1.本发明涉及到锁具技术领域,尤其涉及到一种新型的锁体结构及其加工工艺。
背景技术:
2.目前挂锁的锁体(壳)都是一体的,采用铜、铸铁、铝、锌合金、或不锈钢等材料,不锈钢加工成本高;铜材料成本贵而且强度一般;铸铁都有一个问题,容易生锈且容易断裂,且达不到国家标准。
技术实现要素:
3.本发明的目的在于提供一种新型的锁体结构及其加工工艺,用于解决上述技术问题。
4.本发明采用的技术方案如下:
5.一种新型的门锁锁体结构,包括锁梁、锁芯组件、圆管型材、锁梁固定座和锁舌,所述圆管型材的一侧设置有两所述锁梁固定座,且两所述锁梁固定座与所述圆管型材之间通过焊接工艺进行固定,两所述锁梁固定座之间设有所述锁梁,其中一所述锁梁固定座内设有所述锁舌,所述锁舌与所述锁梁连接,所述圆管型材内设有所述锁芯组件,所述锁芯组件与所述锁舌连接。
6.作为优选,每一所述锁梁固定座上分别开设有一锁梁孔,所述锁梁的两端与两所述锁梁孔连接。
7.作为进一步的优选,每一所述锁梁孔均沿所述圆管型材的轴向方向设置。
8.作为优选,其中一所述锁梁固定座上开设有一锁舌孔,所述锁舌设置在所述锁舌孔内。
9.作为进一步的优选,所述锁舌孔的轴线与所述圆管型材的轴线垂直。
10.作为优选,所述圆管型材以及所述锁梁固定座均采用钢材质或不锈钢材质。
11.一种新型的门锁锁体结构的加工工艺,所述加工工艺包括:
12.s1、选材,选择呈空心的所述圆管型材以及所述锁梁固定座;
13.s2、焊接,将所述锁梁固定座与所述圆管型材之间通过焊接工艺进行焊接固定;
14.s3、打孔,在所述锁梁固定座上加工锁梁孔和锁舌孔;
15.s4、组装,安装所述锁舌、所述锁梁和所述锁芯组件。
16.作为进一步的优选,所述锁梁固定座上与所述圆管型材接触的部分开设有弧形槽。
17.作为进一步的优选,所述锁梁固定座远离所述圆管型材的一端的两侧边缘为弧形倒角或直角。
18.上述技术方案具有如下优点或有益效果:
19.本发明中的门锁锁体结构采用分段式的加工方式,选择的圆管型材以及锁梁固定座均为成熟工艺生产的型材,并通过焊接工艺进行组装固定,省去了难度较高的工序铣槽
口与加工锁芯孔,使钢材料的加工工艺得到简化,使钢锁的普及成为可能,节省了加工时间,节约了材料,加工工艺得到简化,机械性能极大提高,锁具具有了很好的防爆,防扭性能,能真正符合该类锁的国家标准。
附图说明
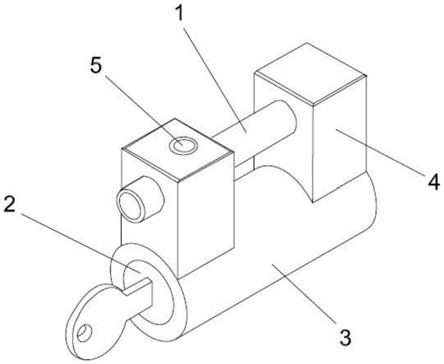
20.图1是本发明中新型的门锁锁体结构的结构示意图;
21.图2是本发明中圆管型材与锁梁固定座连接的结构示意图;
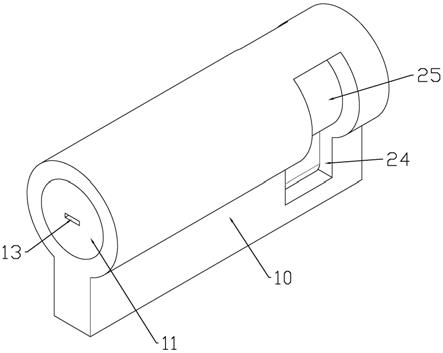
22.图3是本发明中新型的门锁锁体结构的另一种结构示意图。
23.图中:1、锁梁;2、锁芯组件;3、圆管型材;4、锁梁固定座;5、密封片;6、锁梁孔;7、锁舌孔。
具体实施方式
24.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.图1是本发明中新型的门锁锁体结构的结构示意图;图2是本发明中圆管型材与锁梁固定座连接的结构示意图,请参见图1至图2所示,示出了一种较佳的实施例,示出的一种新型的门锁锁体结构,包括锁梁1、锁芯组件2、圆管型材3、锁梁固定座4和锁舌,圆管型材3的一侧设置有两锁梁固定座4,且两锁梁固定座4与圆管型材3之间通过焊接工艺进行固定,两锁梁固定座4之间设有锁梁1,其中一锁梁固定座4内设有锁舌,锁舌与锁梁1连接,圆管型材3内设有锁芯组件2,锁芯组件2与锁舌连接。本实施例中,圆管型材3以及锁梁固定座4均采用不锈钢材质或普通钢材所生产的型材,型材的强度比压铸材料强很多,分段部件通过焊接等工艺结合为一个锁体,然后做一些精加工,可以极大降低制造费用,可以完全满足国家标准。本实施例中,还包括与锁芯组件2配合使用的钥匙,锁芯组件2在圆管型材3内可以进行转动,钥匙控制锁芯组件2转动时驱动锁舌锁紧或松开锁梁1。本实施例中的锁芯组件2为现有结构,此处便不再过多叙述。
