1.本发明属于超塑成形技术领域,尤其涉及一种钛合金四层结构高温成形柔性模具、模具组件及制备方法。
背景技术:
2.在四层结构产品内部芯层超塑成形出立筋的过程中,芯层与蒙皮会提前接触并发生扩散连接,蒙皮在立筋处极易受向内的压应力,若蒙皮与模具之间摩擦力不足则极易在蒙皮表面出现沟槽缺陷,影响使用性能。
3.目前控制蒙皮表面沟槽的形式有以下几种:(1)采用加厚蒙皮或包套的方式,该方式本质上都是增加蒙皮整体的厚度来实现加大变形抗力,因此在完成成形后增加除余量的操作;(2)蒙皮与芯层之间施加背压的方式,该方式通过在内部施加背压,既可增大蒙皮与模具之间的摩擦,也可减小蒙皮内的压应力,但该方法只能在一定程度上减小沟槽的产生。
技术实现要素:
4.鉴于上述的分析,本发明旨在提出一种钛合金四层结构高温成形柔性模具、模具组件及制备方法,以解决上述技术问题中的至少一个。
5.本发明的目的主要是通过以下技术方案实现的:
6.第一方面,本发明实施例提供了一种钛合金四层结构高温成形柔性模具,其特征在于,包括:可移动成形板;
7.所述可移动成形板上设置有冲头,所述冲头间设置有缓冲槽,所述冲头与钛合金四层结构的芯层筋格一一对应。
8.进一步地,所述模具还包括:压板、弹簧和固定成形板;
9.所述固定成形板与所述压板形成封闭腔室;
10.所述可移动成形板安装在所述固定成形板上,所述可移动成形板相对于所述固定成形板可移动;
11.在所述封闭腔室内,所述弹簧一端连接所述压板,一端连接所述可移动成形板。
12.进一步地,所述模具还包括:限位件;
13.所述限位件设置在所述封闭腔室内,且设置在所述压板和所述可移动成形板之间。
14.进一步地,所述限位件包括第一尺寸和第二尺寸;
15.所述限位件以所述第一尺寸限制所述可移动成形板移动时,所述模具用于钛合金四层结构的蒙皮的预成形;
16.所述限位件以所述第二尺寸限制所述可移动成形板移动时,所述模具用于制备所述钛合金四层结构。
17.第二方面,本发明实施例提供了一种模具组件,所述模具组件包括:上成形模具;
18.所述上成形模具采用第一方面中的模具。
19.进一步地,所述模具组件还包括:下成形模具;
20.所述下成形模具采用第一方面任一项所述的模具。
21.第三方面,本发明实施例提供了一种钛合金四层结构制备方法,基于第二方面所述的模具组件,包括:
22.步骤1、选取用于四层结构高温成形的板材,分别为上蒙皮、下蒙皮、上芯层和下芯层;
23.步骤2、利用下成形模具分别对上蒙皮、下蒙皮进行预成形,得到预成形上蒙皮、预成形下蒙皮;
24.步骤3、依次按照预成形上蒙皮、所述上芯层、所述下芯层、预成形下蒙皮叠放,并设置通气管路,得到构件;
25.步骤4、将所述构件装入上成形模具和下成形模具组成的空间内,其中所述预成形上蒙皮与所述上成形模具的冲头抵接,所述预成形下蒙皮与所述下成形模具的冲头抵接;
26.步骤5、将所述构件、所述上成形模具和所述下成形模具安装至热成形机上,加热到扩散连接温度;通过所述通气管路向所述预成形上蒙皮、所述上芯层之间以及所述预成形下蒙皮、所述下芯层之间施加压力,使所述上芯层和所述下芯层完成扩散连接;通过所述通气管路向上芯层、下芯层之间施加压力,实现芯层筋格的超塑成形。
27.进一步地,分别在所述上蒙皮和所述下蒙皮上设置筋条,并在所述筋条上涂抹阻焊剂;
28.所述筋条对应所述芯层筋格间的空隙。
29.进一步地,在所述上蒙皮和所述上芯层之间设置第一通气管路;
30.在所述上芯层和所述下芯层之间设置第二通气管路;
31.在所述下芯层和所述下蒙皮之间设置第三通气管路。
32.进一步地,将整体加热到扩散连接温度后,先向第一通气管路、第三通气管路中施加压力并保温,使所述上芯层和所述下芯层紧贴;所述上芯层和所述下芯层完成扩散连接后,再整体升温到超塑成形温度,并向第二通气管路中持续施加气压;所述整体用于指示所述上蒙皮、所述上芯层、所述下芯层、所述预成形下蒙皮。
