1.本实用新型涉及汽车零部件制造技术领域,具体是一种用于四缸、六缸曲轴自动动平衡测试和去重校正的单工位数控设备。
背景技术:
2.曲轴制造的工艺流程:精磨主轴和连杆轴颈及端面、加工曲轴两端螺纹孔及销孔、精磨大小头、铣平衡块键槽、动平衡测试。动平衡测试属于精加工后的工序,曲轴已全部完成所有机械切削,只有这样才能保证成品曲轴动平衡测试的准确性。原有曲轴动平衡测试为进口设备,由于使用年限较长,设备老化,存在如下缺陷:
3.1、平衡机设备精度低:同一件曲轴重复测量十余次,最大重复误差>5g.cm。
4.2、去重精度不足:去重钻机检测校准数据不准确,造成实际钻孔深度与分解钻孔深度误差大,平均至少需要四次平衡去重,一次去重效率低,平均节拍12分钟/件,加工节拍慢。
5.3、现场刀具监控系统和mql润滑功能部分缺失,造成刀具磨损,采用用朴合金钻头平均使用寿命低(平均钻孔深度≤50米/支),合金钻头进钻过程中会出现钻头折断现象。
6.4、平衡钻机钻孔去重时定位不准确,导致曲轴钻偏、曲轴破壁、孔和孔相交。
7.5、陶瓷支撑瓦润滑效果不好,容易在曲轴轴颈上留下轻微划痕;同时对陶瓷支撑瓦吹铁屑效果不佳,使陶瓷支撑瓦上容易落铁屑,更容易造成曲轴轴颈被铁屑划伤报废。
8.6、平衡机长期停机再启动时控制系统工作不稳定。
9.7、平衡机兼容性差,无法换型,不具备加工多品种曲轴的能力。
10.8、平衡机不具备对已平衡曲轴的历史数据存储、统计输出控制图的功能;测量系统不具备重复性和再现性自动分析功能。
11.9、钻机钻孔时铁屑到处乱飞,飞到气管上可能会造成气管等漏气,且影响现场环境。
技术实现要素:
12.为克服现有技术的不足,本实用新型的发明目的在于提供一种自动单工位曲轴平衡校正机,以实现对曲轴进行自动动平衡测试和校正。
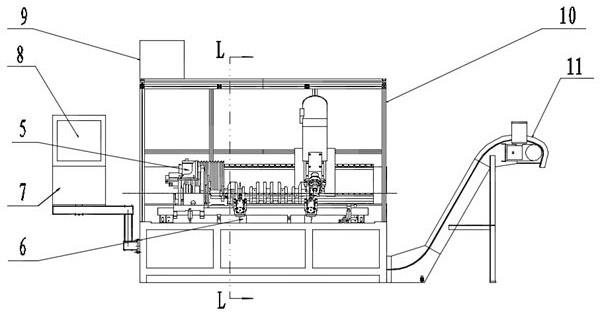
13.为实现上述发明目的,本实用新型的自动平衡校正机主要由操作面板、cnc系统和测量控制系统、吸雾器、防护装置一、排屑装置、电器控制柜、油雾微润滑冷却装置、防护装置二、安全防护装置、两坐标数控钻削动力头、框架式动平衡机、防护门、气动系统组成;床身前半部的水平式支座上安装有摆架座,用于连接两坐标数控钻削动力头的横向直线导轨装在床身后半部的倾斜式支座上,两坐标数控钻削动力头的纵向直线导轨经横向托板与横向直线导轨连接,两坐标数控钻削动力头通过沿横向直线导轨的横向运动和沿纵向直线导轨的纵向运动,实现钻头钻削曲轴不同平衡块上的去重孔;框架式动平衡机的长方形刚性框架通过四根圆柱形变截面弹簧杆支撑在摆架座上,驱动部件、曲轴的升降托架和主轴颈
支撑及主轴颈和轴向定位支撑装置、锁紧机构及数控压紧装置装在长方形刚性框架上,长方形刚性框架上的两条圆柱导轨为驱动部件的头架主轴中心线与主轴颈支撑及主轴颈和轴向定位支撑装置的轴承同心的安装基准;驱动部件驱动曲轴旋转,曲轴在框架式动平衡机上进入动平衡测量,cnc系统和测量控制系统显示所测得的使曲轴产生不平衡的平衡块方位和孔深,并控制两坐标数控钻削动力头的钻头在头架主轴、数控压紧装置和锁紧机构的配合下,依次将各需校正的平衡块按分孔显示的要求自动钻去重孔,进行曲轴的自动平衡校正。
14.所述长方形刚性框架的两根圆柱导轨放置在左摆架横梁及右摆架横梁上的半圆槽内,用四个轴盖压在圆柱导轨上,用螺栓五将圆柱导轨与左摆架横梁及右摆架横梁固定连接,用于支撑框架式动平衡机的圆柱形变截面弹簧杆与长方形刚性框架组合在一起构成曲轴平衡校正机的半硬支承摆架振动系统,所述四个圆柱形变截面弹簧杆的下端与摆架座螺纹连接锁紧,其上端分别穿过左摆架横梁及右摆架横梁的簧杆过孔,用螺栓六连接,将圆柱形变截面弹簧杆上端夹紧在左摆架横梁及右摆架横梁上,支柱装在圆柱导轨与摆架座之间,且下端固定在摆架座上;左支架、右支架上的两个超薄气缸二分别通过超薄气缸二安装孔一、超薄气缸二安装孔二安装在左支架、右支架上,右支架与左支架呈镜像结构对称安装,四个超薄气缸二的顶杆伸出,顶杆垂直和水平将圆柱导轨顶紧,支柱上的顶杆二作为死定位与顶杆同时将圆柱导轨夹紧,使长方形刚性框架完全被锁紧机构刚性夹持;手动调节顶杆二与圆柱导轨接触并用螺母锁紧,顶杆二固定在支柱上。
15.所述驱动部件的伺服电机三安装在主轴电机板上,主轴电机板两侧分别安装在左角铁支架和右角铁支架上,左角铁支架和右角铁支架固定在托板上,托板通过两个螺杆一和两个螺杆二与主轴支座固定连接;伺服电机三的输出轴端装有电机带轮,通过齿形同步带传动,带动头架主轴的从动轮转动,头架主轴的输出端装有一个拨叉,叉口内侧镶有硬质合金镶条,叉口宽度s与曲轴大端的第六连杆颈p6直径相同,拨叉的硬质合金镶条卡住曲轴大端的第六连杆颈p6,使曲轴随同头架主轴同步传动,实现曲轴匀加速缓慢启动和匀减速停止,通过cnc系统和测量控制系统控制,实现曲轴上各平衡块位置的分度和定位,在钻去重孔时硬质合金镶条将曲轴大端的第六连杆颈p6角向固定;头架主轴的转子带动转子上的角铁转动,安装在托板下方的接近开关一通过信号触碰角铁,对转子进行测速,安装在托板下方的接近开关二通过信号触碰角铁,对转子进行角向定位;驱动部件外设有防护罩二;
