1.本发明涉及装配式建筑领域,特别涉及一种建筑钢结构件的组焊工艺。
背景技术:
2.建筑是建筑物与构筑物的总称,是人们为了满足社会生活需要,利用所掌握的物质技术手段,并运用一定的科学规律、风水理念和美学法则创造的人工环境,建筑用的钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一,结构主要由型钢和钢板等制成的梁钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺对各个组件进行加工。房屋承重梁是房屋建筑结构的核心支柱,传统建筑中,多采用混凝土浇筑方式建造。近年来,随着装配式结构建筑的兴起,大量采用钢结构的工艺频繁被运用。但是现有的装配式钢结构装配结构,尤其是承重梁较为不稳定,也有一些钢结构采用三角形顶部,通过焊接或者是螺栓连接,但是此种方法对于连接的支撑柱的角度限制较大,无法根据实际需求进行调节。而且,现有承重梁的组焊成本高,占地大,且焊接之后的配重梁使用寿命短。
技术实现要素:
3.针对现有技术中的缺陷,本发明的目的是提供一种钢结构件的组焊工艺,解决钢结构件组焊成本高、占地大的问题,钢结构件的强度高,变形少。
4.为了实现上述目的,本发明提供一种钢结构件的组焊工艺,所述工艺包括组焊所述钢结构件的端板、筋板、腹板、底板以及盖板,包括以下步骤:
5.s1、组焊钢结构件的内腔:先焊接端板与底板连接的焊缝,后焊接筋板的焊缝,后焊腹板的焊缝;内腔所有焊缝焊接完成时进行自检;
6.s2、盖板定位焊接:所述盖板自靠近所述端板的一端延伸设置有第一盖板、第二盖板、第三盖板以及第四盖板;所述盖板采用塞焊缝,所述第三盖板的塞焊缝采取平焊,所述第一盖板、第二盖板和第四盖板处的塞焊缝采取倾斜焊;
7.s3、支撑组件定位:将支撑座总成放至定位工装的定位位置,再将钢结构件吊入定位工装的定位位置后进行定位焊接;将所有吊耳按照图纸要求进行定位焊接牢固;
8.s4、钢结构件的焊接:先焊接盖板、端板与底板连接的焊缝,盖板与底板的长焊缝采取分段焊接的方式进行焊接,盖板焊缝的接头与第二盖板和第三盖板的弯折处之间的距离>50mm;盖板、端板与底板连接的焊缝采用三道焊缝;
9.钢结构件翻转180
°
将焊缝调整至填角焊位置,先焊第一盖板处焊缝,倾斜焊位置由下至上进行,采用二道焊缝;
10.再焊接第二盖板处焊缝,靠近所述第二盖板处腹板的焊缝采用单道环形焊缝。
11.优选的,步骤s1中,将钢结构件的筋板与腹板相连的焊缝调整至平角焊位置之后进行施焊,焊缝由a至e进行逐条焊接,所述焊缝为单道焊缝。
12.优选的,步骤s1中,对端板、筋板、腹板与底板相连的焊缝进行焊接,要求先焊端
板、筋板与底板连接的焊缝,后焊腹板与底板相连接的焊缝,长焊缝采用由中间向两端分段退焊的方法进行焊接。
13.优选的,所述三道焊缝包括,第一道:焊接电流280
‑
300a,电压26
‑
30v,焊接速度35
‑
40cm/min;第二道:焊接电流300
‑
320a,电压28
‑
34v,焊接速度35
‑
45cm/min;第三道:焊接电流280
‑
300a,电压30
‑
36v,焊接速度35
‑
45cm/min。
14.优选的,所述二道焊缝包括,第一道焊接电流240