33.进一步地,步骤2之后,步骤3之前还包括封焊。
34.进一步地,首先将上芯层和下芯层焊接到一起,并在进气口位置焊接第二通气管路;然后将上、下蒙皮以及封焊好的上、下芯层焊接到一起,并在上蒙皮与上芯层之间焊接第一通气管路,在下蒙皮与下芯层之间焊接第三通气管路。
35.进一步地,步骤5中,首先将成形下模具的限位件调整至钛合金四层结构制备状态,再将上成形模具和下成形模具安装至热成形机上。
36.进一步地,向第一通气管路、第三通气管路中施加压力大小为0.1mpa,保温2h。
37.与现有技术相比,本发明至少能实现以下技术效果之一:
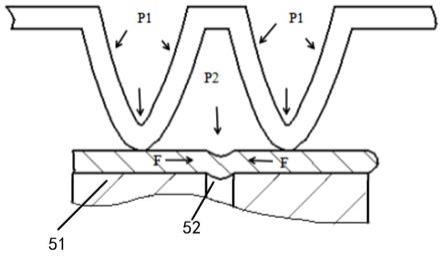
38.1.在超塑成形过程中,如图1所示,上(下)芯层筋格在气压p1的作用下挤压上(下)蒙皮。而上(下)芯层筋格间的气体对上(下)蒙皮产生的压力为p2。冲头与芯层筋格一一对应,因此冲头以及冲头上的蒙皮承担压力p1,冲头在压力p1的作用下移动。缓冲槽处的蒙皮承担压力p2,并在p2和背部应力f的作用下,缓冲槽处的蒙皮沿着缓冲槽内壁形成突出部,此时蒙皮表面出现沟槽。通常,突出部的尺寸由背部应力f决定。然而由于缓冲槽的存在,背
部应力f不足以让突出部的尺寸持续增加,从而实现在蒙皮表面形成可消除的沟槽。之后,利用p1推动冲头,使得突出部两侧蒙皮继续向下运动,从而实现拉平蒙皮的目的。
39.2.通过蒙皮预成形,增加芯层筋格的生长空间,进而延后蒙皮出现沟槽的时间。延时后,p2和蒙皮的背部应力居于稳定,更容易生成可消除的沟槽。
40.3.在模具中设置限位件,以控制可移动成形板在封闭腔室内的具有至少两个最大位移量,且每一个最大位移量对应一个功能,从而实现一模多用,简化了工艺设备。
41.4.在蒙皮的筋条上涂抹阻焊剂,以防止芯层筋格在接触蒙皮前,与蒙皮上的筋条发生扩散连接。
42.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
43.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
44.图1为本发明实施例提供的超塑性成形过程的局部示意图;
45.图2为本发明实施例提供的上下芯层阻焊剂涂覆部位的示意图;
46.图3为本发明实施例提供的一种钛合金四层结构高温成形柔性模具的结构示意图;
47.图4为本发明实施例提供的另一种钛合金四层结构高温成形柔性模具的结构示意图;
48.图5为本发明实施例提供的限位件的第一尺寸的示意图;
49.图6为本发明实施例提供的限位件的第二尺寸的示意图;
50.图7为本发明实施例提供的热压成形模具处于工作状态的示意图;
51.图8为本发明实施例提供的通气管路结构示意图;
52.图9为本发明实施例提供的一种成形后产品的结构示意图。
53.附图标记:
[0054]1‑
压板;2
‑
沉头螺钉;3
‑
弹簧;4
‑
固定成形板;5
‑
可移动成形板;51
‑
冲头;52
‑
缓冲槽;6
‑
限位件;x
‑
第一通气管路;y
‑
第二通气管路;z
‑
第三通气管路。
具体实施方式
[0055]
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
[0056]
超塑成形技术最广泛的应用是与扩散连接技术组合而成的超塑成形/扩散连接组合工艺技术,利用金属材料在一个温度区间内兼具超塑性与扩散连接性的特点,一次成形出带有空间夹层结构的整体构件。按照成形构件初始毛坯数量不同可以分为单层、两层、三层及四层结构形式。
[0057]
