1.本发明涉及根据独立权利要求的前序部分所述的一种用于运行用于制造产品的装置,特别是用于成型空心体或注塑件的装置的方法,一种计算机程序产品以及一种用于制造产品的装置。
背景技术:
2.由现有技术已知用于运行用于制造产品的装置的不同方法。典型地,在运行用于制造产品的装置时,在实际的生产过程之前在装置上设定多个参数。在制造过程期间,这些参数可以通过手动调整/再调整或通过在过程期间改变装置本身的特性而改变。因此,例如,装置的行为取决于其在何种环境中运行或在装置中处理何种材料而改变。外部参数,如室温或外部温度或空气湿度对装置有影响。装置本身的特性也可以改变。例如,装置在生产过程中可升温,这例如导致装置的某些部件在其长度上改变,或者操作介质,例如液压油等具有在操作过程中改变的粘度。所有这些变化都会对待制造的产品产生影响。因此,有必要不断监测产品的特性。在某些过程中,例如,每100个产品检验一次就足够了,而在其他过程中,每一个产品都必须检验一次。
3.这种检验过程既耗时又昂贵。此外,并不是所有的产品都可以无损检验。
4.从wo 2011/023155 a1中已知一种用于吹塑成型容器的方法,其中基于表征吹塑成型过程的测量参数,计算成品吹塑容器的至少一个特性并将其与额定值进行比较。基于确定的偏差改变影响吹塑成型过程的参数。有关的模拟应借助于专家知识进行。
5.这种已知的方法既昂贵又不精确。提供专家知识需要大量的耗费,并且基于主观判断。
技术实现要素:
6.本发明的目的是克服现有技术的一个或多个缺点。特别地,应提供一种方法和一种装置,其使得能够基本上自动地运行用于制造产品的装置并且制造质量尽可能一致的产品,并且在此特别是减少用于检验所制造的产品的耗费。
7.该目的通过独立权利要求中定义的装置和方法来实现。另外的实施方式是从属权利要求的主题。
8.根据本发明的一种用于运行用于制造产品的装置,特别是用于成型空心体或注塑件的装置的方法,包括以下步骤:
9.‑
采集至少一个质量数据组,所述质量数据组包括一个或多个质量参数的测量值,所述质量参数分别对应于所述产品的一个特性;
10.‑
采集至少一个相关的机器数据组,所述机器数据组包括所述装置的多个,特别是所有,可调节的机器参数的实际值;
11.‑
在时间上将所述质量数据组分配给所述机器数据组,并且生成包括在时间上相
关的测量值和实际值的第一数据组;
12.‑
至少一次性地重复用于生成至少一个第二数据组的前述步骤;
13.‑
通过比较所采集的数据组来确定所述一个或多个质量参数与所述机器参数之间的相关性,并且创建用于所述装置的控制模型,以及
‑
基于所述一个或多个质量参数的额定值,借助所述控制模型为所述可调节的机器参数中的至少一个提供对应的额定值。
14.产品的质量参数例如可以是成品中的材料分布、成品的轮廓、成品的壁厚、成品的重量、直接脱模的产品的温度分布或还有成品的颜色和表面性质。
15.所述产物也可以是中间产品。对应地,对应于产品特性的质量参数也可以是中间产品的参数,例如塑料熔体的温度或在挤出吹塑成型时软管预制件的直径。
16.所有这些质量参数通常借助于合适的传感器来采集并且作为测量值特别是自动地提供。然而也可行的是,质量参数,例如颜色或表面性质,其例如可以是表面质量的指标,由机器操作者来评估,并且其大小作为测量值通过手动输入传递给系统。
17.所述装置的机器参数例如可以是工具的温度、对应的操作介质如液压油或压缩空气或冷却水等的温度,或者在例如吹塑成型机的情况下是成型模具的温度、吹塑气流的体积或其温度、拉伸曲线的参数如拉伸速度、预制件的温度、在对应的型腔中的对应的质量压力、螺旋输送机的速度、被输送的原材料如塑料颗粒的体积、类型或形状和温度。同样地,例如机器或供应的塑料颗粒的静电荷可以被采集为机器参数。不言而喻,并非所有在此提到的机器参数都能直接调节。因此,例如颗粒的形状可以仅通过更换所供应的颗粒来改变。因此可以设置的是,除了可调节的机器参数之外,还采集不可调节的机器参数。