16.所述头架主轴的从动轮与转子固定连接,转子内孔的两端装有两个正反安装的角接触球轴承,两个角接触球轴承之间通过轴承内隔圈与轴承外隔圈进行隔离,两端角接触球轴承之间通过内隔套与外隔套进行隔离;后轴承压盖及前轴承端盖与转子螺栓连接,并分别顶在角接触球轴承外圈上,后端角接触球轴承内圈贴在悬臂轴台肩上;轴承后压圈与后轴承压盖及悬臂轴之间装有唇形密封圈二,轴承后压圈与悬臂轴的法兰端面贴合;锁紧螺母与悬臂轴前端的外螺纹连接并顶紧前端角接触球轴承内圈;端部支座螺栓连接在悬臂轴的前端面;拨盘螺纹连接在前轴承端盖上,通过伺服电机三带动拨盘旋转,端部支座和拨盘之间无接触,拨盘与前轴承端盖及端部支座之间装有唇形密封圈二;拨杆后端的轴颈与拨盘上的孔滑动配合后,通过螺栓将两个拨杆连接在拨盘上,拨叉与拨杆用拨叉压盖压配后螺栓连接;配重套圈与后轴承压盖和前轴承端盖配合;主轴支座支撑在圆柱导轨上与轴盖固定连接,悬臂轴与主轴支座上的孔过渡配合,螺栓穿过主轴支座及悬臂轴上的法兰螺
栓过孔,与轴承后压圈螺纹连接,将悬臂轴与主轴支座之间硬连接;
17.所述拨杆的后端有一个台阶轴颈,与拨盘的孔滑动配合,拨杆上的法兰盘与拨盘螺栓连接固定,拨杆的前端固定在拨叉的两侧,用拨叉压盖定位并螺栓固定;拨叉采用铝材制作,叉口处安装有用黄铜制作的配重块,拨叉的叉口内侧镶有硬质合金镶条,叉口与配重块之间的宽度s与曲轴大端的第六连杆颈p6的直径相同,压块为楔形结构,用螺钉装在拨叉上;拨叉的叉口卡住曲轴大端的第六连杆颈p6,使曲轴随同头架主轴同步传动。
18.所述升降托架装配在框架上,齿条一推动主动齿轮转动,主动齿轮带动方轴转动,方轴带动被动齿轮转动,被动齿轮推动齿条二垂直升降,实现升降托架的升降;在齿条二的上方固定连接有v型块,齿条二上升,v型块随之上升支撑曲轴的m1和m6主轴颈,使曲轴放置在v型块上时,曲轴的m1和m7主轴颈不接触陶瓷支撑瓦,齿条二下降,v型块下降,使曲轴的m1、m2、m4、m6和m7主轴颈落在主轴颈支撑及主轴颈和轴向定位支撑装置上,继续下降直至v型块脱离曲轴的m1和m6主轴颈;升降托架的齿条托架安装板固定在长方形刚性框架的右摆架横梁上,齿条托架与齿条托架安装板用内六角螺栓三连接,超薄气缸一固定在齿条托架的右端面上,齿条一用加长螺杆与超薄气缸一连接,盖一安装在齿条托架的左端面,与齿条一啮合的主动齿轮装配在齿条一的垂直正下方,主动齿轮的中间为与方轴配合的方孔,被动齿轮与齿条二啮合,连接块一装在支撑架二的下方,滑套与托架体的内孔压配,与齿条二的外圆滑动配合,托架体螺栓连接在连接块一的下方,滑套与托架体的上端面之间设有橡胶密封圈,盖二安装在托架体的下端面,盖二与滑套之间装有垫圈,支撑架二两端的弧形槽与长方形刚性框架的两根圆柱导轨配合连接,方轴上套有三个方轴套用顶丝与方轴顶紧,方轴套的外圆分别与深沟球轴承的内孔紧配合安装,右端深沟球轴承的外圆与齿条托架上右侧面的轴承孔配合安装,中间、左端的两个深沟球轴承与托架体上侧面的轴承孔配合安装;支撑曲轴的m6主轴颈的v型块位于支撑架二的右侧,支撑曲轴的m1主轴颈的v型块位于支撑架一的左侧,连接块二装在支撑架一的下方,托架体用螺栓连接在连接块二的下方,支撑曲轴的m1主轴颈的其它结构与支撑曲轴的m6主轴颈的结构相同。
19.所述主轴颈支撑包括用于曲轴的m7主轴颈支撑、m6主轴颈支撑和m1主轴颈支撑;m7主轴颈支撑的支撑架三与头架主轴的端部支座固定,滑动轴承的轴承体二与支撑架三圆弧配合,陶瓷支撑瓦镶嵌在轴承体二内,用压盖固定,在支撑架三的两侧安装限位块将轴承体二压紧;m6主轴颈支撑的支撑架二两端的弧形槽和连接块一与圆柱导轨固定连接,轴承体一与支撑架二圆弧配合,固定在支撑架二上的两个定位销卡在轴承体一圆弧上的键槽内对其进行定位,辅助支撑块固定在轴承体一的一侧采用两个平头螺钉固定,在支撑架二的两侧安装限位块将轴承体一压紧;m1主轴颈支撑的支撑架一两端的弧形槽和连接块二与圆柱导轨固定连接,滑动轴承的轴承体二与支撑架一圆弧配合,陶瓷支撑瓦镶嵌在轴承体二内,用压盖固定,在支撑架一的两侧安装限位块将轴承体二压紧;
20.主轴颈和轴向定位支撑装置的支撑架四两端的弧形槽和连接块三与圆柱导轨固定连接,轴承体一与支撑架四圆弧配合,固定在支撑架四上的两个定位销卡在轴承体一圆弧上的键槽内对其进行定位,辅助支撑块固定在轴承体一的一侧采用两个平头螺钉固定,在支撑架四的两侧安装限位块将轴承体一压紧;限位轴承座用螺栓二固定在轴承体一的一侧,限位杆穿过限位轴承座的孔用螺栓一将限位杆的一端拉紧,限位杆的另一端与滚动轴承过盈配合,螺栓七与限位轴承座螺纹连接并顶在限位杆上防止限位杆转动,轴承体一上
带有润滑油道二;滚动轴承位于曲轴的m4和m2主轴颈外侧处,与曲轴的m4和m2的主轴颈端面接触,滚动轴承随曲轴的转动而转动;
