1.本发明涉及焊接技术领域,具体为一种自动定位焊接装置及焊接方法。
背景技术:
2.焊接,又被称为熔接,是一种通过高温或者高压的方式将两个单独的金属材料进行连接的制造工艺,现代的焊接经过发展已经可实现多种方法来进行,比如气体焰、电弧、激光、摩擦、超声波等,但是在进行焊接时仍存在一些问题,就比如:申请号为:201210107192.7,一种定位焊接装置,在使用时,根据其结构设计,其通过支撑底座、气动控制单元、气缸、伸缩杆、点焊板、转轴、定位焊接单元、限位块、弹簧片等来进行定位焊接,但是仍存在以下缺陷:1、当进行焊接时需要对所焊接的工件其焊接面进行表面清洁,去除氧化物与熔渣等影响焊接的有害物质,其未能进行去除;2、面对不同的焊接需求时会出现不同宽度的焊缝,单一尺寸的焊接头不能满足多种所需,其并不能方便焊接头的更换。
3.所以我们提出了一种自动定位焊接装置及焊接方法,以便于解决上述中提出的问题。
技术实现要素:
4.本发明的目的在于提供一种自动定位焊接装置及焊接方法,以解决上述背景技术中提出的未能对工件焊接面进行清洁以及未能快速应对不同需求变化下不同宽度的焊缝的问题。
5.为实现上述目的,本发明提供如下技术方案:一种自动定位焊接装置及焊接方法,包括:主体,其放置在地面上,所述主体内部为中空结构,且主体前后左右四面贯通内部并设有下挡板,并且主体上端侧边设有上挡板,所述下挡板设有三块,且三块下挡板分别位于主体前后以及右侧上端,并且下挡板焊接连接主体侧壁,输送带,其位于所述主体左侧上端,所述输送带左右端转轴分别轴承连接底面焊接连接主体的所述支杆上端,且输送带左侧前端转轴连接一号电机输出端,并且输送带上端设有一号夹板,所述一号电机焊接连接左侧前端支杆上方。
6.采用上述技术方案,可以通过输送带输送工件进行焊接,降低人力消耗。
7.作为本发明的优选技术方案,所述上挡板设有四块,且四块上挡板分别位于主体上端前后左右四个面上,并且上挡板焊接连接主体,而且左右两侧的上挡板之间设有一号丝杆,同时右侧上挡板左侧中心线处设有贯通下方的梯形槽,同时右侧上挡板左侧设有四号推拉杆。
8.采用上述技术方案,可以通过上挡板支撑安装一号丝杆。
9.作为本发明的优选技术方案,所述四号推拉杆位于主体内部上端,且四号推拉杆顶端焊接连接主体顶端内壁,并且四号推拉杆下端设有焊接连接的连接板,所述连接板右
侧设有对应右侧上挡板的梯形凸出,且连接板左侧下端设有焊接连接的二号电机,所述二号电机位于主体内部,且二号电机下端输出端设有卡盘。
10.采用上述技术方案,可以通过二号电机配合四号推拉杆方便更换焊接头。
11.作为本发明的优选技术方案,所述卡盘前后左右四个方向设有焊接连接的圆环,且卡盘表面圆环外侧内放置焊接头,所述焊接头上端设有圆柱凸出为连接头,且焊接头通过顶端的圆柱凸出配合安装在焊接设备下端,所述焊接设备底面设有圆柱凹陷用于安装焊接头,且焊接设备顶端焊接连接在上滑块下端。
12.采用上述技术方案,可以通过卡盘放置多个适应不同尺寸焊缝要求的焊接头,方便快速更换。
13.作为本发明的优选技术方案,所述上滑块位于主体内部顶端,且上滑块前后端螺栓连接一号丝杆,所述一号丝杆左右两端分别轴承连接左右两侧的上挡板,且一号丝杆左侧穿过上挡板连接顶电机输出端,所述顶电机焊接连接左侧上挡板。
14.采用上述技术方案,可以通过顶电机驱动一号丝杆转动而带动上滑块进行移动。
15.作为本发明的优选技术方案,所述一号夹板设有多个,且多个一号夹板分为两组沿输送带中心线前后对称分布,并且一号夹板上端前后端设有矩形凸出,而且一号夹板顶面设有左右对称分布的梯形槽,同时一号夹板左侧设有转动连接以及卡板配合的挡块,同时一号夹板内部设有二号弹簧,同时一号夹板前端凸出后方左右两侧边为圆角边,同时一号夹板上端设有磨板,所述二号弹簧设有两个,且两个二号弹簧横置位于一号夹板内部左右两侧,并且二号弹簧前端焊接连接二号推板,所述二号推板底面设有左右对称分布的梯形凸出,且二号推板前端左右侧边为圆角边。