18.所有这些机器参数特别是可以在测量技术上采集或读出并且作为实际值提供。优选地,同时采集多个机器参数并且在一个机器数据组中提供。
19.在本发明中,相关的机器数据组是用于制造作为质量参数来源的产品的装置的数据组。
20.通过采集质量数据组,产品的质量参数的多个测量值也被包括在内。优选地,同时采集多个质量参数的多个测量值并且在质量数据组中提供。
21.通过采集机器数据组,对应的机器参数的多个实际值被包括在内。这些实际值可以描绘对应的实际值的时间曲线。
22.机器数据组在时间上被分配给质量数据组,换言之与质量数据组相关联,并且生成不仅包含测量值而且包含际值的数据组。优选地,在此将该质量数据组分配给与产品或初级产品的制造以及由此与相关联的质量参数相关的机器数据组。
23.原则上,不必总是在特定时间点采集所有质量参数;因此,例如可以总是采集成品的重量,而例如仅在十分之一的产品中采集表面质量。通过比较多个这样的数据组,可以确定一个或多个质量参数与一个或多个机器参数之间的相关性。这些相关性既可以是因果关系,也可以是例如通过第三参量相互连接的间接相关性。
24.基于一个或多个质量参数的额定值,根据所确定的相关性提供至少一个机器参数的额定值使得能够精确地控制用于制造产品的装置。特别地,在产品制造之后对产品的检验可能变得多余,因为通过事先识别质量参数与机器参数之间的关系,换言之,确定相应的机器参数与质量参数之间的相关性,并且通过对应地调整机器参数,可以预测结果,即要达到的质量参数额定值。
25.优选地,基于质量参数的额定值,例如吹塑体的壁厚,提供机器参数的多个额定值。优选地,提供机器参数的所有额定值,所述机器参数可以在控制和/或调节技术上影响所述额定值。
26.也可以设置的是,确定多个机器参数的实际值之间的相关性,因为可以设想,多个机器参数同样相互影响。
27.由此可以预测,一个机器参数的改变在多大程度上影响另一机器参数,以及随后质量参数同样可能在多大程度上改变。
28.附加地,可以采集至少一个环境数据组。环境数据组包括一个或特别是多个环境参数的测量值。该环境数据组在时间上被分配给机器数据组并且因此形成相应的所采集的数据组的组成部分。
29.通过采集环境数据组,可以附加地采集环境条件对对应的质量参数的影响并且将其包含在相关性中,并且因此特别是以一个或多个边界条件扩展控制模型。
30.环境参数可以包括例如空气温度或空气湿度等参数,但也可以包括气压、一天中的时间(特别是白天或黑夜)、机器和/或运行机器的工厂的地理位置(以及对应地与之相关的气候条件),或者关于机器所在的工厂车间的状态的参数,例如打开或关闭的门或窗,这例如可以说明关于空气移动,例如气流的一些信息。
31.因此,例如在吹塑过程中,周围环境的空气温度可对产品的冷却速度有影响,这又可能对产品的对应的壁厚有影响,例如当材料在某些点凝固得更慢时。
32.不言而喻,机器参数的额定值的多个彼此不同的组合可以适用于达到质量参数的特定额定值。
33.根据边界条件,例如环境温度,必须不同地设置一个或多个机器参数。这些关系通过确定测量值与实际值之间的相关性以及在环境参数作为边界条件的情况下确定环境参数的测量值来采集。这些关系随后在控制模型中提供。
34.数据组可以至少一次性地基于用于制造产品的装置的测试结果来确定并且被提供用于创建用于该装置的控制模型。