21.从油雾微润滑冷却装置中喷出的高压油雾通过润滑油管一从润滑油道一中喷出,润滑曲轴的m1、m7主轴颈外圆接触面,通过润滑油管二从润滑油道一中喷出,润滑曲轴的m2、m4、m6主轴颈端面及外圆接触面,半圆形滑动轴承侧面中部带有控制底部润滑液流量的节流螺栓。
22.所述床身上装有磁电式速度传感器,磁电式速度传感器的本体通过传感器安装孔固定在左支架和右支架上,左支架和右支架通过摆架座安装孔固定在摆架座上,传动杆经左支架和右支架上的传动杆过孔用螺栓四与驱动部件的主轴支座相连,销穿在传动杆内用顶丝二顶紧,传感针的顶端触碰在销上;驱动部件在伺服电机三的驱动下检测动平衡时,磁电式速度传感器将长方形刚性框架的机械振动量变换成电信号。
23.所述数控压紧装置的紧凑型气缸的缸体通过气缸连接件安装在气缸安装板上,气缸安装板连接在支撑架二、支撑架一的外侧,气缸脚座与气缸连接件固定在一起,u型接头与紧凑型气缸的活塞杆连接,摇臂的一端与支撑架二、支撑架一铰链连接,另一端内侧装有铜压块;紧凑型气缸带动u型接头伸出,铜压块压紧在曲轴的m1和m6的主轴颈外圆上。
24.所述两坐标数控钻削动力头、伺服电机二、纵向直线导轨安装在横向拖板上,横向拖板由伺服电机一通过安装在倾斜式支座上的横向滚珠丝杠和横向直线导轨,使横向拖板沿曲轴轴向运动,实现钻头钻削曲轴不同平衡块上的去重孔;两坐标数控钻削动力头的主轴由异步电机通过齿形带轮变速传动,纵向进给运动由伺服电机二驱动,通过纵向进给滚珠丝杠,使两坐标数控钻削动力头沿纵向直线导轨实现纵向进给运动;在横向直线导轨及纵向直线导轨上均安装了不锈钢拉罩;在两坐标数控钻削动力头的主轴位置,安装有油雾微润滑冷却管路;两坐标数控钻削动力头外设有去重孔弹性排屑座;
25.所述去重孔弹性排屑座的固定座用螺栓连接在两坐标数控钻削动力头的两侧,导套内孔靠两端面处装有唇形密封圈一,导套的外圆与固定座滑动配合,并从下方穿过固定座的内孔,导套的法兰面与固定座下方的端面贴合,用螺栓固定连接牢固,导向轴从导套的下方穿过,与导套内孔滑动配合,限位套装在固定座的上方,导向轴穿过限位套内孔并与内孔滑动配合,在限位套径向处装有顶丝一,在导向轴顶紧处带有用于使顶丝一将导向轴顶紧不打滑的划窝,圆垫从导向轴下方套在导向轴上,与导向轴间隙配合,罩用螺栓固定在两导向轴的下端面上,罩与圆垫之间装有压簧,自然状态即未加工时,钻头的尖部露出罩外;所述罩为可以容纳两坐标数控钻削动力头前部的型腔壳体,在罩的内侧切开有便于排屑的型腔空间,所述型腔空间与排屑装置连通。
26.所述防护门的门气缸底端安装在气缸座上,气缸座固定在立杆一和立杆二的下端,连接板从门气缸的上端固定在立杆一和立杆二上,气缸托架分别连接门气缸的推杆和升降门,升降门上升的高度由限位板限位,升降门下端安装有盖与设备的侧面贴合,在立杆一和立杆二下端安装有垫片,防护门的底端带有支脚。
27.本实用新型与现有技术相比,具有以下优点:
28.1、集动平衡测试和校正为一体,设备兼容性非常强,通过框架式动平衡机、摆架振动系统、两坐标数控钻削动力头、头架主轴、数控压紧装置、锁紧机构及曲轴各主、辅支撑等频繁切换,不影响设备的加工精度,可实现长度800
‑
1200mm、最大回转直径275mm、最大重量
153kg的曲轴自动动平衡测试及校正,平均节拍≤240秒,一次去重效率≥95%。
29.2、采用cnc系统和测量控制系统,运行稳定可靠,可实现曲轴不平衡量的测量、计算、显示、储存等功能,带有碰刀信号、钻削实时监控系统,还具有防止断刀、钻头磨损、断刀报警等功能,可有效保证钻孔精度,提高曲轴去重精度及测量精度、节拍及生产效率。
30.3、主轴颈采用陶瓷支撑瓦支撑,通过气动吹气清洁瓦面,可防落渣损伤曲轴主轴颈;采用拨杆拨动连杆颈传动,以方便上、下曲轴。
附图说明
31.图1为曲轴结构示意图。
32.图2为本实用新型的主视图。
33.图3为图2的l
‑
l剖视图。
34.图4为图2的俯视图。
35.图5为图2的床身的结构简图。
36.图6为图5的立体图。
37.图7为图2的摆架座的结构简图。
38.图8为图7的a
‑
a剖视图。
39.图9为图2的两坐标数控钻削动力头的结构简图。
40.图10为图9的a
‑
a剖视图。
41.图11为图9的去重孔弹性排屑座的结构简图。
42.图12为图11的罩的左视图。
43.图13为图2的防护门的结构简图。
44.图14为图13的a
‑
a剖视图。
45.图15为图13的b向视图。
46.图16为图2的升降托架的结构简图。
47.图17为图16的a
‑
a剖视图。
48.图18为图16的方轴的连接结构示意图。
49.图19为图18的c
‑
c剖视图。
50.图20为图16的b
‑
b剖视图。
51.图21为图2的驱动部件与长方形刚性框架连接的结构简图。
52.图22为图21的左视图。
53.图23为图21的俯视图。
54.图24为图21的左支架连接结构简图。
55.图25为图21的传感器连接结构简图。
56.图26为图2的m1主轴颈支撑与数控压紧装置连接的结构简图。
57.图27为图2的m6主轴颈支撑与数控压紧装置连接的结构简图。
