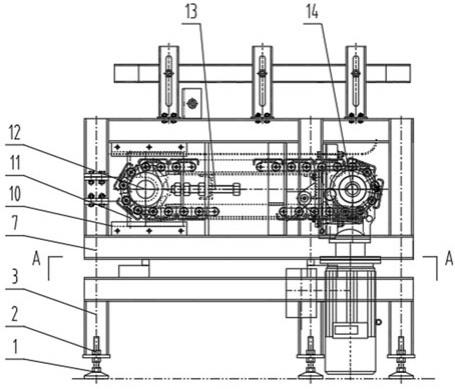
16.图1为本实用新型的主视图。
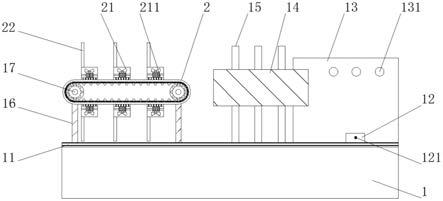
17.图2为本实用新型的左视图。
18.图3为本实用新型的俯视图。
19.图4为图1中a处的剖视图。
20.图中:调节脚1、第一六角螺母2、下部机架3、第一称重传感器4、第二称重传感器5、第三称重传感器6、上部机架7、下链条导轨8、上链条导轨9、滑动板导轨10、滑动板11、尾部链轮装配12、张紧装置13、头部链轮装配14、链板组件15、限宽架底座16、限宽架17、第二六角螺母18、电机减速机19、螺栓组件20、驱动装置防转臂21、光电开关22、反射板23、就地电控箱24,成品25。
具体实施方式
21.如图1所示,一种可以称重、计数的链板输送机,包括下部机架3,下部机架3下部安装有调节脚1,下部机架3上部安装有三个称重传感器。三个称重传感器包括第一称重传感器4、第二称重传感器5及第三称重传感器6,其中,第一称重传感器4、第二称重传感器5左右对称安装在下部机架3前部外侧,第三称重传感器6安装在下部机架3后部中间,上部机架7的底部安装在三个称重传感器上。称重传感器可进行自动称重,然后将称重传感器产生称重信号会传送至称重控制仪表自动计算出重量值。
22.上部机架7的上部安装有链板输送机,链板输送机包括尾部链轮装配12、头部链轮装配14及链板组件15。
23.其中尾部链轮装配12的轴承座安装在滑动板11上,滑动板11滑动设置在滑动板导轨10上。滑动板11一端通过张紧装置13(丝杆张紧机构)调节。
24.头部链轮装配14则与电机减速机19连接并通过电机减速机19驱动转动。这里的板式输送机上中的电机减速机为一体机的三合一减速机是空心轴装配,不需要使用联轴器传动或者链传动,减小了板式输送机上的安装空间和采购成本。
25.板式输送机上使用变频制动型电机,能够使用户企业可根据实际需求来调节板式输送机的运行速度来满足生产效益,也能使板式输送机快速停机满足用户快速停机需求。
26.链板组件15的链条搁置在下链条导轨8、上链条导轨9上,下链条导轨8、上链条导
轨9固定在上部机架7左右两侧。使用上、下链条导轨来进行导向和支撑作用,可有效防止链板组件在运行过程中颤抖现象,同时也能减轻头、尾部链轮的工作载荷,延长头、尾链轮的使用寿命。
27.另外,上部机架7上一侧且位于链板输送机上方安装有光电开关22,上部机架7上另一侧与光电开关22正对安装有反射板23,光电开关22与反射板23配套使用,来计算和累计通过板式输送机上的成品件的数量值。
28.上部机架7上左右安装有限宽架17,限宽架17用于对成品件25导向。保证成品件尽量在输送机中部运行,也能保证成品件不会发生位移及侧翻,同时也能保证称重值的准确性。
29.上部机架7一侧安装有就地电控箱24(带plc、称重控制仪表及dcs远程控制接口),使用plc对称重值和计数值会进行实时统计和累计,并将将数值通过dcs传送至中控室进行远程显示,使用户在中控室和就地控制箱上均能查看实时和累计的称重值和计数值。
30.安装过程:先将调节脚1安装在下部机架3的底部,并用第一六角螺母2固定。然后将第一称重传感器4、第二称重传感器5、第三称重传感器6分别安装在下部机架3的顶部。然后将上部机架7的底部安装在第一称重传感器4、第二称重传感器5、第三称重传感器6上。然后将下链条导轨8、上链条导轨9焊接在上部机架7上。然后将滑动板导轨10安装在上部机架7上。然后将滑动板11安装在滑动板导轨10上。接着将尾部链轮装配12穿过上部机架7安装在滑动板11上。然后将张紧装置13连接滑动板11并安装在上部机架7上。然后将头部链轮装配14安装在上部机架7上。然后将链板组件15安装在尾部链轮装配12、头部链轮装配14上,同时链板组件15需搁在下链条导轨8上。然后将限宽架底座16安装在上部机架7的顶部。然后将限宽架17用第二六角螺母18固定在限宽架底座16上。然后在头部链轮装配14的轴端处套入电机减速机19。接着将驱动装置防转臂21安装在上部机架7上。然后电机减速机19与驱动装置防转臂21用螺栓组件20固定牢固。然后将光电开关22安装在上部机架7顶部的一侧,接着将反射板23安装在在上部机架7顶部的另一侧的正对面。最后将第一称重传感器4、第二称重传感器5、第三称重传感器6、电机减速机19、光电开关22的控制电缆和动力电缆接入就地电控箱24上,并从中央控制室dcs引线至就地电控箱24上控制整个板式输送机的启动和停止,同时板式输送机自动称重和统计数值也会实时通过就地控制箱上的dcs传送至中控室进行远程显示。
31.工作原理:通过在板式输送机下部增加了第一称重传感器4、第二称重传感器5、第三称重传感器6进行自动称重,然后在就地电控箱24上增加了一台称重控制仪表,在生产过程中第一称重传感器4、第二称重传感器5、第三称重传感器6产生称重信号会传送至称重控制仪表计算出重量值,然后实时的将重量值通过就地电控箱24上的dcs传送至中控室进行远程显示。在传统的板式输送机上增加一对光电开关22和反射板23,通过光电开关22和反射板23配套使用,来计算和累计通过板式输送机上的成品件的数量值,然后将数量值通过就地控制箱上的dcs传送至中控室进行远程显示。本专利需通过plc控制器对板式给料机运行、称重和计数进行编程处理,然后将计算和测量得到的数值通过dcs传送至中控室进行远程显示。
32.工作过程:人工或者机械手将托盘上的成品件搬运至板式输送机上,由称重传感器进行称重,此时板式输送机处于停止状态;待称重仪表计算出重量值后,延迟几秒时间
(该时间可调节),由plc控制电动机启动,板式输送机运行;待成品件输送至光电开关和反射板位置时,光电开关的接收信号就会中断一次,plc就会计一次数,待成品件全部离开光电开关的对射区域,一次计数就完成了。plc会对称重值和计数值会进行实时统计和累计,并将将数值通过dcs传送至中控室进行远程显示,用户在中控室和就地控制箱上均能查看实时和累计的称重值和计数值。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。