35.这使得能够以特定形式提供数据组。因此可以设想的是,各个机器参数在一定的时间段内保持恒定,并且其他机器参数在该时间段内变化。在该时间段的长度上,可以在产品上测量一个或多个质量参数,并且对应地,可以将质量参数的测量值和机器参数的对应实际值传递到对应的质量数据组或机器数据组中。
36.附加地或替选地可设置的是,从具有用于制造产品的装置的生产设备中收集多个测量值和实际值,并且例如在数据库中提供这些测量值和实际值。从这些测量值和实际值中可以创建多个质量数据组和机器数据组,并且从这些质量数据组和机器数据组中又可以生成多个数据组。通过对这多个数据组的比较,简化了相关性的确定,并且对应的相关性更精确。这使得能够创建更精确的控制模型。
37.因此,可以通过收集来自生产设备的多个测量值和实际值来确定数据组,并且提供数据组以用于创建用于装置的控制模型。
38.如本发明所述的方法步骤基本上对应于学习阶段。
39.通过该学习阶段,在机器参数、质量参数与环境参数之间产生非常紧密的联系,这又导致非常精确的关系模型,进而又导致非常精确的控制模型。
40.在该方法中所述的提供用于至少一个机器参数的额定值可以紧接着该学习阶段进行。
41.用于机器参数的上述额定值或多个额定值的提供可以例如自动地或手动地以将这些值传递给用于制造产品的对应装置的控制器的形式进行。控制器可以是计算机的一部分,并且可以具有一个或多个计算机程序产品。在传递之后,用于制造产品的装置可以根据这些规定来运行并且执行对应的生产过程或制造过程。
42.可以设置的是,采集机器参数中的多个和环境参数中的至少一个的实际值,并且基于这些实际值,根据控制模型输出质量参数的与这些实际值相对应的一个或多个值。将所述一个或多个值与所述一个或多个质量参数的额定值进行比较并且确定偏差。然后,基于该偏差根据控制模型,特别是考虑到至少一个环境参数的实际值,控制特别是调节所述装置。
43.替选地或附加地可以设置的是,将机器参数的实际值与相应的额定值进行比较。可以根据机器参数的实际值与对应的额定值的偏差来控制,特别是调节所述装置。
44.在此可以设置的是,在调节装置时仅采集机器参数和/或环境参数的实际值。也就是说,不采集质量参数。如果机器参数的实际值对应于机器参数的额定值,则自动正确地得出这些质量参数。
45.在此可以设置的是,直接影响机器参数的相应值,例如打开或关闭模具的速度。其他机器参数不能直接调节。这例如涉及操作介质的粘度。然而,通过合适的冷却装置例如可以对温度产生影响,这又对粘度产生影响。该影响又可以从预先确定的相关性中的一个中推导出。
46.此外,可能存在实际上无法影响的参数,例如自然几乎不能改变的环境参数。为了补偿其与期望值的偏差,可以对应地控制或调节相关的机器参数。
47.实际值与相应机器参数的对应额定值的偏差意味着,用于确定机器参数的额定值的质量参数的对应额定值同样偏离。因此,对对应的机器参数或必要时对该机器参数具有对应的影响和/或与其相关的一个或多个机器参数的控制或调节使得能够实现质量参数的对应额定值。
48.机器参数和至少一个环境参数的相应实际值可以在装置运行期间连续地采集。
49.由此能够实现对质量参数的连续监控。
50.替选地,可以设置的是,在装置操运行期间以可预先给定的时间间隔(循环地)采集相应的机器参数和至少一个环境参数的实际值。
51.这特别是在仅缓慢变化或仅对质量参数具有非常小影响的参数的情况下是有利的。因此,可以减少用于采集相应机器参数的数据量和耗费。
52.在该方法的一种优选形式中,相关性,即控制模型仅被一次性传递给装置。通过机器参数、质量参数和环境参数的非常紧密的连接,可以在机器参数固定的情况下对质量参数作出说明,而不必再测量所述质量参数。换言之,该装置可以被调节到要达到的质量参数上,并且该装置根据控制模型来选择相应的机器参数。一旦测量的机器参数,即实际值与所选择的机器参数,即额定值一致,就可以认为质量参数的实际值对应于质量参数的所选择的额定值。