58.图28为图2的m2、m4主轴颈支撑的结构简图。
59.图29为图28的ⅰ放大图。
60.图30为图26的滑动轴承的结构简图。
61.图31为图2的锁紧机构的结构简图。
62.图32为图31的a
‑
a剖视图。
63.图33为图31的俯视图。
64.图34为图2的头架主轴的结构简图。
65.图35为图34的a
‑
a剖视图。
66.图36为图35的c向视图。
67.图37为图34的b
‑
b剖视图。
68.图中:1、曲轴;2、平衡块;3、去重孔;4、主轴颈端面;5、驱动部件;6、升降托架;7、操作面板;8、cnc系统和测量控制系统;9、吸雾器;10、防护装置一;11、排屑装置;12、主轴颈支撑;13、主轴颈和轴向定位支撑装置;14、电器控制柜;15、油雾微润滑冷却装置;16、防护装置二;17、安全防护装置;18、两坐标数控钻削动力头;19、框架式动平衡机;20、数控压紧装置;21、防护门;22、锁紧机构;23、头架主轴;24、操作者;25、气动系统;28、倾斜式支座;29、摆架座;30、水平式支座;31、床身;36、伺服电机一;37、不锈钢拉罩;38、横向直线导轨;39、横向拖板;40、伺服电机二;41、纵向直线导轨;42、油雾微润滑冷却管路;43、异步电机;44、钻头;47、顶丝一;48、导向轴;49、限位套;50、唇形密封圈一;51、导套;52、固定座;53、圆垫;54、压簧;55、罩;56、立杆一;58、支脚;59、门气缸;60、气缸托架;61、限位板;62、立杆二;63、连接板;64、升降门;65、盖;66、垫片;67、气缸座;68、支撑架二;69、连接块一;70、v型块;71、橡胶密封圈;72、托架体;73、滑套;74、主动齿轮;75、深沟球轴承;76、方轴;77、齿条二;78、盖一;79、垫圈;80、盖二;81、被动齿轮;82、方轴套;83、螺栓三;84、齿条托架安装板;85、超薄气缸一;86、齿条一;87、齿条托架;88、加长螺杆;89、m6主轴颈支撑;90、m1主轴颈支撑;91、m7主轴颈支撑;92、支撑架三;93、主轴支座;94、齿形同步带;95、托板;96、电机带轮;97、主轴电机板;98、右角铁支架;99、螺杆二;100、伺服电机三;101、螺杆一;102、左支架;103、左摆架横梁;104、圆柱形变截面弹簧杆;105、支柱;106、圆柱导轨;107、右支架;108、右摆架横梁;109、轴盖;110、传感器;111、传感针;112、传动杆;113、超薄气缸二;114、顶杆;115、防护罩二;116、左角铁支架;117、支撑架四;118、连接块二;119、滑动轴承;120、长方形刚性框架;121、簧杆过孔;122、螺栓六;123、连接块三;124、摆架座安装孔;125、传感器安装孔;126、传动杆过孔;127、超薄气缸二安装孔一;128、超薄气缸二安装孔二;130、螺栓四;131、顶丝二;132、销;134、气缸安装板;135、气缸连接件;136、紧凑型气缸;137、气缸脚座;138、u型接头;139、摇臂;140、内六角圆柱螺钉;141、铜压块;142、限位块;143、润滑油管一;144、支撑架一;146、螺栓五;147、顶杆二;150、悬臂轴;151、后轴承压盖;152、轴承后压圈;153、角接触球轴承;154、角铁;155、接近开关一;156、接近开关二;157、拨盘;158、拨叉;159、陶瓷支撑瓦;160、端部支座;161、拨杆;162、配重套圈;163、前轴承端盖;164、锁紧螺母;165、从动轮;166、外隔套;167、内隔套;168、转子;169、轴承外隔圈;170、轴承内隔圈;171、唇形密封圈二;174、硬质合金镶条;175、压块;176、配重块;177、拨叉压盖;178、台阶轴颈;179、法兰盘;180、压盖;181、润滑油道一;182、轴承体二;185、润滑油管二;186、定位销;187、平头螺钉;188、辅助支撑块;189、轴承体一;191、滚动轴承;192、限位杆;193、限位轴承座;194、螺栓一;195、螺栓七;196、螺栓二;197、润滑油道二。
具体实施方式
69.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、
