1.本实用新型涉及一种用于加工气缸盖的液压夹具,属于气缸盖加工技术领域
背景技术:
2.气缸盖在最初生产前为毛坯,而后需要经过多次翻面、装夹、固定来完成加工,其中这就需要相对应的夹具对气缸盖进行夹持固定,然后再利用机床对气缸盖进行加工,然而现有技术中,由于气缸盖的质量较大,在每次工序的加工时,都需要将气缸盖进行一次翻面和装夹,不仅需要消耗较多的劳力和时间,即需要消耗工作人员大量的体力,而且安装的工作效率较低,同时现有的气缸盖在加工过程中会发生振动,严重影响着加工精度。
技术实现要素:
3.本实用新型针对现有气缸盖加工技术存在的不足,提供一种方便快捷,操作方便的气缸盖液压夹具。
4.本实用新型的气缸盖液压夹具,采用以下技术方案:
5.该夹具,包括基座,基座的底部设置有滑台导轨,滑台导轨上安装有滑台,基座立面为定位面,定位面上设置有主压紧机构和辅助压紧机构,定位面上位于滑台的上方设置有定位销。
6.所述滑台导轨上设置有滑台限位块,以对工件位置限位。
7.所述滑台分为上下两层,上层和下层均设置有导向轮,上层设置有预定位销。
8.所述主压紧机构为转角液压缸,转角液压缸的活塞杆上安装有转角压板。所述转角液压缸呈倒三角形分布,两个在上方,一个在下方且处于两个上方转角液压缸之间。
9.所述辅助压紧机构为杠杆液压缸,杠杆液压缸的活塞杆上安装杠杆压板,所述杠杆液压缸的支撑点为法兰支撑缸。所述杠杆液压缸呈三角形分布,两个在下方,一个在上方且处于两个下方杠杆液压缸之间。杠杆液压缸对工件起到辅助支撑及压紧作用,可有效的避免工件加工时震刀等情况,使气缸盖加工表面光滑无震刀纹等瑕疵。
10.所述定位销包括一个圆柱销和一个菱形销,所述圆柱销和菱形销分别通过可调整式圆柱销座和可调整式菱形销座安装在所述定位面上。所述可调整式圆柱销座包括固定座、横垫片、竖垫片和销座,销座、横垫片和竖垫片均设置在固定座上,横垫片和竖垫片分别位于圆柱销座两侧,圆柱销或菱形销设置在销座上。
11.所述基座上还设置有气检垫块,气检垫块上设有小孔,该小孔连接气密检测压力开关。当工件与气检垫块未贴合到位时,压力开关检测报警,机床不进行加工。
12.将气缸盖工件放于滑台上,通过两个预定位销初步定位,然后沿滑台导轨推动滑台,将滑台上工件的推入至圆柱销和菱形销位置,通过工件上的销孔与圆柱销和菱形销的结合实现完全定位。启动转角液压缸和杠杆液压缸将工件前面压紧在定位面上,实现工件机械加工前的装夹定位。
13.本实用新型定位结构合理,设计新颖,实现了对气缸盖的快速定位及压紧,大大方
便着气缸盖加工过程中的装卸,同时也防止着气缸盖在加工过程中的振动,且可以分别进行两个工序的加工,满足着气缸盖多工位加工的需要。同时满足现代企业自动化的要求。
附图说明
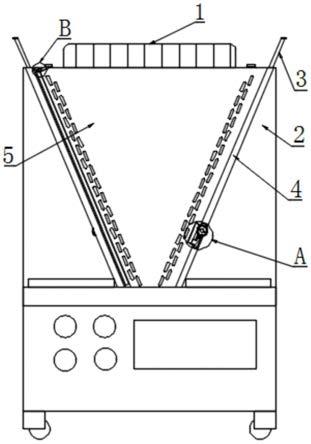
14.图1是本实用新型气缸盖夹具的结构示意图。
15.图2是本实用新型气缸盖夹具中基座的结构示意图。
16.图3是本实用新型气缸盖夹具中滑台的结构示意图。
17.图4是本实用新型气缸盖夹具中可调整圆柱销座的结构示意图。
18.图中:1.基座,2.转角液压缸,3.气检垫圈,4.可调整式圆柱销座,5.预定位销,6.蓄能器,7.压力表,8.可调整式菱形销座,9.滑台导轨,10.转角压板,11.气吹嘴,12.导向轮,13.法兰支撑缸,14.杠杆压板,15.滑台,16.定位垫块,17.杠杆液压缸,18.滑台限位块,19.固定座,20.圆柱销,21.横垫片,22.竖垫片、23.圆柱销座。
具体实施方式