针对四层结构,由上到下依次包括:上蒙皮、上芯层、下芯层和下蒙皮。成形之前利用上芯层和下芯层组成一个半封闭的“袋子”,并将袋子置于上下蒙皮之间。之后将上述四
层结构设置于模具中,并升温直至芯层材料到达超塑状态。最后向“袋子”内部施加压力,使得“袋子”膨胀,并挤压上下蒙皮,最终使上下蒙皮紧贴模具内壁,从而完成成形过程。
[0058]
在实际工艺中,会通过焊接的方式将部分“袋子”焊接到一起,如图2所示,阴影区域是上下芯层焊接的区域,而白色区域涂有阻焊剂,因此只有白色的区域的部分才会在压力的作用下生长,这些白色区域生长后成为芯层筋格。成形后产品结构如图9所示。在芯层晶格挤压蒙皮时,芯层晶格间的蒙皮受到两个方向挤压容易在表面形成沟槽,这些沟槽会影响器件的性能。
[0059]
为了解决上述技术问题,本发明实施例提供了一种钛合金四层结构高温成形柔性模具,如图3所示,包括:压板1、沉头螺钉2、弹簧3、固定成形板4和可移动成形板5。
[0060]
固定成形板4与压板1连接形成腔室,可移动成形板5的移动侧位于腔室内,可移动成形板5的成形侧设有交替分布的冲头51和缓冲槽52。
[0061]
弹簧设置在可移动成形板5的移动侧和压板之间,也就是说,弹簧3一端连接压板1,一端连接可移动成形板5。
[0062]
本发明通过可移动成形板的结构设置,解决了在芯层晶格挤压蒙皮时,芯层晶格间的蒙皮受到两个方向挤压容易在表面形成沟槽。
[0063]
具体的,固定成形板4的一端与压板1连接,并通过沉头螺钉2固定。固定成形板4的另一端形成上下成形模具的对接面,可移动成形板5的成形侧端面不与固定成形板4的对接面平齐,便于形成上蒙皮、上芯层、下芯层和下蒙皮四层结构的容置成形空间,并使得该空间的形状与扣合后的上蒙皮和下蒙皮相匹配。
[0064]
具体地,可移动成形板5相对于固定成形板4可沿层向移动,为了便于可移动成形板5在腔体内移动,固定成形板4的对接面侧可以设置阶梯孔,以便于冲头51和缓冲槽52穿过阶梯孔,可移动成形板5的移动侧搭接在限位台阶上,实现对可移动成形板5的限位和固定。
[0065]
示例性地,固定成形板4为带有阶梯孔的筒状结构,具有小直径段和大直径段,可移动成形板5为活塞状,包括头端和杆端,头端直径大于杆端直径,杆端设有交替分布的冲头51和缓冲槽52。
[0066]
初始状态下,可移动成形板5的头端搭接在台阶面上,杆端穿过小直径段,弹簧处于自然伸缩状态,或者弹簧一端抵住可移动成形板5的头端。
[0067]
成形过程中,在成形压力和弹簧的共同作用下,可移动成形板5的头端沿固定成形板4的大直径段的筒壁移动,杆端一同移动,全部或部分移动至固定成形板4的大直径段。
[0068]
具体的,可移动成形板5上设置有冲头51,冲头51间设置有缓冲槽52,冲头51与芯层筋格一一对应。缓冲槽的尺寸取决于芯层筋格间的距离。
[0069]
以上述柔性模具作作为下成形模使用为例,说明本发明的成形过程。在超塑成形过程中,如图1所示,下芯层筋格在气压p1的作用下挤压下蒙皮,其中p1为第二通气管路充入的气体对芯层筋格产生的压力。而下芯层筋格间的气体对下蒙皮产生的压力为p2。冲头与芯层筋格一一对应,因此冲头以及冲头上的蒙皮承担压力p1,冲头在压力p1的作用下移动。缓冲槽处的蒙皮承担压力p2和背部应力f,其中背部应力f为芯层筋格挤压蒙皮产生的。在p2和背部应力f的作用下,缓冲槽处的蒙皮沿着缓冲槽内壁形成突出部,此时蒙皮表面出现沟槽。通常,突出部的尺寸由背部应力f决定。然而由于缓冲槽的存在,背部应力f不足以
让突出部的尺寸持续增加,从而实现在蒙皮表面形成可消除的沟槽。之后,利用压力p1推动冲头,使得突出部两侧蒙皮继续向下运动,从而实现拉平蒙皮的目的。
[0070]