图16、图17、图18、图19、图20、图21、图22、图23、图24、图25、图26、图27、图28、图29、图30、图31、图32、图33、图34、图35、图36、图37所示,本实用新型自动单工位曲轴平衡校正机主要由操作面板7、cnc系统和测量控制系统8、吸雾器9、防护装置一10、排屑装置11、电器控制柜14、油雾微润滑冷却装置15、防护装置二16、安全防护装置17、两坐标数控钻削动力头18、框架式动平衡机19、防护门21、气动系统25组成。床身31为经过时效处理的铸铁件,它是组装本设备各组合件的基础,具有足够的强度和刚度,稳定性好,床身31前半部的水平式支座30上安装有摆架座29。用于连接两坐标数控钻削动力头18的横向直线导轨38装在床身31后半部的倾斜式支座28上,两坐标数控钻削动力头18的纵向直线导轨41经横向托板39与横向直线导轨38连接,两坐标数控钻削动力头18通过沿横向直线导轨38的横向运动和沿纵向直线导轨41的纵向运动,实现钻头44钻削曲轴1不同平衡块2上的去重孔3;框架式动平衡机19是自动平衡校正机的核心,框架式动平衡机19的长方形刚性框架120通过四根圆柱形变截面弹簧杆104支撑在摆架座29上,驱动部件5、曲轴1的升降托架6和主轴颈支撑12及主轴颈和轴向定位支撑装置13、锁紧机构22及数控压紧装置20装在长方形刚性框架120上,长方形刚性框架120上的两条圆柱导轨106为驱动部件5的头架主轴23中心线与主轴颈支撑12及主轴颈和轴向定位支撑装置13的轴承同心的安装基准;驱动部件5驱动曲轴1旋转,曲轴1在框架式动平衡机19上进入动平衡测量,cnc系统和测量控制系统8显示所测得的使曲轴1产生不平衡的平衡块2方位和孔深,并控制两坐标数控钻削动力头18的钻头44在头架主轴23、数控压紧装置20和锁紧机构22的配合下,依次将各需校正的平衡块2按分孔显示的要求自动钻去重孔3,进行曲轴1的自动平衡校正。
70.为了保护操作者24的人身安全,防止铁屑、润滑冷却液飞溅,本实用新型自动平衡校正机安装有加高防护装置一10、防护装置二16及安全防护装置17,操作面装有气动开闭的防护门21。当曲轴1吊放在自动单工位曲轴平衡校正机上后,按下操作面板7上的启动按钮,防护门21被自动关闭,自动单工位曲轴平衡校正机启动运转,直至平衡校正合格后,防护门21被自动打开。
71.长方形刚性框架120是组装驱动部件5、曲轴1的升降托架6和主轴颈支撑12及主轴颈和轴向定位支撑装置13、锁紧机构22及数控压紧装置20的基础,其两条圆柱导轨106是保证驱动部件5头架主轴23的中心线与滑动轴承119同心的安装基准。所述长方形刚性框架120的两根圆柱导轨106放置在左摆架横梁103及右摆架横梁108上的半圆槽内,用四个轴盖109压在圆柱导轨106上,用螺栓五146将圆柱导轨106与左摆架横梁103及右摆架横梁108固定连接,以保证轴盖109与左摆架横梁103及右摆架横梁108将圆柱导轨106夹紧。圆柱形变截面弹簧杆104是支撑框架式动平衡机19的弹性元件,与长方形刚性框架120组合在一起构成曲轴平衡校正机的半硬支承摆架振动系统,其振动特性的好坏直接影响动平衡测量的稳定性;所述四个圆柱形变截面弹簧杆104的下端与摆架座29螺纹连接锁紧,其上端分别穿过左摆架横梁103及右摆架横梁108的簧杆过孔121,用螺栓六122连接将圆柱形变截面弹簧杆104上端夹紧在左摆架横梁103及右摆架横梁108上可达到固定效果,支柱105装在圆柱导轨106与摆架座29之间,且下端固定在摆架座29上;左支架102、右支架107上的两个超薄气缸二113分别通过超薄气缸二安装孔一127、超薄气缸二安装孔二128安装在左支架102、右支架107上,右支架107与左支架102呈镜像结构对称安装;手动调节顶杆二147与圆柱导轨106接触并用螺母锁紧,顶杆二147固定在支柱105上。曲轴平衡校正机通过圆柱形变截面弹簧
杆104调整,使圆柱导轨106处于水平状态。当进行动平衡检测时,长方形刚性框架120及以上的所有零部件均仅仅由四根圆柱形变截面弹簧杆104支撑;当曲轴平衡块2需钻去重孔3时,长方形刚性框架120左、右各两超薄气缸二113带动顶杆114垂直和水平顶紧圆柱导轨106,支柱105上的顶杆二147作为死定位与超薄气缸二113上的顶杆114同时将圆柱导轨106夹紧,使长方形刚性框架120能够完全被锁紧机构22刚性夹持,以确保长方形刚性框架120在钻去重孔3时的稳固,同时还可避免曲轴1在上、下料过程中产生的冲击对设备造成的损坏。
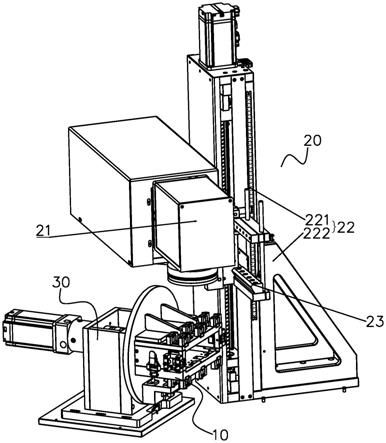
72.驱动部件5是曲轴平衡校正机带动曲轴1转动的动力源,头架主轴23为驱动部件5的核心。驱动部件5的伺服电机三100安装在主轴电机板97上,主轴电机板97两侧分别安装在左角铁支架116和右角铁支架98上,左角铁支架116和右角铁支架98固定在托板95上,托板95通过两个螺杆一101和两个螺杆二99与主轴支座93固定连接,通过调节螺杆一101和螺杆二99,可保证齿形同步带94的松紧度;伺服电机三100的输出轴端装有电机带轮96,通过齿形同步带94传动,可带动头架主轴23的从动轮165转动,头架主轴23的输出端装有一个拨叉158,叉口内侧镶有硬质合金镶条174,叉口宽度s与曲轴1大端的第六连杆颈p6直径相同,拨叉158的硬质合金镶条174可卡住曲轴1大端的第六连杆颈p6,使曲轴1随同头架主轴23同步传动,实现曲轴1匀加速缓慢启动和匀减速停止,通过cnc系统和测量控制系统8控制,实现曲轴1上各平衡块2位置的分度和定位,在钻去重孔3时硬质合金镶条174将曲轴1大端的第六连杆颈p6角向固定;头架主轴23的转子168带动转子168上安装的角铁154转动,安装在托板95下方的接近开关一155通过信号触碰角铁154,对转子168进行测速,安装在托板95下方的接近开关二156通过信号触碰角铁154,对转子168进行角向定位;驱动部件5外设有防护罩二115;