19.如图1、图2和图3,本实用新型的气缸盖液压夹具,包括基座1。基座1的底部设置有滑台导轨9,滑台导轨9上安装有滑台15。参见图3,滑台15分为上下两层,上层和下层分别设置有四个导向轮12,上层设置两个竖向的预定位销5。滑台导轨9上设置有滑台限位块18。
20.参见图2,基座1后部立面的正面为定位面,该面在三个位置设置定位垫块16,每个定位垫块16处设置转角液压缸2,共三个转角液压缸2,呈倒三角形分布,两个在上方,一个在下方且处于两个上方的之间,转角液压缸2的活塞杆上安装有转角压板10,用于整个夹具的主压紧。此外,该定位面上设置有三处用于夹具的辅助支撑及辅助压紧的杠杆液压缸17,杠杆液压缸17的活塞杆上安装杠杆压板14,杠杠液压缸17的支撑点为法兰支撑缸13;三个杠杆液压缸17呈三角形分布,两个在下方且处于下方转角液压缸2的两侧,一个在上方且处于两个上方的转角液压缸2之间;三处杠杆液压缸17对工件起到辅助支撑及压紧作用,可有效的避免工件加工时震刀等情况,使气缸盖加工表面光滑无震刀纹等瑕疵。转角液压缸和杠杆液压缸17为现有技术;采用转角液压缸是为了避让放件、取件时与发生干涉以及压紧点在气缸盖内侧工艺台;采用杠杆液压缸17是为解决滑台15进、出工件时干涉问题,节省空间。
21.基座1的定位面上位于滑台15的上方安装有可调整式圆柱销座4和可调整式菱形销座8。如图4所示,可调整式圆柱销座4包括固定座19、横垫片21、竖垫片22、销座23和圆柱销20。销座23、横垫片21和竖垫片22均设置在固定座19上,横垫片21和竖垫片22分别位于销座23的上方和左右一侧,圆柱销20设置在圆柱销座23上。可调整式菱形销座8的结构与可调整式圆柱销座4一致,只是用菱形销代替圆柱销。根据工件上销孔的设计尺寸选取圆柱销和菱形销的安装孔尺寸,圆柱销与菱形销x、y坐标通过配磨横垫片21和竖垫片22使其坐标值符合图纸及设计公差要求。通过定位垫块16、可调整式圆柱销座4和可调整式菱形销座8的一面两销实现气缸盖工件的完全定位。
22.基座1的后部还设置有蓄能器6和气吹嘴11,各个液压缸的液压管路通过蓄能器6连接外部液压站,液压管路上设置压力表7。当系统瞬间压力增大时,蓄能器6可以吸收这部分的能量,以保证整个系统压力正常,压力表7在保压夹具中具有方便操作人员观察夹具本
体液压压力大小,以此来判断各液压缸夹紧力是否满足的要求,使工件稳定的固定在定位位置,保证机床加工时对机床、刀具的绝对安全。气吹嘴11作为装夹气缸盖前,对每一处定位垫块16、圆柱销20、菱形销等与工件接触位置进行吹气,目的是不允许与气缸盖接触的表面存在铁屑等污物,以免影响定位精度。
23.此外,基座1的后部还设置气检垫块3上部设有1
‑
1.2mm的小孔,该小孔连接气密检测压力开关。工件装夹后进行气密检测,气密检测压力开关设置有一定阈值,当工件与气检垫块3未贴合到位时,出现漏气现象,此时压力开关检测报警,机床不进行加工。当工件与气检垫块3紧密贴合时,压力维持不变或轻微变化,符合设定的阈值,机床进行加工。
24.上述夹具实现气缸盖夹紧定位的过程如下所述。
25.初始滑台15处于滑台导轨9的外侧,将气缸盖工件放于滑台15上,推入至预定位销5位置,通过两个预定位销5初步定位,并通过各个导向轮12支撑。然后沿滑台导轨9推动滑台15,将滑台15上工件的推入至可调整式圆柱销座4和可调整式菱形销座8位置,通过工件上的销孔与圆柱销和菱形销的结合实现完全定位。启动各个转角液压缸2和杠杆液压缸17,通过转角压板10将工件前面压紧在定位垫块16上,通过杠杆压板14将工件侧面压紧,实现工件机械加工前的装夹定位。气密检测合格后,进行加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。