技术特征:
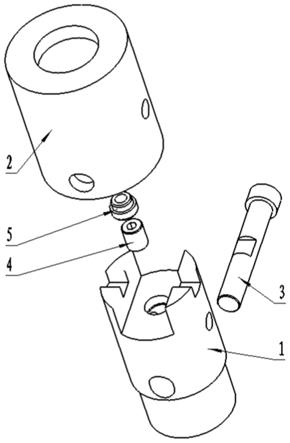
1.一种十字轴压装类组件销轴孔系加工定位装夹装置,十字轴压装类组件包括钢基体(01)、铜套(02),铜套(02)外形为t型圆柱结构,内部为圆柱通孔结构,镶嵌在钢基体(01)的过孔内,铜套(02)的中轴线与钢基体(01)过孔的中轴线重合,钢基体(01)垂直于过孔中轴线方向设有向外凸出的基准轴a,基准轴a的轴线与铜套(02)的中轴线垂直,基准轴a向外凸出的两端为圆柱体结构,钢基体(01)的过孔一端端面记为b面,另一端端面记为c面,铜套(02)大端端面记为d面,小端端面记为e面;待加工的十字轴压装类组件铜套(02)的内孔和两端端面均留有余量,其特征在于:所述定位装夹装置包括底座(1)、压盖(2)、压轴(3)和压堵(4);底座(1)包括定位孔(101)、定位槽(102)、装夹柱(103)、找正圆(104)、压紧长圆孔(105)、压紧螺孔(106)、排屑孔(107);装夹柱(103)位于找正圆(104)底部,与找正圆(104)同轴连接,构成t型圆柱体结构;找正圆(104)上端设有圆柱形凹槽,从凹槽中心向下开有两级t型圆柱形台阶孔,从上至下,第一级为定位孔(101)、第二级为压紧螺孔(106);压紧长圆孔(105)从侧面穿过找正圆(104),压紧长圆孔(105)的轴线与找正圆(104)的轴线垂直,在找正圆(104)内部与压紧螺孔(106)底部相交并连通;排屑孔(107)位于压紧长圆孔(105)的上方,沿着垂直于压紧长圆孔(105)轴线和找正圆(104)轴线的方向从侧面穿过找正圆(104),在找正圆(104)内部与压紧螺孔(106)底部相交并连通;定位槽(102)为位于找正圆(104)圆柱形凹槽上沿两侧的一对u型凹口,这对u型凹口的底部中心连线与找正圆(104)轴线垂直并相交;压盖(2)为带盖圆筒形结构,下端为圆柱形开口,上端盖板中心设有空位孔(204)使得上端盖板周边形成环形的压紧面(201),两侧面对称部位设置垂直于轴线的孔,记为压紧孔(202),与两个压紧孔(202)连线垂直且错开一定距离的侧面设有排屑孔(203);对十字轴压装类组件铜套(02)的内孔进行加工时,机床三爪夹盘夹紧底座(1)的装夹柱(103),压堵(4)拧入底座(1)的压紧螺孔(106),待加工十字轴压装类组件位于底座(1)上方的圆柱形凹槽内,钢基体(01)的基准轴a两端位于定位槽(102)内,铜套(02)一端嵌入底座的定位孔(101)内;压盖(2)套在底座(1)上,使得铜套(02)的另一端从压盖(2)的空位孔(204)露出,供机床加工,压盖(2)的压紧孔(202)与底座(1)的压紧长圆孔(105)对齐,压轴(3)穿过压盖(2)的压紧孔(202)和底座(1)的压紧长圆孔(105),旋拧压堵(4),带动压轴(3),将压盖(2)紧固于底座(1),同时,压盖(2)的排屑孔(203)与底座(1)的排屑孔(107)对齐。2.根据权利要求1所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于还包括芯轴(5);芯轴(5)为t型圆柱块,大端为定位大圆(501),小端为定位小圆(502)、大端与小端同轴,并在中心轴上设有让位螺孔(503);大端定位大圆(501)用于放置在底座(1)的定位孔(101)内,小端定位小圆(502)用于对放置在其上的孔结构进行定位;让位螺孔(503)一方面,用于芯轴(5)的安装,另一方面方便工具穿过芯轴(5)对压紧螺孔(106)中的压堵(4)进行操作;对十字轴压装类组件铜套(02)的两端端面进行加工时,机床三爪夹盘夹紧底座(1)的装夹柱(103),压堵(4)拧入底座(1)的压紧螺孔(106),待加工十字轴压装类组件位于底座(1)上方的圆柱形凹槽内,钢基体(01)的基准轴a两端位于定位槽(102)内,芯轴(5)的定位
大圆(501)装入底座(1)的定位孔(101),十字轴压装类组件的铜套(02)的内孔间隙配合装入芯轴(5)的定位小圆(502);压盖(2)套在底座(1)上,使得铜套(02)的另一端从压盖(2)的空位孔(204)露出,供机床加工,压盖(2)压紧孔(202)与底座的压紧长圆孔(105)对齐,压轴(3)分别穿过压盖(2)的压紧孔(202)和底座(1)的压紧长圆孔(105),旋拧压堵(4),带动压轴(3),将压盖(2)紧固于底座(1),同时,压盖(2)的排屑孔(203)与底座(1)的排屑孔(107)对齐。3.根据权利要求2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于底座(1)的定位孔(101)孔径,与铜套(02)小端外圆及芯轴(5)的定位大圆(501)间隙配合,以确保十字轴压装类组件的“定心”。4.根据权利要求1或2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于所述定位槽(102)的底端面与定位孔(101)的入口端面间距离为[(l1
‑
φa)/2] 0.05~(l1
‑
