1.本实用新型属于建筑材料专用设备领域,具体涉及现代化养殖企业养殖舍建筑材料的一种伺服控制的钢筋网片折弯机。
背景技术:
2.目前,为提高养殖质量,改善养殖环境,减少病害发生,延长养殖舍的使用寿命,现代化建筑对建材预制品的要求越来越高,且现代化建筑、养殖企业的规模不断扩大。因此对预制梁、预制板、漏粪地板等预制品的需求和质量要求也在不断提高。目前,市面上漏粪地板预埋钢筋网片大多使用简易的折弯机械,主要由螺纹筋调直后按长度剪切,然后单根折弯,折弯后利用工位夹具再焊成片。缺点:周转工序重复、效率低、网片尺寸一致性差,效率低影响企业经济利益,网片尺寸不一致造成漏粪地板漏筋,降低了地板强度减少地板的使用寿命,影响漏粪地板总体质量。
3.市场开发和调研过程中,发现大型建材企业及现代化养殖企业所用的漏粪地板钢筋网片的生产目前均存在上述问题,对产品质量和生产效率有很大的制约。鉴于以上问题和缺陷,需要一套高效、质量稳定的自动折弯机克服现在钢筋网片生产中存在的不便与缺陷。
技术实现要素:
4.本实用新型提供一种伺服控制的钢筋网片折弯机,所要解决的技术问题为:现有技术存在的周转工序重复、劳动量大、效率低、网片尺寸一致性差等。
5.为了解决上述技术问题,本实用新型采用如下技术方案:
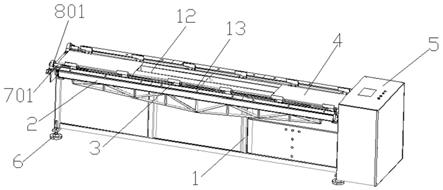
6.包括主机架,主机架中部位置设有水平的工作台,工作台中心位置设有凹槽,两侧相对位置设有对称的安装槽,安装槽与主机架通过螺栓固定连接,安装槽上相对位置设有多个定位刀具,定位刀具与安装槽通过螺栓连接,定位刀具开口方向一致,主机架上端相对位置设有左轴承座和右轴承座,两个轴承座在主机架的两个顶端,左轴承座和主机架通过螺栓固定连接,左轴承座中心位置设有左连接轴,左连接轴的左侧端穿过左轴承座,左连接轴右侧端设有水平放置的折弯主轴,折弯主轴右侧设有右连接轴,右连接轴右侧穿过右轴承座,右连接轴与联轴器固定连接,右连接轴右侧一端与联轴器在同一水平位置,联轴器右侧设有动力模块,动力模块和主机架相接触,联轴器与动力模块中心对称,动力模块下侧设有竖直放置的电机,电机与主机架接触,动力模块和电机通过螺栓与主机架固定连接,电机和动力模块外侧设有半包裹状态电控箱,电控箱与主机架相接触,电控箱与主机架通过螺栓固定连接。
7.进一步的,折弯主轴与连接轴和连接轴都是通过螺栓固定连接。
8.进一步的,主机架右侧的折弯装置与左侧相同,两端的装置相适配。
9.进一步的,电控箱上侧相对位置设有内嵌的触摸屏,触摸屏右侧相对位置设有内嵌的功能按钮。
10.进一步的,主机架下侧相对位置设有四个相同的调整低脚杯,调整低脚杯与主机架螺纹连接。
11.相对于现有技术,本实用新型的有益效果为:
12.本实用新型中,通过设置可调的折弯主轴、定位刀具,工作台上的钢筋网片折弯角度可自由调整,且尺寸统一,装夹以此即可折弯成型,大大提高生产效率和产品质量;通过设置电控箱,这里电控箱上设有触摸屏和功能按钮,通过触摸屏设置不同角度和频率来改变折弯主轴的位置和速度,实现钢筋网片在折弯成型过程中不同阶段使用不同的角度和速度,功能按钮可以实现手动和自动操作,电控箱另设有急停按钮和蜂鸣器,有故障报警功能和突发情况紧急停止功能,实现人工智能控制,傻瓜式操作,不受作业人员技术水平限制;提高了劳动效率,传统工艺折弯焊接一片需3分钟,本实用新型折弯一片仅需6
‑
8秒;节省了企业用工成本,传统工艺需要2
‑
3个强壮劳动力多个工位配合作业,本实用新型仅需一人一个工位即可作业,并且不受作业人员体能限制;提高产品合格率,本实用新型折弯后的钢筋网片,尺寸误差0.5mm,角度、位置误差0.1
°
,精度误差越小,做出的漏粪地板废品率越低。
附图说明
13.图1为本实用新型的结构示意图;