53.因此,本发明还涉及装置的运行,特别是用于运行用于制造产品的装置的方法,特
别是用于成型空心体或注塑件的装置,其中在该装置中静态地,特别是作为静态控制模型存储着在使用本发明所述的方法的学习阶段中获得的相关性。在此,基于质量参数的期望的额定值选择和调节机器参数的对应的额定值。
54.然而也可以设置的是,在外部数据库中输入额定参数,并且将额定参数从外部数据库馈送到装置中。这可以例如手动地借助于机器操作者的输入来实现。例如通过电子接口的自动传递同样是可行的。
55.可以设置的是,循环地将质量参数中的至少一个的实际值与质量参数的额定值进行比较。
56.当用于制造产品的装置在测试运行中,换言之在学习阶段期间运行时,这些比较是特别有利的。通过这些比较,可以确定已经确定的相关性是否与实践一致和/或获得进一步的测量值。
57.优选地,控制模型可以根据一个或多个质量参数与机器参数之间的一个或多个相关性在考虑至少一个质量参数的情况下借助机器学习来确定。特别地,一个或多个相关性可以借助于人工智能实现方式,特别是利用神经网络来确定。
58.这允许确定和识别关系,即相关性,而与在各个测量值和实际值之间是否存在直接或因果关系无关。通过使用机器学习,可以识别和/或相互比较和/或相互关联多个单独的测量值和实际值的深远的和/或更高级别的模式。
59.机器数据组可以包括多个机器参数,特别是多个机器参数的实际值。在此,每个机器参数可以根据其与质量数据组的一个或多个质量参数的相关性分配其对每个质量参数的影响的权重。因此,控制模型具有各个机器参数的权重。
60.也就是说,机器参数与质量参数之间的相关性越大或越好,对应的机器参数的改变对相应的质量参数的影响就越大。对应地可以设置的是,为这种机器参数,换言之为相应的质量参数与相应的机器参数之间的对应的相关性分配对应高的权重。
61.然而,如果该机器参数例如对产品的另一质量参数具有影响,该影响例如也可是负面的,则可以设置的是,给该机器参数分配稍小的权重。也就是说,对相应的质量参数具有最大影响的机器参数不一定是具有最高权重的机器参数。最高权重例如可以具有机器参数,所述机器参数虽然对产品的确定的质量参数具有对应大的影响,但是同时对其他的质量参数和/或对其他的机器参数具有非常小的影响。
62.也可以设置的是,确定多个权重,例如关于快速变化和关于对另外的机器参数或质量参数的尽可能小的影响。
63.为了达到质量参数中的一个或多个的额定值,相应的机器参数中的一个或多个可以根据控制模型以关于一个或多个质量参数的相应的权重来控制或调节。
64.对应地,能够实现精确的干预和精确的控制或调节。
65.附加地可以设置的是,检查在控制装置时采集到的机器参数或环境参数的实际值中的一个或多个是否处于在创建控制模型时采集到的机器参数和/或采集到的环境参数的值范围内。
66.如果为了创建控制模型例如将环境温度采集为环境参数之一,则典型地存在最高采集值和最低采集值。最低值表示值范围的下限,最高值表示上限。因此,在其中采集环境参数的值范围例如可以从15
°
延伸至30
°
。对于超出该值范围的实际值,在控制模型中不再
存在基于测量数据的值。
67.可以设置的是,对于在控制装置时采集到的机器或环境参数的实际值中的一个或多个在值范围之外的情况,检查相应的实际值的偏差是否特别是在特定时间段内一次性地或重复地出现,并且在重复地出现相应的偏差的情况下可以输出故障信号。
68.这使得能够传递给机器操作者或更高级别的控制器,工艺参数在通过测量确定的范围之外。然而,故障消息同样可以被评估为测量传感器或测量感测器有缺陷的指示。