需要说明的是,如果缓冲槽位置为刚性平面,在p2和背部应力f的作用下,蒙皮会在靠近下芯层的一侧形成沟壑,该沟壑同样会影响产品的性能。因此在在本发明实施例中,缓冲槽的设定就是为了引导p2和f在预设的方向形成可消除的沟槽,再借助p1推动可移动成形板5,消除p2和f生成的沟槽,即通过缓冲槽52、冲头51、可移动成形板5在p1、p2和f条件下相互配合实现了在成形过程中重复生成可消除沟槽
‑
消除的过程,直至成形完成。
[0071]
在成形过程中,如果芯层筋格在快速生长的时候挤压蒙皮,容易在蒙皮上形成不可消除的沟槽。为了解决上述问题,在本发明实施例中,预先对蒙皮进行预成形,使得蒙皮呈碗状,提前为芯层筋格预留足够的生长空间。这意味着需要多制备一个预成形的模具,多一个模具会增加工艺的复杂程度并影响器件尺寸的精确度。
[0072]
为了解决上述技术问题,本发明实施例在上述模具的基础上,在所述封闭腔室内,压板1和可移动成形板5移动侧之间设置限位件。通过限位件,可以限制可移动成形板5在封闭腔室内的最大移动量。
[0073]
虽然说本发明实施例适用于很多限位件,例如在封闭空间的侧壁上设置卡槽或索道,并利用卡槽或索道限制限位件的位置,或在封闭空间的侧壁上设置可插拔的插销、筋等结构,以实现限位的功能。但实际工艺中,模具的大小通常要匹配产品和工艺,上述结构虽然能实现限位作用,但模具的大小会限制上述方式的实现。
[0074]
优选地,限位件可以通过自身尺寸限制可移动成形板5在封闭腔室内的最大移动量。限位件可呈多种状态,每种状态下的高度尺寸不同,示例性地,限位件高度尺寸包括第一尺寸和第二尺寸,限位件以第一尺寸限制移动量时,模具用于蒙皮的预成形;限位件以第二尺寸限制移动量时,模具用于制备钛合金四层结构。由于限位件通过尺寸的变化实现限位作用,限位件的尺寸可以根据模具的大小进行设计,因此本发明实施例提供的模具能够更好地满足工艺的需求。
[0075]
为了实现限位件可呈多种状态,且每种状态下的高度尺寸不同,示例性地,限位件为多条曲率半径不同的弧线相接而成,如限位件包括球缺部和与球缺部光滑相接的弯钩部,弯钩部包括上弧面和下弧面,上弧面的半径大于下弧面的半径,球缺半径大小介于上弧面半径和下弧面半径之间,限位件可以沿位于球心部位的轴旋转,旋转角度不同时,限位件的高度尺寸不同。在一种位置中,限位件的球缺部与可移动成形板5移动侧抵接,限位件的弯钩部的上弧面的最高点的弧线与压板底面相切,此时高度尺寸最大,限位部实现最小移动量的限值,在另一种位置中,限位件的球缺部一侧与可移动成形板5移动侧抵接,限位件的高度尺寸为球缺部半径,限位部可实现最大移动量的限值。
[0076]
具体地本发明实施例提供了另一种下模具组件如图4
‑
6所示,包括图3模具的全部结构和限位件6。图中限位件6具有两个尺寸,其中图5对应第一尺寸,图6对应第二尺寸。在限位件6以第一尺寸限制可移动成形板5移动时,下模具用于蒙皮预成形,在限位件处于第二尺寸时,下模具用于制备钛合金四层结构的下半部分。通过上述方式本发明实现了一模多用,简化了制备钛合金四层结构的工艺。
[0077]
此外,本发明实施例提供了一种上模具组件,其结构如图2所示。需要说明的是,之所以选择下模具组件作为一模多用的模具是为了适应热压成形工艺。在热压成形工艺中,
热压成形设备上的热压成形模的工作状态如图7所示,显然此时下模具组件更适用于热压成形场景中。
[0078]
基于上述模具,本发明实施例提供了一种钛合金四层结构制备方法,包括以下步骤:
[0079]
步骤1、选取用于四层结构高温成形的板材,分别为上蒙皮、下蒙皮、上芯层和下芯层。
[0080]
步骤2、利用下成形模具分别对上下蒙皮进行预成形。
[0081]