φa)/2] 0.1],以确保钢基体(01)的基准轴a与定位槽(102)底端面接触时,钢基体(01)的b面或者c面与定位孔(101)入口端面存在间隙,不出现过定位,其中,l1为钢基体(01)的b面与c面最大距离尺寸l1,φa为钢基体(01)的基准轴a的外圆直径。5.根据权利要求1或2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于定位槽(102)的宽度尺寸大于钢基体(01)的基准轴a的外圆直径φa,与钢基体(01)的基准轴a间隙配合,实现对工件因铜套(02)轴线与钢基体(01)的基准轴a轴线错位的补偿。6.根据权利要求1或2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于装夹柱(103)、找正圆(104)与定位孔(101)同轴度误差不大于φ0.005mm,以确保底座(1)装夹于机床后定位孔(101)的“定心”。7.根据权利要求1或2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于所述压轴(3)包括限位柱(301)、限位槽(302);限位柱(301)端面距限位槽(302)中心距离为φg/2,确保限位柱(301)端面与压盖(2)直径为φg的外圆接触时,限位槽(302)中心与底座(1)的定位孔(101)轴心重合,确保压堵(4)能够顺利压入限位槽(302);限位槽(302)宽度尺寸在压堵(4)的外径ma的基础上设有余量,确保压堵(4)能够顺利压入限位槽(302)。8.根据权利要求1或2任一项所述的一种十字轴压装类组件销轴孔系加工定位装夹装置,其特征在于定位大圆(501)与底座定位孔(101)间隙配合,以确保十字轴压装类组件的“定心”。9.根据权利要求1所述装置的一种十字轴压装类组件销轴孔系加工定位装夹方法,其特征在于待加工的十字轴压装类组件钢基体(01)的b面、铜套内孔及b面端内孔倒角加工装夹方法,具体步骤如下:s1.1、采用机床三爪装夹底座(1)的装夹柱(103),打表找正底座(1)的找正圆(104);s1.2、将压堵(4)拧入底座(1)的压紧螺孔(106),确保压轴(3)能够顺畅装入底座(1)的压紧长圆孔(105);s1.3、将待加工的十字轴压装类组件铜套(02)装入底座(1)的定位孔(101),实现十字轴压装类组件的定心;
s1.4、将待加工的十字轴压装类组件钢基体(01)的基准轴a两端装入底座(1)的定位槽(102),与定位槽(102)的底端面相贴合,实现工件的定向;s1.5、套装压盖(2),使压盖(2)的压紧面(201)与待加工的十字轴压装类组件钢基体(01)基准a两端外圆相贴合;s1.6、将压轴(3)分别穿过压盖(2)的压紧孔(202)和底座(1)的压紧长圆孔(105),使压轴(3)的限位柱(301)端面与压盖(2)外圆相贴合;s1.7、旋拧压堵(4)入压轴(3)的限位槽(302),直至拧紧无位移量,使压堵(4)带动压轴(3)、压盖(2)对十字轴压装类组件进行紧固。10.根据权利要求2所述装置的一种十字轴压装类组件销轴孔系加工定位装夹方法,其特征在于包括待加工的十字轴压装类组件钢基体(01)的c面及c面端内孔倒角加工装夹方法,具体步骤如下:s2.1、将芯轴(5)的定位大圆(501)间隙配合装入底座(1)的定位孔(101);s2.2、将工件铜套(02)的内孔间隙配合装入芯轴(5)的定位小圆(502),实现工件的定心;s2.3、将工件钢基体(01)基准a外圆装入底座(1)的定位槽(102),与定位槽(102)的底端面相贴合,实现工件的定向;s2.4、套装压盖(2),使压盖(2)的压紧面(201)与工件钢基体(01)基准轴a的两端外圆相贴合;s2.5、将压轴(3)分别穿过压盖(2)的压紧孔(202)和底座(1)的压紧长圆孔(105,使压轴(3)的限位柱(301)端面与压盖(2)外圆相贴合;s2.6、旋拧压堵(4)入压轴(3)的限位槽(302),直至拧紧无位移量,使压堵(4)带动压轴(3)、压盖(2)对十字轴压装类组件进行紧固。
技术总结
本发明提出了一种十字轴压装类组件销轴孔系加工定位装夹装置和方法,属于机械加工技术领域。该装置包括钢基体、铜套和芯轴。对十字轴压装类组件铜套的内孔进行加工时,机床三爪夹盘夹紧底座的装夹柱,压堵拧入底座的压紧螺孔,待加工十字轴压装类组件位于底座上方的圆柱形凹槽内,钢基体的基准轴A位于定位槽内,铜套一端嵌入底座的定位孔内;压盖套在底座上,使得铜套的另一端从压盖的空位孔露出,供机床加工,压盖压紧孔与底座的压紧长圆孔对齐,压轴分别穿过压盖的压紧孔和底座的压紧长圆孔,旋拧压堵,带动压轴,将压盖紧固于底座,同时,压盖的排屑孔与底座的排屑孔对齐。压盖的排屑孔与底座的排屑孔对齐。压盖的排屑孔与底座的排屑孔对齐。
技术研发人员:刘晓静 田源 郭江勇 赵宏伟 肖笛
受保护的技术使用者:北京实验工厂有限责任公司
技术研发日:2021.08.16
技术公布日:2021/12/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。