73.所述头架主轴23的从动轮165与转子168固定连接,转子168内孔的两端装有两个正反安装的角接触球轴承153,两个角接触球轴承153之间通过轴承内隔圈170与轴承外隔圈169进行隔离,两端角接触球轴承153之间通过内隔套167与外隔套166进行隔离;后轴承压盖151及前轴承端盖163与转子168螺栓连接,并分别顶在角接触球轴承153外圈上,后端角接触球轴承153内圈贴在悬臂轴150台肩上;轴承后压圈152与后轴承压盖151及悬臂轴150之间装有唇形密封圈二171,轴承后压圈152与悬臂轴150的法兰端面贴合;锁紧螺母164与悬臂轴150前端的外螺纹连接并顶紧前端角接触球轴承153内圈;端部支座160螺栓连接在悬臂轴150的前端面;拨盘157螺纹连接在前轴承端盖163上,通过伺服电机三100带动拨盘157旋转,端部支座160和拨盘157之间无接触,拨盘157与前轴承端盖163及端部支座160之间装有唇形密封圈二171;拨杆161后端的轴颈与拨盘157上的孔滑动配合后,通过螺栓将两个拨杆161连接在拨盘157上,拨叉158与拨杆161用拨叉压盖177压配后螺栓连接;配重套圈162与后轴承压盖151和前轴承端盖163配合;主轴支座93支撑在圆柱导轨106上与轴盖109固定连接,悬臂轴150与主轴支座93上的孔过渡配合,螺栓穿过主轴支座93及悬臂轴150上的法兰螺栓过孔,与轴承后压圈152螺纹连接,实现了悬臂轴150与主轴支座93之间的硬连接;
74.头架主轴23的右端拨盘157上装有两个拨杆161,拨杆161的后端设有一个台阶轴颈178,与拨盘157的孔滑动配合起定位作用,拨杆161上的法兰盘179与拨盘157螺栓连接固定,拨杆161的前端固定在拨叉158的两侧,用拨叉压盖177定位并螺栓固定;拨叉158采用
ly12铝材制作,可减轻拨叉158的重量,叉口处安装有用黄铜制作的配重块176,能起到保护曲轴1第六连杆颈p6的外圆不被磕碰损伤的作用,增加配重块176的目的是为了消除由于头架主轴23右端不对称所造成的不平衡量;拨叉158的叉口内侧镶有硬质合金镶条174,叉口与配重块176之间的宽度s与曲轴1大端的第六连杆颈p6的直径相同,用叉口来卡住曲轴1大端的第六连杆颈p6,使曲轴1随同头架主轴23同步传动,同时在钻去重孔3时,叉口可将曲轴1大端的第六连杆颈p6角向固定,以防止曲轴1钻去重孔3时可能产生的角向转动;压块175为楔形结构,当被压紧时,拨叉158材料受力发生弹性变形,向硬质合金镶条174传递一个夹紧力,使硬质合金镶条174被固定牢固;当压块175松开时,拨叉158材料的弹性变形消失,硬质合金镶条174不再受到夹紧力就可以取出了。
75.升降托架6可为上、下曲轴1提供方便,以保护曲轴1的m1、m7主轴颈和滑动轴承119的陶瓷支撑瓦159免受冲击。升降托架6装配在框架120上,齿条一86推动主动齿轮74转动,主动齿轮74带动方轴76转动,方轴76带动被动齿轮81转动,被动齿轮81推动齿条二77垂直升降,实现升降托架6的升降。在齿条二77的上方固定连接有v型块70,齿条二77上升,v型块70随之上升以支撑曲轴1的m1和m6主轴颈,使曲轴1放置在v型块70上时,曲轴1的m1和m7主轴颈不接触陶瓷支撑瓦159,齿条二77下降,v型块70下降,使曲轴1的m1、m2、m4、m6和m7主轴颈落在主轴颈支撑12及主轴颈和轴向定位支撑装置13上,继续下降直至v型块70脱离曲轴1的m1和m6主轴颈;升降托架6的齿条托架安装板84固定在长方形刚性框架120的右摆架横梁108上,齿条托架87与齿条托架安装板84用内六角螺栓三83连接,超薄气缸一85固定在齿条托架87的右端面上,齿条一86用加长螺杆88与超薄气缸一85的顶杆连接,盖一78安装在齿条托架87的左端面,与齿条一86啮合的主动齿轮74装配在齿条一86的垂直正下方,主动齿轮74的中间为与方轴76配合的方孔,被动齿轮81与齿条二77啮合,连接块一69装在支撑架二68的下方,滑套73与托架体72的内孔压配,与齿条二77的外圆滑动配合,托架体72螺栓连接在连接块一69的下方,滑套73与托架体72的上端面之间设有橡胶密封圈71,以遮挡铁屑,盖二80安装在托架体72的下端面,盖二80与滑套73之间装有垫圈79,支撑架二68两端的弧形槽与长方形刚性框架120的两根圆柱导轨106配合连接;方轴76上套有三个方轴套82用顶丝与方轴76顶紧,以防止方轴76轴向串动,方轴套82的外圆分别与深沟球轴承75的内孔紧配合安装,右端深沟球轴承75的外圆与齿条托架87上右侧面加工的轴承孔配合安装,中间/左端的两个深沟球轴承75与托架体72上侧面加工的轴承孔配合安装;支撑曲轴1的m6主轴颈的v型块70位于支撑架二68的右侧,支撑曲轴1的m1主轴颈的v型块70位于支撑架一144的左侧,连接块二118装在支撑架一144的下方,托架体72用螺栓连接在连接块二118的下方,支撑曲轴1的m1主轴颈的其它结构与支撑曲轴1的m6主轴颈的结构相同。