16.采用上述技术方案,可以通过一号夹板配合二号推板有效的适应并固定不同厚度的工件。
17.作为本发明的优选技术方案,所述磨板上端设有凸出转动连接一号推拉杆底端,且磨板下端中心线处设有矩形凹槽放置上磨带,并且磨板后端设有左右对称分布的梯形槽,而且磨板右侧下端设有二号夹板,所述上磨带内部左右两侧设有转轴轴承连接磨板内部凹槽的前后内壁,且上磨带前端设有卡槽,并且上磨带后端设有滑板,所述卡槽顶部焊接连接在磨板前端下方,且卡槽后端设有贯穿左右两侧的通槽,并且卡槽内部设有多个均匀分布的磨轮,所述滑板上端设有左右对称分布的梯形凸出,且滑板内部设有侧磨带,所述侧磨带左右两侧转轴向上延伸连接轴环,且侧磨带上端轴环后侧设有导柱配合一号弹簧。
18.采用上述技术方案,可以通过上磨带、侧磨带和磨轮对工件表面进行清洁。
19.作为本发明的优选技术方案,所述二号夹板下端设有凸出转动连接二号推拉杆顶端,且二号夹板底端凸出右侧连接三号电机输出端,并且二号夹板上端前后设有凸出,而且二号夹板上端后侧凸出前方设有左右对称分布的三号推拉杆,所述三号推拉杆前端焊接连接一号推板。
20.采用上述技术方案,可以通过二号夹板配合三号推拉杆与三号电机进行左右倾斜。
21.作为本发明的优选技术方案,所述二号推拉杆下端焊接连接底滑块上端,所述底滑块设有两块,且两块底滑块均螺栓连接在二号丝杆上端,所述二号丝杆位于主体内部底端,且二号丝杆前后端均通过撑板支撑,并且二号丝杆前端连接底电机输出端。
22.采用上述技术方案,可以通过二号推拉杆推动工件上下来方便进行焊接。
23.本发明还提供了一种自动定位焊接方法,包括以下步骤:步骤一:将需要进行焊接的两块工件通过一号夹板卡住,通过一号夹板后端的二号弹簧配合二号推板来适应不同厚度的工件进行定位,然后启动一号电机带动输送带输送工件;步骤二:当进入主体内部时,启动一号推拉杆下压磨板,通过磨板内部的上磨带对工件顶端的焊接面进行表面脏污以及氧化物进行清洁,再通过磨板下端前后两侧的侧磨带与磨轮对焊接面附近的面进行表面清洁方便后续进行焊接,由磨板上端进行转动来适应倾斜面,再通过侧磨带上端的一号弹簧与滑板来适应工件的不同厚度;步骤三:当工件被输送至二号夹板左侧时,通过一号夹板左侧的挡块使工件被输送至二号夹板上端,此时启动三号推拉杆推动一号推板夹取并定位工件,启动底部的底电机带动底滑块移动,然后启动三号电机转动二号夹板来转动工件,使工件顶端的焊接面重合进行焊接;步骤四:启动顶电机带动一号丝杆来带动上滑块进行移动,使焊接设备向右移动,启动四号推拉杆将卡盘上升,根据需要选择合适的焊接头,配合安装在焊接设备下端,然后启动顶电机将焊接设备后移,启动二号推拉杆上升工件进行焊接。
24.与现有技术相比,本发明的有益效果是:1. 该自动定位焊接装置及焊接方法设置有上滑块,其通过启动顶电机来进行左右移动,同时带动下方的焊接设备,当需要更换焊接头时将其移动至卡盘上端,启动四号推拉杆将卡盘上升,同时启动二号电机转动卡盘选择合适焊接头来进行焊接,方便进行焊接时更换焊接头来适应不同程度的焊缝;2. 该自动定位焊接装置及焊接方法设置有一号推拉杆,其下端转动连接的磨板,通过内部的上磨带对工件顶面进行清洁,然后根据工件焊接面的倾斜程度来转动适应,达到有效清洁,再通过前端的磨轮以及后端的侧磨带对工件焊接面前后的侧边同步进行清洁,有效去除工件表面的氧化物以及熔渣等有害物质,防止其影响后续焊接。
附图说明