在本发明实施例中,为了阻止芯层筋格与上下蒙皮上的筋格发生扩散连接,从而保证成形工艺中芯层筋格间的气体有通畅的排气通道。在步骤2之前,步骤1之后,分别在上蒙皮和下蒙皮上设置筋条,并在筋条上涂抹阻焊剂,其中筋条对应芯层筋格间的空隙。
[0082]
步骤3、依次按照预成形上蒙皮、上芯层、下芯层、预成形下蒙皮叠放,并设置通气管路,得到构件。
[0083]
在本发明实施例中,总共需要设置三个通气管路,如图8所示,分别是:
[0084]
在上蒙皮和上芯层之间设置第一通气管路x,
[0085]
在上芯层和下芯层之间设置第二通气管路y,
[0086]
在下芯层和下蒙皮之间设置第三通气管路z。
[0087]
步骤4、将构件装入上成形模具和下成形模具组成的空间内,其中所述预成形上蒙皮与所述上成形模具的冲头抵接,所述预成形下蒙皮与所述下成形模具抵接;
[0088]
步骤5、将构件、上成形模具和下成形模具安装至热成形机上,将整体加热到扩散连接温度后,通过通气管路向预成形上蒙皮、上芯层之间以及预成形下蒙皮、下芯层之间施加压力,使上芯层和下芯层完成扩散连接;通过通气管路向上、下芯层之间施加压力,实现芯层筋格的超塑成形。
[0089]
在本发明实施例中,扩散连接温度为扩散连接温度,将整体加热到扩散连接温度后,先向第一通气管路、第三通气管路中施加压力并保温,使上、下芯层紧贴,完成扩散连接后,再整体升温到超塑成形温度,并向进气第二通气管路中持续施加气压。
[0090]
为了说明上述方案的可行性,本发明给出以下具体实施方式:
[0091]
实施例1
[0092]
本实施例提供了一种钛合金四层结构高温成形柔性模具,压板1、沉头螺钉2、弹簧3、固定成形板4和可移动成形板5。固定成形板4与压板1连接形成腔室,可移动成形板5的移动侧位于腔室内,可移动成形板5的成形面侧设有交替分布的冲头51和缓冲槽52。固定成形板4为带有阶梯孔的筒状结构,具有小直径段和大直径段,可移动成形板5为活塞状,包括头端和杆端,头端直径大于杆端直径,杆端设有交替分布的冲头51和缓冲槽52。可移动成形板5的冲头51和缓冲槽52穿过阶梯孔,可移动成形板5的移动侧搭接在限位台阶上,实现对可移动成形板5的限位和固定。在成形压力和弹簧的共同作用下,可移动成形板5的头端沿固定成形板4的大直径段的筒壁移动,杆端一同移动,全部或部分移动至固定成形板4的大直径段。
[0093]
压板上设有沉头孔以及高温弹簧安装座,以便于高温弹簧的安装以及压板的固定。可动成形板上的每一个小冲头与钛合金四层结构超塑成形的每个筋格相对应,以便在相应位置施加适当的压力,而中间空隙部位可给超塑成形蒙皮预留成形空间,以便在后续
成形中消除。
[0094]
上述成形模具的原理如下:在超塑成形的气压加载以及高温弹簧的作用下,钛合金四层结构产品会在可动型面的引导下缓慢成形,由于筋格间不可避免的挤压力以及芯层与蒙皮之间背压的存在,蒙皮在该模具内会成形处如图4所示的向外突出的可消除沟槽。由于模具上该空隙足够小,因此完全成形该沟槽所需的成形力f较大,而筋格间的挤压力不足以抵抗该成形力f,因此该向外突出的沟槽仅维持在较低的高度。当蒙皮完全贴模时,由于背压的消失以及模具表面的反作用力,最终可以实现沟槽的去除以及表面平整的效果。
[0095]
实施例2
[0096]
本实施例提供了一种超塑成形模具组件,包括上成形模具和下成形模具,上成形模具和下成形模具。
[0097]
上成形模具可采用图3所示的成形模具,下成形模具也可采用图3所示的成形模具,此时,可采用现有的热压成形模具进行上下蒙皮预成形。
[0098]
上成形模具可采用图3所示的成形模具,下成形模具采用图4所示的成形模具,此时,可采用下成形模具进行上下蒙皮预成形。
[0099]
上成形模具可采用图4所示的成形模具,下成形模具采用图4所示的成形模具,此时,可采用上成形模具或下成形模具进行上下蒙皮预成形。