‑
260a,电压26
‑
28v,焊接速度30
‑
35cm/min;第二道焊接电流220
‑
240a,电压24
‑
26v,焊接速度30
‑
35cm/min。
15.优选的,所述单道焊缝的焊接位置为填角焊,焊接电流300
‑
320a,电压32
‑
34v,焊接速度35
‑
45cm。
16.本发明的有益效果:
17.本发明设置了一种钢结构件的组焊工艺,所述钢结构件经过端板、筋板、腹板、底板以及盖板进行组焊,解决钢结构件组焊成本高、占地大的问题。按照钢结构件组焊工艺,焊接强度高,钢结构件的强度高,变形少,增强使用寿命。
附图说明
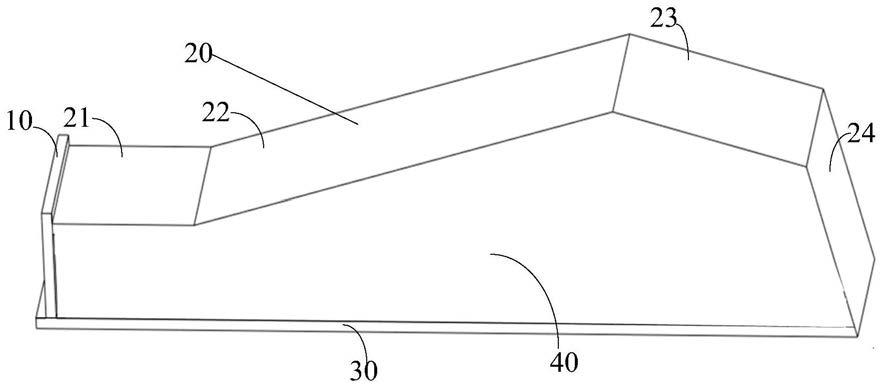
18.图1为本发明一实施例中钢结构件的结构示意图;
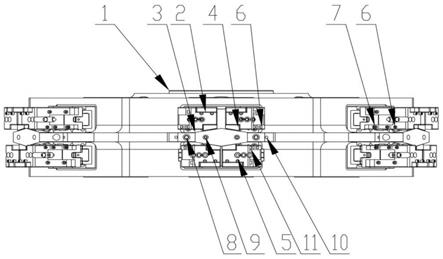
19.图2为钢结构件组焊工艺的局部1的结构示意图;
20.图3为钢结构件组焊工艺的局部2的结构示意图;
21.图4为钢结构件组焊工艺的局部3的结构示意图;
22.图5为钢结构件组焊工艺的局部4的结构示意图;
23.图6为钢结构件组焊工艺的局部5的结构示意图;
24.图7为钢结构件组焊工艺的三道焊缝的结构示意图;
25.图8为钢结构件组焊工艺的二道焊缝的结构示意图;
26.其中,10
‑
端板、20
‑
盖板、21
‑
第一盖板21、22
‑
第二盖板、23
‑
第三盖板、24
‑
第四盖板24、40
‑
腹板、30
‑
底板、50
‑
筋板、60
‑
支撑座总成、61
‑
第一支撑座、62
‑
吊耳、63
‑
第二支撑座。
具体实施方式
27.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
28.参照图1至图8,本发明提供一种钢结构件的组焊工艺,所述工艺包括组焊所述钢结构件的端板10、筋板50、腹板40、底板30以及盖板20,包括以下步骤:
29.s1、组焊钢结构件的内腔:先焊接端板10与底板30连接的焊缝,后焊接筋板50的焊缝,后焊腹板40的焊缝;内腔所有焊缝焊接完成时进行自检;在本实施例中,将任意一侧钢结构件的端板10、筋板50与腹板40的焊缝调至平角位置后进行施焊,焊缝由a
‑
e进行逐条焊接,内腔所有焊缝为单道焊缝,要求先焊端板10焊缝,后焊筋板50的焊缝。翻转钢结构件,以底板30为焊缝水平基准面,对(端板10、筋板50、腹板40)与底板30相连的焊缝进行焊接,焊
接要求先喊端板10、筋板50与底板30的焊缝,后焊腹板40焊缝,长焊缝采用由中间向两端分段退焊的方法进行焊接;内腔所有焊缝完成后进行自检,自检合格后进行灌沙。
30.s2、盖板20定位焊接:所述盖板20自靠近所述端板10的一端延伸设置有第一盖板21、第二盖板22、第三盖板23以及第四盖板24;所述盖板20采用塞焊缝,所述第三盖板23的塞焊缝采取平焊,所述第一盖板21、第二盖板22和第四盖板24处的塞焊缝采取倾斜焊;焊接时,塞焊缝第二盖板22和第四盖板24为爬坡焊位置,爬坡焊位置必须由下至上进行焊接,严禁烧溜焊,所有塞焊缝不得有气孔、夹渣、未熔合等缺陷,焊后将焊缝打磨至盖板20表面平齐。