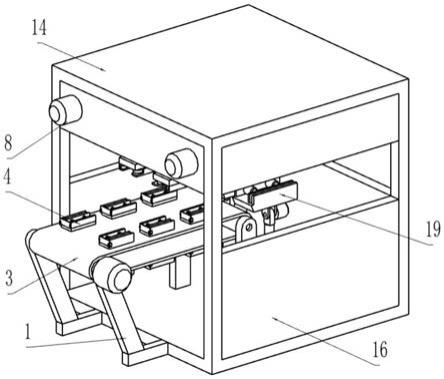
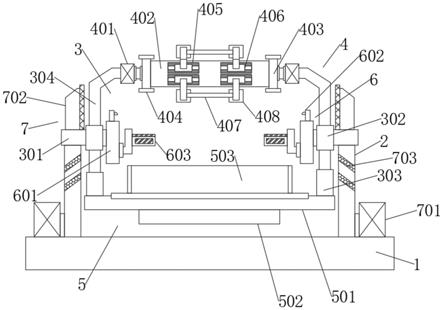
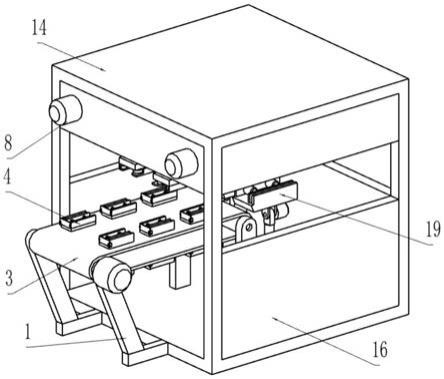
25.图1为本发明立体结构示意图;图2为本发明立体爆炸结构示意图;图3为本发明磨板立体结构示意图;图4为本发明一号夹板立体结构示意图;图5为本发明二号夹板立体结构示意图;图6为本发明卡盘立体结构示意图。
26.图中:1、支杆;2、一号电机;3、输送带;4、一号夹板;5、滑板;6、磨轮;7、磨板;8、顶电机;9、一号推拉杆;10、一号丝杆;11、上滑块;12、焊接设备;13、焊接头;14、主体;15、上挡板;16、下挡板;17、二号电机;18、卡盘;19、二号夹板;20、二号推拉杆;21、底滑块;22、底电机;23、二号丝杆;24、一号推板;25、三号推拉杆;26、卡槽;27、一号弹簧;28、上磨带;29、侧磨带;30、二号弹簧;31、二号推板;32、三号电机;33、连接板;34、四号推拉杆。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.请参阅图1
‑
6,本发明提供的一种实施例:一种自动定位焊接装置及焊接方法,主体14,其放置在地面上,主体14内部为中空结构,且主体14前后左右四面贯通内部并设有下挡板16,并且主体14上端侧边设有上挡板15,下挡板16设有三块,且三块下挡板16分别位于主体14前后以及右侧上端,并且下挡板16焊接连接主体14侧壁,上挡板15设有四块,且四块上挡板15分别位于主体14上端前后左右四个面上,并且上挡板15焊接连接主体14,而且左右两侧的上挡板15之间设有一号丝杆10,同时右侧上挡板15左侧中心线处设有贯通下方的梯形槽,同时右侧上挡板15左侧设有四号推拉杆34,四号推拉杆34位于主体14内部上端,且四号推拉杆34顶端焊接连接主体14顶端内壁,并且四号推拉杆34下端设有焊接连接的连接板33,连接板33右侧设有对应右侧上挡板15的梯形凸出,且连接板33左侧下端设有焊接连接的二号电机17,二号电机17位于主体14内部,且二号电机17下端输出端设有卡盘18,卡盘18前后左右四个方向设有焊接连接的圆环,且卡盘18表面圆环外侧内放置焊接头13,焊接头13上端设有圆柱凸出为连接头,且焊接头13通过顶端的圆柱凸出配合安装在焊接设备12下端,焊接设备12底面设有圆柱凹陷用于安装焊接头13,且焊接设备12顶端焊接连接在上滑块11下端,上滑块11位于主体14内部顶端,且上滑块11前后端螺栓连接一号丝杆10,一号丝杆10左右两端分别轴承连接左右两侧的上挡板15,且一号丝杆10左侧穿过上挡板15连接顶电机8输出端,顶电机8焊接连接左侧上挡板15,通过卡盘18上端放置多个适应不同需求与规格的焊接头13,启动顶电机8使焊接设备12移动至焊接头13上方,根据需要启动二号电机17转动卡盘18,然后启动四号推拉杆34将卡盘18上升,使焊接头13连接焊接设备12,完成更换,方便在进行操作时及时而方便的去更换焊接头13,以应对不同程度焊缝的焊接工作。
29.具体如图1
‑
