技术特征:
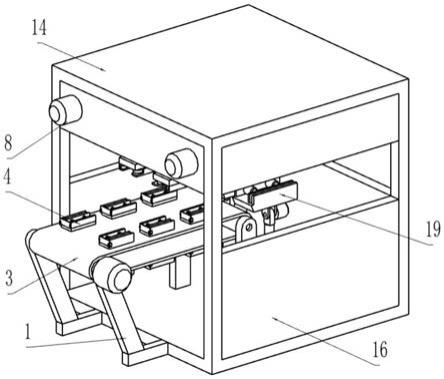
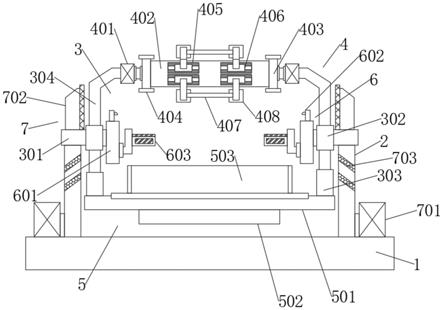
1.一种自动定位焊接装置,包括:支杆,其左侧位于地面上端,所述支杆底面焊接连接主体,且支杆上设有输送带其特征在于:主体,其放置在地面上,所述主体内部为中空结构,且主体前后左右四面贯通内部并设有下挡板,并且主体上端侧边设有上挡板,所述下挡板设有三块,且三块下挡板分别位于主体前后以及右侧上端,并且下挡板焊接连接主体侧壁;输送带,其位于所述主体左侧上端,所述输送带左右端转轴分别轴承连接底面焊接连接主体的所述支杆上端,且输送带左侧前端转轴连接一号电机输出端,并且输送带上端设有一号夹板,所述一号电机焊接连接左侧前端支杆上方。2.根据权利要求1所述的一种自动定位焊接装置,其特征在于:所述上挡板设有四块,且四块上挡板分别位于主体上端前后左右四个面上,并且上挡板焊接连接主体,而且左右两侧的上挡板之间设有一号丝杆,同时右侧上挡板左侧中心线处设有贯通下方的梯形槽,同时右侧上挡板左侧设有四号推拉杆。3.根据权利要求2所述的一种自动定位焊接装置,其特征在于:所述四号推拉杆位于主体内部上端,且四号推拉杆顶端焊接连接主体顶端内壁,并且四号推拉杆下端设有焊接连接的连接板,所述连接板右侧设有对应右侧上挡板的梯形凸出,且连接板左侧下端设有焊接连接的二号电机,所述二号电机位于主体内部,且二号电机下端输出端设有卡盘。4.根据权利要求3所述的一种自动定位焊接装置,其特征在于:所述卡盘前后左右四个方向设有焊接连接的圆环,且卡盘表面圆环外侧内放置焊接头,所述焊接头上端设有圆柱凸出为连接头,且焊接头通过顶端的圆柱凸出配合安装在焊接设备下端,所述焊接设备底面设有圆柱凹陷用于安装焊接头,且焊接设备顶端焊接连接在上滑块下端。5.根据权利要求4所述的一种自动定位焊接装置,其特征在于:所述上滑块位于主体内部顶端,且上滑块前后端螺栓连接一号丝杆,所述一号丝杆左右两端分别轴承连接左右两侧的上挡板,且一号丝杆左侧穿过上挡板连接顶电机输出端,所述顶电机焊接连接左侧上挡板。6.根据权利要求1所述的一种自动定位焊接装置,其特征在于:所述一号夹板设有多个,且多个一号夹板分为两组沿输送带中心线前后对称分布,并且一号夹板上端前后端设有矩形凸出,而且一号夹板顶面设有左右对称分布的梯形槽,同时一号夹板左侧设有转动连接以及卡板配合的挡块,同时一号夹板内部设有二号弹簧,同时一号夹板前端凸出后方左右两侧边为圆角边,同时一号夹板上端设有磨板,所述二号弹簧设有两个,且两个二号弹簧横置位于一号夹板内部左右两侧,并且二号弹簧前端焊接连接二号推板,所述二号推板底面设有左右对称分布的梯形凸出,且二号推板前端左右侧边为圆角边。7.根据权利要求6所述的一种自动定位焊接装置,其特征在于:所述磨板上端设有凸出转动连接一号推拉杆底端,且磨板下端中心线处设有矩形凹槽放置上磨带,并且磨板后端设有左右对称分布的梯形槽,而且磨板右侧下端设有二号夹板,所述上磨带内部左右两侧设有转轴轴承连接磨板内部凹槽的前后内壁,且上磨带前端设有卡槽,并且上磨带后端设有滑板,所述卡槽顶部焊接连接在磨板前端下方,且卡槽后端设有贯穿左右两侧的通槽,并且卡槽内部设有多个均匀分布的磨轮,所述滑板上端设有左右对称分布的梯形凸出,且滑板内部设有侧磨带,所述侧磨带左右两侧转轴向上延伸连接轴环,且侧磨带上端轴环后侧设有导柱配合一号弹簧。