76.主轴颈支撑12和轴向定位支撑装置13的主要功能是确定曲轴1的m7主轴颈相对于头架主轴23的端部支座160上滑动轴承119的陶瓷支撑瓦159、曲轴1的m6主轴颈相对于支撑架二68、曲轴1的m1主轴颈相对于支撑架一144的陶瓷支撑瓦159、m4、m2主轴颈相对于支撑架四117的位置,防止曲轴1转动时,可能产生的轴向串动。主轴颈支撑12包括用于曲轴1的m7主轴颈支撑91、m6主轴颈支撑89和m1主轴颈支撑90;m7主轴颈支撑91的支撑架三92与头架主轴23的端部支座160固定,滑动轴承119的轴承体二182与支撑架三92圆弧配合,陶瓷支撑瓦159镶嵌在轴承体二182内,用压盖180固定,在支撑架三92的两侧安装限位块142将轴承体二182压紧,采用滑动轴承119主要是用以提高轴承的使用寿命;m6主轴颈支撑89的支
撑架二68两端的弧形槽和连接块一69与圆柱导轨106固定连接,轴承体一189与支撑架二68圆弧配合,固定在支撑架二68上的两个定位销186卡在轴承体一189圆弧上的键槽内对其进行定位,辅助支撑块188固定在轴承体一189的一侧采用两个平头螺钉187固定,在支撑架二68的两侧安装限位块142将轴承体一189压紧;m1主轴颈支撑90的支撑架一144两端的弧形槽和连接块二118与圆柱导轨106固定连接,滑动轴承119的轴承体二182与支撑架一144圆弧配合,陶瓷支撑瓦159镶嵌在轴承体二182内,用压盖180固定,在支撑架一144的两侧安装限位块142将轴承体二182压紧,采用滑动轴承119主要是用以提高轴承的使用寿命;
77.主轴颈和轴向定位支撑装置13的支撑架四117两端的弧形槽和连接块三123与圆柱导轨106固定连接,轴承体一189与支撑架四117圆弧配合,固定在支撑架四117上的两个定位销186卡在轴承体一189圆弧上的键槽内对其进行定位,辅助支撑块188固定在轴承体一189的一侧采用两个平头螺钉187固定,在支撑架四117的两侧安装限位块142将轴承体一189压紧;限位轴承座193用螺栓二196固定在轴承体一189的一侧,限位杆192穿过限位轴承座193的孔用螺栓一194将限位杆192的一端拉紧,限位杆192的另一端与滚动轴承191过盈配合,螺栓七195与限位轴承座193螺纹连接并顶在限位杆192上防止限位杆192转动,轴承体一189上带有润滑油道二197;滚动轴承191位于曲轴1的m4和m2主轴颈外侧处,与曲轴1的m4和m2的主轴颈端面4接触,滚动轴承191随曲轴1的转动而转动,即起到了轴向定位作用,又减少了摩擦力,对精加工后的主轴颈端面4不会产生划伤磨损的破坏;
78.从油雾微润滑冷却装置15中喷出的高压油雾通过润滑油管一143从润滑油道一181中喷出,润滑曲轴1的m1、m7主轴颈外圆接触面,通过润滑油管二185从润滑油道一181中喷出,润滑曲轴1的m2、m4、m6主轴颈端面4及外圆接触面,通过润滑、冷却及吹铁屑等,可起到保持瓦面清洁和润滑各主轴颈的作用;半圆形滑动轴承侧面中部带有控制底部润滑液流量的节流螺栓,用它可调节底部润滑液流量,使每股液流趋于均衡,总的流量大小由油雾微润滑冷却装置15的供液泵出口的闸阀控制。
79.床身31上装有磁电式速度传感器110,磁电式速度传感器110的本体通过传感器安装孔125固定在左支架102和右支架107上,左支架102和右支架107通过摆架座安装孔124固定在摆架座29上,传动杆112经左支架102和右支架107上的传动杆过孔126用螺栓四130与驱动部件5的主轴支座93相连,销132穿在传动杆112内用顶丝二131顶紧,传感针111的顶端触碰在销132上;驱动部件5在伺服电机三100的驱动下检测动平衡时,磁电式速度传感器110将长方形刚性框架120的机械振动量变换成电信号。
80.数控压紧装置20是保证钻去重孔3时曲轴1不发生震动,可提高切削效率和刀具的使用寿命。数控压紧装置20的紧凑型气缸136的缸体通过气缸连接件135安装在气缸安装板134上,气缸安装板134连接在支撑架二68、支撑架一144的外侧,气缸脚座137与气缸连接件135固定在一起,u型接头138与紧凑型气缸136的活塞杆连接,摇臂139的一端与支撑架二68、支撑架一144铰链连接,另一端内侧装有铜压块141;紧凑型气缸136带动u型接头138伸出,铜压块141压紧在曲轴1的m1和m6的主轴颈外圆上。内六角圆柱螺钉140用于将限位块142螺纹连接在各支撑架上,以保证限位块142分别压紧各轴承体防止轴承体转动。
81.两坐标数控钻削动力头18、伺服电机二40、纵向直线导轨41安装在横向拖板39上,横向拖板39由伺服电机一36通过安装在倾斜式支座28上的横向滚珠丝杠和横向直线导轨38,使横向拖板39沿曲轴1轴向运动,实现钻头44钻削曲轴1不同平衡块2上的去重孔3;两坐