31.s3、支撑组件定位:参考图3,将支撑座总成60放至定位工装的定位位置,再将钢结构件吊入定位工装的定位位置后进行定位焊接;将所有吊耳62按照图纸要求进行定位焊接牢固;所述支撑座总成60包括焊接在所述钢结构件上的两吊耳62、支撑所述吊耳62的第一支撑座61以及第二支撑座63;所述第三盖板23处于水平位置;
32.s4、钢结构件的焊接:焊接顺序参考图5,先焊接盖板20、端板10与底板30连接的焊缝,即先焊接a/b两处的焊缝,盖板20与底板30的长焊缝采取分段焊接的方式进行焊接,盖板20焊缝的接头与第二盖板22和第三盖板23的弯折处之间的距离>50mm;盖板20、端板10与底板30连接的焊缝采用三道焊缝;三道焊缝如图7所示;三道焊缝可以提高焊缝金属的质量,提高钢结构件的使用寿命。
33.钢结构件翻转180
°
将焊缝调整至填角焊位置,焊接顺序参考图6,先焊第一盖板21处焊缝,倾斜焊位置由下至上进行,采用二道焊缝;二道焊缝如图8所示。
34.再焊接第二盖板22处焊缝,靠近所述第二盖板22处腹板40的焊缝采用单道环形焊缝。
35.在本实施例中,先检查待焊接工件焊道周围10
‑
20cm之内的表面污垢、油漆、水分、铁锈等杂质是否清楚干净,在焊脚及坡口内引弧,注意防止电弧擦伤,必须将焊缝上层焊渣及飞溅物清理干净后,方可对下层进行施焊。
36.步骤s1中,将钢结构件的筋板50与腹板40相连的焊缝调整至平角焊位置之后进行施焊,焊缝由a至e进行逐条焊接,所述焊缝为单道焊缝。
37.步骤s1中,对端板10、筋板50、腹板40与底板30相连的焊缝进行焊接,要求先焊端板10、筋板50与底板30连接的焊缝,后焊腹板40与底板30相连接的焊缝,长焊缝采用由中间向两端分段退焊的方法进行焊接。
38.所述三道焊缝包括,第一道:焊接电流280
‑
300a,电压26
‑
30v,焊接速度35
‑
40cm/min;第二道:焊接电流300
‑
320a,电压28
‑
34v,焊接速度35
‑
45cm/min;第三道:焊接电流280
‑
300a,电压30
‑
36v,焊接速度35
‑
45cm/min。
39.所述二道焊缝包括,第一道焊接电流240
‑
260a,电压26
‑
28v,焊接速度30
‑
35cm/min;第二道焊接电流220
‑
240a,电压24
‑
26v,焊接速度30
‑
35cm/min。
40.所述单道焊缝的焊接位置为填角焊,焊接电流300
‑
320a,电压32
‑
34v,焊接速度35
‑
45cm。
41.本发明的有益效果:
42.本发明设置了一种钢结构件的组焊工艺,所述钢结构件经过端板10、筋板50、腹板40、底板30以及盖板20进行组焊,解决钢结构件组焊成本高、占地大的问题。按照钢结构件
组焊工艺,焊接强度高,钢结构件的强度高,变形少,增强使用寿命。
43.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
45.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
46.以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。