8.根据权利要求7所述的一种自动定位焊接装置,其特征在于:所述二号夹板下端设有凸出转动连接二号推拉杆顶端,且二号夹板底端凸出右侧连接三号电机输出端,并且二号夹板上端前后设有凸出,而且二号夹板上端后侧凸出前方设有左右对称分布的三号推拉杆,所述三号推拉杆前端焊接连接一号推板。9.根据权利要求8所述的一种自动定位焊接装置,其特征在于:所述二号推拉杆下端焊接连接底滑块上端,所述底滑块设有两块,且两块底滑块均螺栓连接在二号丝杆上端,所述二号丝杆位于主体内部底端,且二号丝杆前后端均通过撑板支撑,并且二号丝杆前端连接底电机输出端。10.根据权利要求1
‑
9任一所述的一种自动定位焊接装置的焊接方法,其特征在于,包括以下步骤:步骤一:将需要进行焊接的两块工件通过一号夹板卡住,通过一号夹板后端的二号弹簧配合二号推板来适应不同厚度的工件进行定位,然后启动一号电机带动输送带输送工件;步骤二:当进入主体内部时,启动一号推拉杆下压磨板,通过磨板内部的上磨带对工件顶端的焊接面进行表面脏污以及氧化物进行清洁,再通过磨板下端前后两侧的侧磨带与磨轮对焊接面附近的面进行表面清洁方便后续进行焊接,由磨板上端进行转动来适应倾斜面,再通过侧磨带上端的一号弹簧与滑板来适应工件的不同厚度;步骤三:当工件被输送至二号夹板左侧时,通过一号夹板左侧的挡块使工件被输送至二号夹板上端,此时启动三号推拉杆推动一号推板夹取并定位工件,启动底部的底电机带动底滑块移动,然后启动三号电机转动二号夹板来转动工件,使工件顶端的焊接面重合进行焊接;步骤四:启动顶电机带动一号丝杆来带动上滑块进行移动,使焊接设备向右移动,启动四号推拉杆将卡盘上升,根据需要选择合适的焊接头,配合安装在焊接设备下端,然后启动顶电机将焊接设备后移,启动二号推拉杆上升工件进行焊接。
技术总结
本发明公开了一种自动定位焊接装置及焊接方法,包括:主体,其放置在地面上,所述主体内部为中空结构,且主体前后左右四面贯通内部并设有下挡板,并且主体上端侧边设有上挡板,所述下挡板设有三块,且三块下挡板分别位于主体前后以及右侧上端,并且下挡板焊接连接主体侧壁,输送带,其位于所述主体左侧上端,所述输送带左右端转轴分别轴承连接底面焊接连接主体的所述支杆上端。上滑块,其通过启动顶电机来进行左右移动,同时带动下方的焊接设备,当需要更换焊接头时将其移动至卡盘上端,启动四号推拉杆将卡盘上升,同时启动二号电机转动卡盘选择合适焊接头来进行焊接,方便进行焊接时更换焊接头来适应不同程度的焊缝。更换焊接头来适应不同程度的焊缝。更换焊接头来适应不同程度的焊缝。
技术研发人员:郭海艇
受保护的技术使用者:南京领易科技有限公司
技术研发日:2021.09.26
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。