14.图2为电控箱剖视图示意图;
15.图3为本实用新型工作状态的结构示意图;
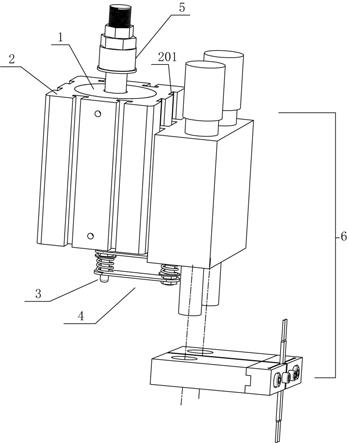
16.图4为折弯动作相关装置的结构示意图;
17.图5为定位刀具的结构示意图;
18.图6为钢筋网片未折弯状态的结构示意图;
19.图7为钢筋网片折弯状态的结构示意图;
20.图8为定位刀具卡紧钢筋网片的结构示意图。
21.图中:1.主机架,2.折弯主轴,3.定位刀具,4.工作台,5.电控箱,6.调整低脚杯,701.左连接轴,702.右连接轴,801.左轴承座,802.右轴承座,9.联轴器,10.电机,11.动力模块,12.凹槽,13.安装槽,14.触摸屏,15.功能按钮,16.钢筋网片。
具体实施方式
22.实施例:如图1至图8所示,包括主机架1,主机架1中部位置设有水平的工作台4,工作台4中心位置设有凹槽12,两侧相对位置设有对称的安装槽13,安装槽13与主机架1通过螺栓固定连接,安装槽13上相对位置设有多个定位刀具3,定位刀具3与安装槽13通过螺栓连接,定位刀具3开口方向一致,主机架1上端相对位置设有左轴承座801和右轴承座802,两个轴承座在主机架1的两个顶端,左轴承座801和主机架1通过螺栓固定连接,左轴承座801中心位置设有左连接轴701,左连接轴701的左侧端穿过左轴承座801,左连接轴701右侧端设有水平放置的折弯主轴2,折弯主轴2与左连接轴701和右连接轴702都是通过螺栓固定连接,折弯主轴2右侧设有右连接轴702,右连接轴702右侧穿过右轴承座802,右连接轴702与联轴器9固定连接,右连接轴702右侧一端与联轴器9在同一水平位置,联轴器9右侧设有动力模块11,动力模块11和主机架1相接触,联轴器9与动力模块11中心对称,动力模块11下侧设有竖直放置的电机10,电机10与主机架1接触,动力模块11和电机10通过螺栓与主机架1
固定连接,电机10和动力模块11外侧设有半包裹状态电控箱5,电控箱5与主机架1相接触,电控箱5与主机架1通过螺栓固定连接,主机架1右侧的折弯装置与左侧相同,两端的装置相适配,电控箱5上侧相对位置设有内嵌的触摸屏14,触摸屏14右侧相对位置设有内嵌的功能按钮15,主机架1下侧相对位置设有四个相同的调整低脚杯6,调整低脚杯6与主机架1螺纹连接。
23.工作过程:根据所需钢筋网片16尺寸,调整定位刀具3在安装槽13的位置,两排定位刀具3位置调整一致,定位刀具3在安装槽13的位置起到给钢筋网片16左右定位的作用,调整折弯主轴2的左轴承座801可以起到给钢筋网片16前后定位;在触摸屏14上调整好钢筋网片16所需的折弯角度和速度,两个折弯主轴2的角度和速度参数分别单独设置(折弯主轴的角度设有起始角度和终止角度);作业人员将焊接成片的钢筋网片16放置在折弯机工作台4上,向右推动网片让网片用定位刀具3卡紧;点击启动按钮15,电机10启动,动力模块7将电机10的动能转化为转动力,通过联轴器9和右连接轴702传递到折弯主轴2上,折弯主轴2将按设定好的角度和速度转动,将钢筋网片16折弯成型;折弯动作完成以后,折弯主轴2恢复到起始位置;作业人员将折弯好的钢筋网片16,向左轻拉,脱离定位刀具3卡槽,然后将钢筋网片16放置在指定的工位;一个折弯动作循环完成。所谓的连接轴702上设有编码器,编码器通过电性连接和电控箱5连接,实现折弯主轴2在微电脑系统中的位置输出;所述的电控箱5另设有急停按钮和蜂鸣器,有故障报警功能和突发情况紧急停止功能,电控箱5内还设有cpu和变频器等电气元件,通过程序指令,控制及保护电机10,单个电机10通过机座固定设置在主机架1上,单个电机10上设有散热风扇。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。