69.附加地或替选地,对于在控制装置时采集到的机器或环境参数的实际值中的一个或多个在值范围之外的情况,可以检查与值范围的偏差是否显著。如果偏差显著,则可以输出故障信号。
70.这防止了即使在偏离对质量参数影响很小或没有影响的值范围的情况下也输出对应不必要的故障信号。
71.当偏差的实际值涉及机器参数时,或者当偏差已经超过特别是可调节的阈值时,则可能存在显著的偏差,所述机器参数以对一个或多个质量参数的额定值的高权重来调节。
72.可以设置的是,当检查得出偏差是显著的或者偏差重复出现时,控制模型切断装置或者至少要求手动的控制干预。
73.这防止了具有不同质量参数的产品的过度生产和/或至少需要对应的检查和操作者的指示。
74.本发明的另一方面涉及一种计算机程序产品。所述计算机程序产品包括指令,所述指令在计算机上执行时促使所述计算机执行本发明所述的方法的步骤。
75.这使得能够在用于制造产品的装置的控制和/或调节中实施本发明所述的方法。
76.本发明的另一方面涉及一种用于制造产品的装置。该装置特别是一种用于成型空心体的装置。所述装置包括如本发明所述的计算机程序产品。
77.这使得能够提供一种用于制造产品的装置,在所述装置上不仅可以执行学习过程/学习阶段而且可以执行生产过程/生产阶段。换言之,根据本发明构造的装置使得能够确定装置本身与待制造的产品之间的所有相关性,并且随后使得能够在随后的生产过程中省去对相应制造的产品的全方位检查。
78.根据本发明的装置可以是用于注射成型或吹塑成型的装置的组成部分。例如,该装置是挤出机、用于制造产品的原料的干燥机、挤出吹塑装置或拉伸吹塑装置。
附图说明
79.下面借助仅示出实施例的示意图进一步阐述本发明。附图示出:
80.图1:用于制造产品的装置的示意图
81.图2:根据本发明的方法的流程图
具体实施方式
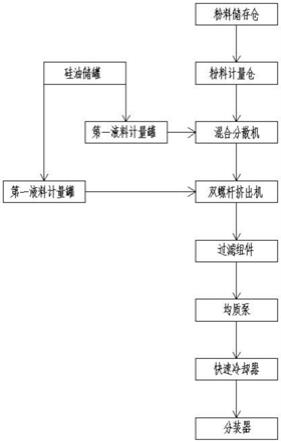
82.图1示出了用于制造产品的装置的简化示意图,该装置在本发明中例如被构造成吹塑成型机100。吹塑成型机100具有进料装置110、吹塑成型区域120和出料装置130。借助于进料装置120以已知的方式将预制件进料至吹塑成型机。在吹塑成型区域120,用压缩空
气对其充气,并借助拉伸杆进行拉伸。在出料装置130中收集和/或取出完成充气的容器。这种制造工艺本身是已知的,因此在此不作详细阐述。
83.图1还示出了控制器200。控制器200通过这里用虚线表示的连接102与布置在吹塑成型机100上的传感器相连。控制器200可以实施为单独的单元,但通常是装置的集成组成部分。传感器可以是温度传感器、节拍器、位置传感器等。传感器可用于采集机器参数的实际值。传感器在此仅示意性地示出。示出了温度传感器101作为多个传感器的占位符。
84.在所示的实施例中,控制器200与吹塑成型机之间的连接102通过电缆有线地设置。然而,这些连接也可以无线地或通过光波导实现。
85.此外,在图1中示出了人机界面(hmi单元),即操作单元103。通过该操作单元103,机器操作者可以监控装置并且例如预设质量参数的额定值。
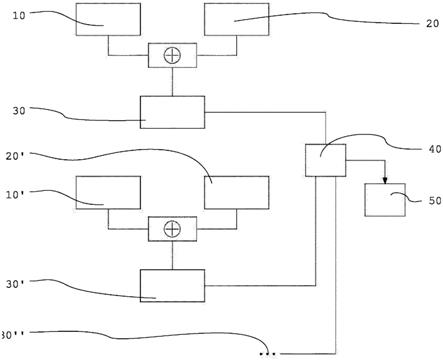
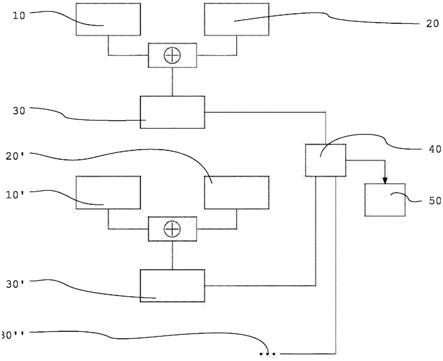
86.图2示出了用于运行用于制造产品的装置的方法的示意性流程,例如用于运行图1中的吹塑成型机100的方法。
87.在第一步骤中,采集质量数据组10。质量数据组10例如包括容器的壁厚的多个测量值。
88.在第二步骤中,采集机器数据组20。机器数据组20包括温度传感器101的实际值(参见图1)。
89.同时采集质量数据组10和机器数据组20。对应地,质量数据组10可以在时间上分配给机器数据组20,并且可以形成数据组30。在数据组30内,测量值和实际值在时间上相关。
