技术特征:
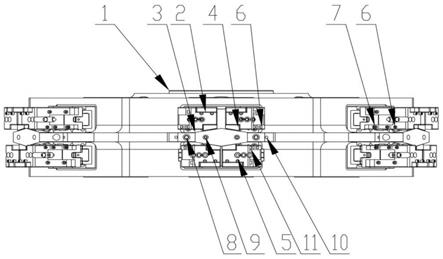
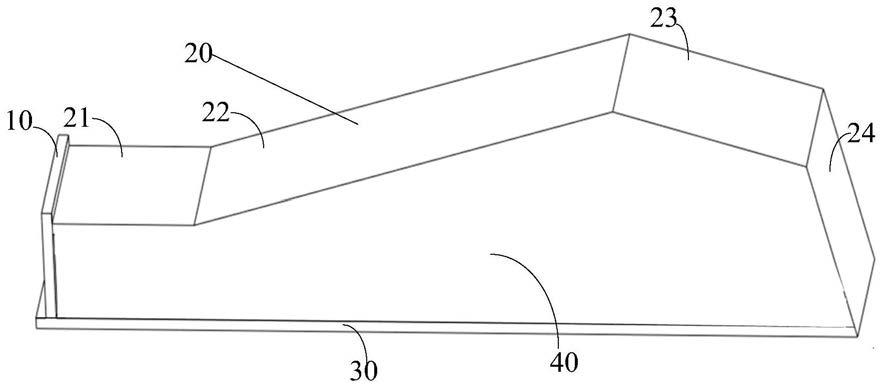
1.一种用于建筑的钢结构件的组焊工艺,用于钢结构件的组焊,所述工艺包括组焊所述钢结构件的端板、筋板、腹板、底板以及盖板,其特征在于,包括以下步骤:s1、组焊用于建筑的钢结构件的内腔:先焊接端板与底板连接的焊缝,后焊接筋板的焊缝,后焊腹板的焊缝;内腔所有焊缝焊接完成时进行自检;s2、盖板定位焊接:所述盖板自靠近所述端板的一端延伸设置有第一盖板、第二盖板、第三盖板以及第四盖板;所述盖板采用塞焊缝,所述第三盖板的塞焊缝采取平焊,所述第一盖板、第二盖板和第四盖板处的塞焊缝采取倾斜焊;s3、支撑组件定位:将支撑座总成放至定位工装的定位位置,再将钢结构件吊入定位工装的定位位置后进行定位焊接;将所有吊耳按照图纸要求进行定位焊接牢固;s4、用于建筑的钢结构件的焊接:先焊接盖板、端板与底板连接的焊缝,盖板与底板的长焊缝采取分段焊接的方式进行焊接,盖板焊缝的接头与第二盖板和第三盖板的弯折处之间的距离>50mm;盖板、端板与底板连接的焊缝采用三道焊缝;钢结构件翻转180
°
将焊缝调整至填角焊位置,先焊第一盖板处焊缝,倾斜焊位置由下至上进行,采用二道焊缝;再焊接第二盖板处焊缝,靠近所述第二盖板处腹板的焊缝采用单道环形焊缝。2.根据权利要求1所述的用于建筑的钢结构件的组焊工艺,其特征在于,步骤s1中,将钢结构件的筋板与腹板相连的焊缝调整至平角焊位置之后进行施焊,焊缝由a至e进行逐条焊接,所述焊缝为单道焊缝。3.根据权利要求1所述的用于建筑的钢结构件的组焊工艺,其特征在于,步骤s1中,对端板、筋板、腹板与底板相连的焊缝进行焊接,要求先焊端板、筋板与底板连接的焊缝,后焊腹板与底板相连接的焊缝,长焊缝采用由中间向两端分段退焊的方法进行焊接。4.根据权利要求1所述的用于建筑的钢结构件的组焊工艺,其特征在于,所述三道焊缝包括,第一道:焊接电流280
‑
300a,电压26
‑
30v,焊接速度35
‑
40cm/min;第二道:焊接电流300
‑
320a,电压28
‑
34v,焊接速度35
‑
45cm/min;第三道:焊接电流280
‑
300a,电压30
‑
36v,焊接速度35
‑
45cm/min。5.根据权利要求1所述的用于建筑的钢结构件的组焊工艺,其特征在于,所述二道焊缝包括,第一道焊接电流240
‑
260a,电压26
‑
28v,焊接速度30
‑
35cm/min;第二道焊接电流220
‑
240a,电压24
‑
26v,焊接速度30
‑
35cm/min。6.根据权利要求2所述的用于建筑的钢结构件的组焊工艺,其特征在于,所述单道焊缝的焊接位置为填角焊,焊接电流300
‑
320a,电压32
‑
34v,焊接速度35
‑
45cm。
技术总结
本发明公开一种用于建筑的钢结构件的组焊工艺,用于钢结构件的组焊,所述工艺包括组焊所述钢结构件的端板、筋板、腹板、底板以及盖板,其特征在于,包括以下步骤:S1、组焊钢结构件的内腔;S2、盖板定位焊接;S3、支撑组件定位;S4、钢结构件的焊接;本发明设置了一种钢结构件的组焊工艺,所述钢结构件经过端板、筋板、腹板、底板以及盖板进行组焊,解决钢结构件组焊成本高、占地大的问题。按照钢结构件组焊工艺,焊接强度高,钢结构件的强度高,变形少,增强使用寿命。用寿命。用寿命。
技术研发人员:曹新忠 魏卫星
受保护的技术使用者:湖南中飞幕墙有限公司
技术研发日:2021.09.26
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。