一种t型材的防变形焊接工装及防变形焊接方法
技术领域
1.本发明属于钢板焊接技术领域,具体涉及一种含ni超低温合金钢t型材的防变形焊接工装及防变形焊接方法。
背景技术:
2.在船舶中,t型材的使用十分常见,其常见的装配焊接方法为:先在专用t型材流水线设备上完成拼装,将面板一侧固定在装焊平台上,腹板放置于水平位置,气体保护焊自动角焊小车放置于腹板上,一侧角焊缝焊接完成后,翻身采用同样的方式焊接另一侧角焊缝,焊后用氧
‑
乙炔加热方式对t型材进行火工矫正调直。但这种焊接方法只能局限用于热轧、正火或tmcp交货状态的碳锰合金钢。
3.目前,船舶上的液货舱主要采用高强度的含ni超低温合金钢建造而成,其内部装焊大量使用含ni超低温合金钢制造的t型材以保证液货舱的整体结构强度。根据其热处理特点及本身特性,采用该类合金钢制作的焊接构件任何条件下都禁止使用火工方式矫正,但由于含ni超低温合金钢与碳锰合金钢相比,线膨胀系数大,超过两米的t型材在焊接过程中极易发生变形,使得面板出现较大的上拱、腹板发生角变形,必须采用液压机配合专用模具进行机械矫正,以满足后续装焊精度要求。但含ni超低温合金钢t型材的机械矫正,不仅工序繁琐,效率低,而且控制难度大,极易导致焊缝开裂,出现t型材返修甚至报废的情况,极大地影响了液货舱的制造效率。
技术实现要素:
4.鉴于以上现有技术的缺点,本发明的目的在于提供一种t型材的防变形焊接工装及防变形焊接方法,其通过面板压紧装置压紧面板,避免面板在焊接过程中上拱变形;此外,两个角焊小车同时进行双侧焊接,在避免腹板角变形的同时,提高焊接效率。
5.为实现上述目的及其他相关目的,本发明提供一种t型材的防变形焊接工装,所述t型材包括垂直设置的面板和腹板;所述防变形焊接工装包括机架、台板、面板压紧装置和角焊装置,所述机架顶部开有第一容置槽;所述台板有两块,两块台板间隔设置在机架顶部,且两块台板关于第一容置槽的中心线对称分布;两块台板之间具有间隙,且该间隙形成第二容置槽,所述第一容置槽与第二容置槽共同形成用于放置面板的容置槽,所述容置槽的深度不小于面板的厚度;所述面板压紧装置有两组,且两组面板压紧装置分别位于腹板两侧以将腹板两侧的面板压紧在机架上;所述角焊装置有两个,且每个角焊装置包括角焊小车和送丝机构,角焊小车上设有焊枪及与腹板贴靠的定位轮;两个角焊小车对称设置在腹板两侧的台板上以同时对t型材两侧的角焊缝进行焊接;本发明利用面板压紧装置抑制面板在焊接过程中产生上拱变形,利用两个角焊小车同时焊接t型材两侧角焊缝,不仅提高焊接效率,而且抑制腹板的角变形,无需后期矫正,即可保证t型材的焊接质量,极大地提高了焊接效率,
6.优选地,所述机架包括沿面板长度方向间隔设置的多个支撑板,每个支撑板上均
设有定位槽,各定位槽的中心线共线,且各定位槽相互连通形成第一容置槽;所述台板设置在支撑板的顶部;所述面板压紧装置包括沿面板长度方向间隔设置的多个摆动压紧件和与摆动压紧件一一对应设置的角度锁紧件;所述台板内侧开有用于容置摆动压紧件的避让槽;每个面板压紧装置中摆动压紧件的个数与支撑板的个数相等;所述支撑板上开有第一固定孔,对应的摆动压紧件上开有第二固定孔,所述角度锁紧件包括固定螺栓和固定螺母,所述固定螺栓依次穿过支撑板的第一固定孔、对应摆动压紧件的第二固定孔后与固定螺母配合以锁定摆动压紧件的角度,本发明利用可靠近或远离面板的摆动压紧件压紧面板,其结构简单,可缩回至避让槽内,避免与吊装的t型材发生碰撞,降低吊装难度,同时,摆动压紧件压紧面板时,其顶部高度有限,不会与角焊小车发生干涉,影响角焊小车的连续焊接。
7.优选地,所述支撑板上设有限制固定螺栓的螺栓头转动的防转动装置,所述防转动装置包括间隔设置的两个卡块,以限制固定螺栓的转动,降低用户的操作难度。
8.优选地,所述台板的外侧设有与所述机架贴靠焊接的竖直板,所述竖直板与对应的台板垂直设置,且竖直板与对应的台板一体成型,保证台板的稳定性。
9.优选地,所述容置槽的深度与面板的厚度相等,保证角焊小车上的焊枪能对准角焊缝。
10.本发明还提供一种t型材的防变形焊接方法,其采用上述的防变形焊接工装进行焊接,该防变形焊接方法包括以下步骤:
11.s1、将预装的t型材吊装放置在机架上,使t型材的面板位于容置槽内;
12.s2、通过面板压紧装置压紧腹板两侧的面板;
13.s3、将两个角焊小车对称放置在腹板两侧的台板上,使角焊小车的定位轮贴靠在腹板上;
14.s4、调节焊枪的角度和位置,使焊枪呈45度对准t型材的角焊缝;
15.s5、设置角焊小车和送丝机构的参数,使两个角焊小车同时沿着腹板的长度方向移动,完成t型材的焊接。
16.如上,本发明的一种t型材的防变形焊接工装及防变形焊接方法,具有以下有益效果:
17.(1)本发明的t型材的防变形焊接工装,只需通过面板压紧装置即可限制面板的上拱变形,而双角焊小车的设置,不仅限制腹板的角变形,而且提高焊接效率;本发明装置结构简单,使用方便,无需后期矫正,即可获得符合要求的t型材,保证了焊接质量和焊接效率。
18.(2)面板压紧装置设置成可缩回避让槽的摆动压紧件,降低t型材吊装难度,避免t型材在吊装时与面板压紧装置发生碰撞;
19.(3)防转动装置的设置,可替代人手固定固定螺栓,降低用户调节摆动压紧件角度的难度。
附图说明
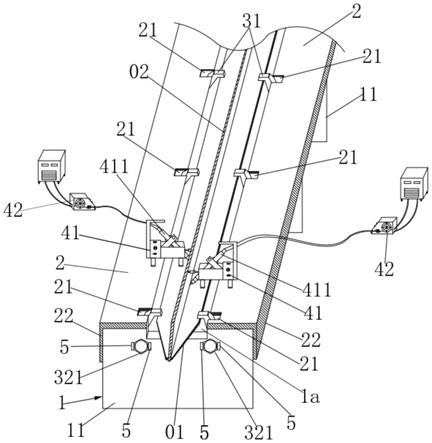
20.图1为使用本发明防变形焊接工装焊接t型材的状态图。
21.附图标记说明
22.面板01,腹板02,机架1,容置槽1a,支撑板11,台板2,避让槽21,竖直板22,摆动压
紧件31,固定螺栓321,角焊小车41,焊枪411,送丝机构42,卡块5。
具体实施方式
23.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
24.请参阅图1。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
25.如图1所示,本发明提供一种t型材的防变形焊接工装,所述t型材包括垂直设置的面板01和腹板02,所述面板01和腹板02由含ni超低温合金钢制成;所述防变形焊接工装包括机架1、台板2、面板压紧装置和角焊装置,所述机架1包括沿面板01长度方向间隔设置的多个支撑板11,每个支撑板11上均设有定位槽,各定位槽的中心线共线,且各定位槽相互连通形成第一容置槽;所述台板2有两块,两块台板2间隔设置在机架1顶部,且两块台板2关于第一容置槽的中心线对称分布;两块台板2之间具有间隙,且该间隙形成第二容置槽,所述第一容置槽与第二容置槽共同形成用于放置面板的容置槽1a,所述容置槽1a的深度不小于面板01的厚度;所述面板压紧装置3有两组,且两组面板压紧装置分别位于腹板02两侧以将腹板02两侧的面板01压紧在机架1上;所述角焊装置有两个,且每个角焊装置包括角焊小车41和送丝机构42,角焊小车41上设有焊枪411及与腹板02贴靠的定位轮;两个角焊小车41对称设置在腹板两侧01的台板2上以同时对t型材两侧的角焊缝进行焊接。
26.可以理解的是,焊枪为熔化极气体保护焊焊枪。
27.可以理解的是,为了保证角焊小车的水平度,所述容置槽1a的深度与面板01的厚度相等。
28.所述面板压紧装置包括沿面板01长度方向间隔设置的多个摆动压紧件31和与摆动压紧件31一一对应设置的角度锁紧件;所述台板2内侧开有用于容置摆动压紧件31的避让槽21;每个面板压紧装置中摆动压紧件31的个数与支撑板11的个数相等;所述支撑板11上开有第一固定孔,对应的摆动压紧件31下部开有第二固定孔,所述角度锁紧件包括固定螺栓321和固定螺母,所述固定螺栓321依次穿过支撑板11的第一固定孔、对应摆动压紧件31的第二固定孔后与固定螺母配合以锁定摆动压紧件31的角度,使摆动压紧件31压紧在面板01上。
29.进一步地,所述支撑板11上设有限制固定螺栓的螺栓头转动的防转动装置,所述防转动装置包括间隔设置的两个卡块5,用于辅助固定固定螺栓,以降低用户调节摆动压紧件位置的难度。
30.可以理解的是,面板压紧装置也可采用摆动气缸或者下压气缸等其它各种下压装置,对此不作限定。
31.如图1所示,台板2的外侧设有与所述机架1贴靠焊接的竖直板22,所述竖直板22与
对应的台板2垂直设置,且竖直板22与对应的台板2一体成型构成角钢。
32.本发明还提供一种t型材的防变形焊接方法,其采用上述的防变形焊接工装进行焊接,该防变形焊接方法包括以下步骤:
33.s1、将预装的t型材吊装放置在机架上,使t型材的面板位于容置槽内;
34.s2、通过面板压紧装置压紧腹板两侧的面板;
35.s3、将两个角焊小车对称放置在腹板两侧的台板上,使角焊小车的定位轮贴靠在腹板上;
36.s4、调节焊枪的角度和位置,使焊枪呈45度对准t型材的角焊缝;
37.s5、设置角焊小车和送丝机构的参数,使两个角焊小车同时沿着腹板的长度方向移动,完成t型材的焊接。
38.本发明装置已经在某98k
‑
vlec超大型乙烯气体运输船液货舱建造中成功应用,对焊接完成的6米t型材的焊接变形量及直线度进行测量,均完全满足建造精度控制要求,无需进行后期矫正,极大地提高了焊接效率,大幅缩短液货舱的建造周期。同时,对t型材的焊接接头进行理化试验检测,其力学及金相检验合格,焊缝根部未发现焊接缺陷,焊角根部熔深较深,且与母材熔合较好,焊接质量较好。
39.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。