90.该时间相关性根据以下简化示例进一步进行解释。在时间点t1,例如测量出料装置130中的第一容器b1的壁厚d1(参见图1)。壁厚d1对应于质量参数。同时,在吹塑成型区域120(参见图1)中测量第二容器b2在同一时间点t1被充气的型腔的温度k1。温度k1对应于机器参数。再次同时测量进料装置110(参见图1)中的第三容器b3的预制件的温度v1。该温度v1可以作为机器参数或作为质量参数来处理。在本实例中,温度v1作为机器参数来处理。
91.在下一步骤中,所有容器b1、b2和b3继续移动一个站。也就是说,第三容器b3的预制件从进料装置110进一步移动到吹塑成型区域120中,并且充气的第二容器b2从吹塑成型区域120进一步移动到出料区域130中,而第一容器b1从出料区域130中取出。在进料装置110中提供第四容器b4的新预制件。
92.在时间点t2,现在测量容器b2的壁厚d2。容器b3的预制件位于用于给容器b3充气的型腔中,其中测量温度k2。同时又测量容器b4的新预制件的温度v2。现在对其他容器b2、b3至bn重复这些过程。
93.也就是说,在时间点t1测量容器b2的温度k1,但直到时间点t2才测量该温度k1对容器b2的壁厚d2的影响。换言之,对于质量参数的测量值,在该示例d2中,存在多个实际值,所述实际值在时间上位于质量参数的测量值的采集时间点之前的不同距离处。在数据组30中创建这些时间相关性。
94.在创建数据组30之后,创建第二数据组30’。这包括采集第二机器数据组20’和采集第二质量数据组10’并且对应地生成如上所述的数据组30’。
95.质量数据组10和10’可以包括其他质量参数,这些质量参数优选全部同时采集。因此,除了壁厚之外的另一质量参数例如可以是容器壁的不透明度或封闭件相对于容器底部
的同心度。
96.机器数据组20和20’同样可以具有另外的机器参数的测量值。
97.在下一步骤中,将数据组30和30’合并并且确定测量值与实际值之间的相关性40。
98.根据这些相关性,可以针对质量参数的每个额定值确定所采集的机器参数的额定值50,或者在相应的机器数据组20、20’中的多个机器参数的情况下,可以针对每个所采集的机器参数确定额定值50。如上所述,可以存在机器参数的额定值50的多个组合,所述组合导致质量参数的相同的额定值。对于例如机器参数无法更改(或者必要时不可改变的环境参数被包括在所述方法中)的情况,必须根据两个固定值(质量参数的额定值和装置/环境的无法更改的值)来确定额定值,这减少了可能的组合。这些关系存储在用于装置的控制模型中,或者根据这些关系创建用于装置的控制模型。
99.由于适宜地生成多个数据组30、30’(示出为数据组30”),因此使用机器学习来确定相关性40。这使得能够将多个值相互比较,并且确定相似性或模式等并将其相互关联,即使所述关系不再明显。
100.在该方法的后续步骤中,选择质量参数的额定值,并且将机器参数的对应额定值50传递到控制器200(参见图1),以便对应地运行吹塑成型机100(参见图1)。在此,可以将控制模型传递给控制器,或者仅将根据控制模型确定的机器参数的对应值传递给控制器。一旦吹塑成型机100(参见图1)的测得的实际值偏离额定值50,控制器就可以重新调节这些实际值。如果例如控制器不能影响的值(例如外部温度)发生变化,则额定值50可以根据对应的不可影响的值的预设来调整。为此,额定值50锚定在数据矩阵中,特别是锚定在控制模型中,所述数据矩阵作为质量参数的额定值50的一部分被传递给控制器200(参见图1)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。