标数控钻削动力头18的主轴由异步电机43通过齿形带轮变速传动,纵向进给运动由伺服电机二40驱动,通过纵向进给滚珠丝杠,使两坐标数控钻削动力头18沿纵向直线导轨41实现纵向进给运动;在横向直线导轨38及纵向直线导轨41上均安装了不锈钢拉罩37,以防两坐标数控钻削动力头18等运转零部件中进入铁屑等杂物;两坐标数控钻削动力头18外设有去重孔弹性排屑座;钻头44为硬质内冷合金钻头,当钻头44磨损需要更换时,应使用对刀器检测钻头44的伸出长度,更换钻头44连接器时必须使用检验棒校对精度,且检验棒的径向跳动应小于0.03毫米;在两坐标数控钻削动力头18的主轴位置,安装有油雾微润滑冷却管路42,微量油雾通过钻头44内的油孔对曲轴1钻去重孔3时进行冷却、润滑。
82.去重孔弹性排屑座是为了在钻曲轴1时,防止铁屑乱飞,以划伤曲轴1的主轴颈及连杆颈等,保持设备干净整洁。去重孔弹性排屑座的固定座52用螺栓连接在两坐标数控钻削动力头18的两侧,导套51内孔靠两端面处装有唇形密封圈一50,唇形密封圈一50可保证导向轴48滑动时,铁屑被隔离在导套51外,导套51的外圆与固定座52滑动配合,并从下方穿过固定座52的内孔,导套51的法兰面与固定座52下方的端面贴合,用螺栓固定连接牢固,导向轴48从导套51的下方穿过,与导套51内孔滑动配合,限位套49装在固定座52的上方,导向轴48穿过限位套49内孔并与内孔滑动配合,在限位套49径向处装有顶丝一47,在导向轴48顶紧处带有用于使顶丝一47将导向轴48顶紧不打滑的划窝,圆垫53从导向轴48下方套在导向轴48上,与导向轴48间隙配合,罩55用螺栓固定在两导向轴48的下端面上,罩55与圆垫53之间装有压簧54,自然状态即未加工时,钻头44的尖部露出罩55外;所述罩55为可以容纳两坐标数控钻削动力头18前部的型腔壳体,用于遮挡铁屑乱飞,在罩55的内侧切开有便于排屑的型腔空间,该型腔空间与排屑装置11连通。当钻头44下行钻去重孔3时,罩55很快接触到曲轴1平衡块2的校正面,平衡块2的校正面阻挡罩55继续前行,钻去重孔3排出的铁屑由于曲轴1平衡块2的校正面与罩55的阻挡,只能沿罩55的型腔空间流出,以达到防止铁屑乱飞的目的,排出的铁屑落在呈45
°
倾斜的不锈钢拉罩37上,铁屑自然就顺势流入床身31下端的排屑装置11输送带上被带出。
83.防护门21两侧的立杆一56和立杆二62是防护门21的主要部件,防护门21的所有零部件均附着在该立杆一56和立杆二62上才得以完成升降门64的升降动作,升降门64的上升或下降采用门气缸59带动。门气缸59的底端安装在气缸座67上,气缸座67固定在立杆一56和立杆二62的下端,连接板63从门气缸59的上端固定在立杆一56和立杆二62上,保证门气缸59牢固固定在立杆一56和立杆二62上,气缸托架60分别连接门气缸59的推杆和升降门64,升降门64上升的高度由限位板61限位,升降门64下端安装有盖65与设备的侧面贴合,防止铁屑飞溅出来,在立杆一56和立杆二62下端安装有垫片66进行隔离保护,防护门21的底端带有支脚58。
84.本实用新型的曲轴自动平衡校正机适用于四缸、六缸曲轴自动平衡检测和去重校正。具体工作流程如下:操作者24将曲轴1吊放在平衡校正机升降托架6的v型块70上,在吊装过程中,人工转动曲轴1使其最左、右端的p1/p6连杆颈向上,按下操作面板7上的启动按钮,在cnc系统和测量控制系统8的控制下,防护门21自动关闭,升降托架6自动下降,油雾微润滑冷却装置15自动向陶瓷支撑瓦159供给油雾,锁紧机构22及数控压紧装置20处于松开状态,框架式动平衡机19仅由四根圆柱形变截面弹簧杆104支撑,框架式动平衡机19的驱动部件5的头架主轴23带动曲轴1匀加速转动,当旋转速度达到测量转速后,平衡校正机进入
动平衡测量,并显示曲轴1不平衡量的大小和方位。当平衡测量完成后,cnc系统和测量控制系统8控制平衡机匀减速停机,将曲轴1两端的不平衡量优化分解至曲轴1相应的平衡块2上,并显示曲轴1需校正的去重孔3的数量、位置和孔深,而后,再通过cnc系统和测量控制系统8控制锁紧机构22将长方形刚性框架120锁紧或松开,控制数控压紧装置20将曲轴1主轴颈m1/m6压紧或松开,控制两坐标数控钻削动力头18的钻头44在平衡机头架主轴23的配合下,按规定程序,依次将曲轴1的各平衡块2按分孔显示的要求进行自动钻孔校正,在测量和钻孔过程中,吸雾器9自动吸走多余油雾。校正完成后,通过cnc系统和测量控制系统8控制锁紧机构22将长方形刚性框架120松开,控制数控压紧装置20将曲轴1主轴颈m1/m6松开,两坐标数控钻削动力头18的纵轴退到安全距离,油雾微润滑冷却装置15自动停止供给,自动平衡校正机进行复检,合格后,头架主轴23自动回零, 两坐标数控钻削动力头18的纵轴自动回零,升降托架6自动升起,防护门21自动打开,人工将曲轴1吊出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。