6所示,输送带3,其位于主体14左侧上端,输送带3左右端转轴分别轴承连接底面焊接连接主体14的支杆1上端,且输送带3左侧前端转轴连接一号电机2输出端,并且输送带3上端设有一号夹板4,一号电机2焊接连接左侧前端支杆1上方,一号夹板4设有多个,且多个一号夹板4分为两组沿输送带3中心线前后对称分布,并且一号夹板4上端前后端设有矩形凸出,而且一号夹板4顶面设有左右对称分布的梯形槽,同时一号夹板4左侧设有转动连接以及卡板配合的挡块,同时一号夹板4内部设有二号弹簧30,同时一号夹板4前端凸出后方左右两侧边为圆角边,同时一号夹板4上端设有磨板7,二号弹簧30设有两个,且两个二号弹簧30横置位于一号夹板4内部左右两侧,并且二号弹簧30前端焊接连接二号推板31,二号推板31底面设有左右对称分布的梯形凸出,且二号推板31前端左右侧边为圆角边,磨板7上端设有凸出转动连接一号推拉杆9底端,且磨板7下端中心线处设有矩形凹槽放置上磨带28,并且磨板7后端设有左右对称分布的梯形槽,而且磨板7右侧下端设有二号夹板19,上磨带28内部左右两侧设有转轴轴承连接磨板7内部凹槽的前后内壁,且上磨带28前端设有卡槽26,并且上磨带28后端设有滑板5,卡槽26顶部焊接连接在磨板7前端下方,且卡槽26后端设有贯穿左右两侧的通槽,并且卡槽26内部设有多个均匀分布的磨轮6,滑板5上端设有左右对称分布的梯形凸出,且滑板5内部设有侧磨带29,侧磨带29左右两侧转轴向上延伸连接轴环,且侧磨带29上端轴环后侧设有导柱配合一号弹簧27,二号夹板19下端设有凸出转动连接二号推拉杆20顶端,且二号夹板19底端凸出右侧连接三号电机32输出端,并
且二号夹板19上端前后设有凸出,而且二号夹板19上端后侧凸出前方设有左右对称分布的三号推拉杆25,三号推拉杆25前端焊接连接一号推板24,二号推拉杆20下端焊接连接底滑块21上端,底滑块21设有两块,且两块底滑块21均螺栓连接在二号丝杆23上端,二号丝杆23位于主体14内部底端,且二号丝杆23前后端均通过撑板支撑,并且二号丝杆23前端连接底电机22输出端,通过磨板7顶端的转动连接来左右倾斜方便适应倾斜焊接面的清洁,再通过卡槽26内部的多个磨轮6来对工件焊接面前端附近面进行清洁,然后通过滑板5内部的侧磨带29对工件焊接面后端附近面进行清洁,全方位的清洁焊接面以及其附近面的表面氧化物和熔渣,防止其影响后续焊接工作。
30.请参阅图1
‑
图6,本发明还提供了一种自动定位焊接方法,包括以下步骤:步骤一:将需要进行焊接的两块工件通过一号夹板4卡住,通过一号夹板4后端的二号弹簧30配合二号推板31来适应不同厚度的工件进行定位,然后启动一号电机2带动输送带3输送工件;步骤二:当进入主体14内部时,启动一号推拉杆9下压磨板7,通过磨板7内部的上磨带28对工件顶端的焊接面进行表面脏污以及氧化物进行清洁,再通过磨板7下端前后两侧的侧磨带29与磨轮6对焊接面附近的面进行表面清洁方便后续进行焊接,由磨板7上端进行转动来适应倾斜面,再通过侧磨带29上端的一号弹簧27与滑板5来适应工件的不同厚度;步骤三:当工件被输送至二号夹板19左侧时,通过一号夹板4左侧的挡块使工件被输送至二号夹板19上端,此时启动三号推拉杆25推动一号推板24夹取并定位工件,启动底部的底电机22带动底滑块21移动,然后启动三号电机32转动二号夹板19来转动工件,使工件顶端的焊接面重合进行焊接;步骤四:启动顶电机8带动一号丝杆10来带动上滑块11进行移动,使焊接设备12向右移动,启动四号推拉杆34将卡盘18上升,根据需要选择合适的焊接头13,配合安装在焊接设备12下端,然后启动顶电机8将焊接设备12后移,启动二号推拉杆20上升工件进行焊接。
31.工作原理:在使用该自动定位焊接装置及焊接方法时,首先,将所要进行焊接的工件通过一号夹板4固定后由一号夹板4进行输送,然后通过磨板7下端的磨轮6、上磨带28以及侧磨带29对工件的焊接面以及其附近面进行表面清洁,然后通过二号夹板19配合二号推拉杆20固定工件,根据工件尺寸启动底电机22与三号电机32对工件进行调整,再根据其焊缝大小更换焊接头13进行焊接工作。
32.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。