[0100]
采用图4所示的成形模具时,其中新增了一对凸轮结构,因此当凸轮结构固定可动成形板面后(见图4),该模具可作为上下蒙皮预成形下模用,而当凸轮结构放松时(见图6),该模具可作为超塑成形模具使用。
[0101]
以四层结构超塑扩散成形的基本单元为例,采用图4所示的成形模具的成形方法包括:选取用于四层结构高温成形的板材,分别为上蒙皮、下蒙皮、上芯层、下芯层;利用凸轮将成形下模具固定成为热压模具,利用该模具以及热成形上模具将上下蒙皮进行成形,初步得到蒙皮的基本轮廓;为防止成形面材料相互扩散,在蒙皮和芯层的筋格以及通气孔处涂覆阻焊剂;将四层板材依次按照上蒙皮、上芯层、下芯层、下蒙皮叠放,将通气管路焊接到如图8所示的位置后,将其四周封焊;将成形下模具的凸轮置于松开位置,然后将所得构件装入超塑成形上下模中并安装至热成形机上,将整体加热到扩散连接温度后,向上蒙皮、上芯层之间以及下蒙皮、下芯层之间施加压力,使其完成扩散连接;向上、下芯层之间施加压力,实现芯层筋格的超塑成形。
[0102]
实施例3
[0103]
本实例针对钛合金四层结构高温成形产品提出了一种柔性成形的模具及成形方法;该零件的材料为ta15钛合金,零件的外形尺寸为300mm
×
300mm,其内部结构如图9所示。本成形方法中,采用图4所示的钛合金四层结构高温成形柔性模具作为下成形模具,采用图3所示的钛合金四层结构高温成形柔性模具作为上形成模具。本实例的具体方法步骤如下:
[0104]
步骤1、进行坯料的下料。
[0105]
利用激光切割机对平板进行下料,下料尺寸为300mm
×
300mm,其中,上、下蒙皮板料的厚度为1.6mm。完成下料后,利用角磨机将板料四周的熔渣去除。
[0106]
步骤2、进行上下蒙皮热压预成形。
[0107]
为了提高芯层超塑成形的质量,须对上下蒙皮进行热压预成形。首先需要将下成形模具的凸轮(限位件)置于卡紧位置(利用第一尺寸限位),并将下成形模安装至热成形机
上。然后将机加预处理上下蒙皮进行碱崩酸洗,以去除表面油污、便于防护涂料的附着。随后将碱崩酸洗后的上下蒙皮表面均匀的喷涂热防护涂层,以进行热成形过程中的润滑和防护。最后其置于热成形机内预热5分钟后成形,完成成形后保压10分钟,得到蒙皮的基本轮廓。上下蒙皮预成形后,上下蒙皮形变量为最终形变量的[60%,80%]。
[0108]
步骤3、涂覆阻焊剂。
[0109]
芯层气路以及成形部位需要涂覆阻焊剂,以防止高温下发生扩散连接。首先对芯层内表面涂覆可剥漆,然后在图2阴影位置用刀片刻画相应形状(保证涂漆处与芯层筋格是对应的)后将其剥离。最后将调配好的阻焊剂均匀地喷涂芯层的内表面,待阻焊剂完全干燥后,将其余可剥漆去除。
[0110]
步骤4、封焊。
[0111]
首先将上芯层将下芯层焊接到一起,并在图8所示的进气口位置焊接第二通气管路。然后将上、下蒙皮以及封焊好的上下芯层焊接到一起,并在上蒙皮与上芯层之间焊接第一通气管路,在下蒙皮与下芯层之间焊接第三通气管路。
[0112]
步骤5、扩散连接及超塑成形。
[0113]
首先需要将成形下模具的凸轮(限位件)置于松开位置(利用第二尺寸限位),并将超塑成形上下模安装至热成形机上。将焊接后的整体装入模具后,将其置于热压机中整体加热到扩散连接温度。随后向第一通气管路、第三通气管路中施加0.1mpa的气压并保温2h,使芯层紧贴,有利于完成其扩散连接。待扩散连接完成后,将板材整体升温到超塑成形温度,并向进气第二通气管路中持续施加气压,使板材整体完成超塑成形/扩散连接的过程。
[0114]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。