28.进一步,作为一种较佳的实施方式,每一锁梁固定座4上分别开设有一锁梁孔6,锁梁1的两端与两锁梁孔6连接。本实施例中的锁梁孔6的轴线与圆管型材3的轴线平行。
29.进一步,作为一种较佳的实施方式,每一锁梁孔6均沿圆管型材3的轴向方向设置。
30.进一步,作为一种较佳的实施方式,其中一锁梁固定座4上开设有一锁舌孔7,锁舌设置在锁舌孔7内。本实施例中的圆管型材3与锁梁固定座4之间采用焊接工艺进行焊接固定,焊接完成后再加工锁梁孔6和锁舌孔7,以及锁梁固定座4上的倒边,最后再将锁舌、锁梁1以及锁芯组件2进行组装即可完成加工,此加工过程中无需进行锁芯孔、铣槽口的加工,使钢材料的加工工艺得到简化,使钢锁的普及成为可能,节省了加工时间,节约了材料,加工工艺得到简化,机械性能极大提高,锁具具有了很好的防爆,防扭性能。能真正符合该类锁的国家标准。本实施例中,如图1所示,在锁舌孔7的开口处设有密封片5,用于密封锁舌孔7,可以防止外部杂质或雨水进入锁舌孔7内。本实施例中,锁梁1的一端设有呈环状的卡槽,且锁梁1的一端可拆卸地设于一个锁梁孔6内,而锁舌的一端的端部可插设在卡槽内,用于将锁梁1锁住,锁芯组件2中具有一个偏心件,且偏心件位于锁舌的下端并与锁舌的另一端相抵,通过钥匙控制偏心件正转或反转,偏心件控制锁舌向上或向下移动,使得锁舌锁住锁梁1或松开锁梁1。本实施例中的锁梁1与两个锁梁孔6可拆卸连接,当锁梁1处于开启状态时,锁梁1可以从锁梁孔6内拆卸。
31.进一步,作为一种较佳的实施方式,锁舌孔7的轴线与圆管型材3的轴线垂直。本实施例中的锁舌孔7的轴线与锁梁孔6的轴线垂直且相交。
32.下面说明本发明中的门锁锁体结构的较佳的加工工艺:
33.一种新型的门锁锁体结构的加工工艺,加工工艺包括:
34.s1、选材,选择呈空心的圆管型材3以及锁梁固定座4;
35.s2、焊接,将锁梁固定座4与圆管型材3进行组装并焊接固定;
36.s3、打孔,在锁梁固定座4上加工锁梁孔6和锁舌孔7;
37.s4、组装,安装锁舌、锁梁1和锁芯组件2。本实施例中,直接选用现有的空心的圆管型材3与锁梁固定座4,并用过焊接工艺进行固定,能够节省加工时间,节约了材料,使得加工的工艺得到了简化,且焊接后的圆管型材3与锁梁固定座4之间的连接强度高,具有了很好的防爆,防扭性能,能真正符合该类锁的国家标准。本实施例中,当圆管型材3与锁梁固定座4焊接固定后,在进行锁舌孔7以及锁梁孔6的加工,然后将锁梁1、锁舌以及锁芯组件2进行组装即可形成完整的门锁锁体。
38.进一步,作为一种较佳的实施方式,锁梁固定座4上与圆管型材3接触的部分开设有弧形槽。
39.进一步,作为一种较佳的实施方式,锁梁固定座4远离圆管型材3的一端的两侧边缘为弧形倒角或直角。本实施例中,锁梁固定座4的宽度与圆管型材3的外径相同,锁梁固定座4的宽度为沿圆管型材3径向方向的长度。本实施例中的锁梁固定座4上的倒角优先采用弧形倒角。
40.以上所述仅为本技术较佳的实施例,并非因此限制本技术的保护范围及实施方式。
41.本技术在上述较佳的实施例的基础上还具有如下较佳的实施方式:
42.进一步,作为一种较佳的实施方式,如图3所示,锁梁固定座4可采用上窄下宽的设计,锁梁固定座4的上端面可以为弧形面,也可以为平面,当为平面时,则在锁梁固定座4的上端面的两侧开设有弧形倒角。锁梁固定座4的两个侧壁之间的间距由上至下增大,锁梁固定座4的下端与圆管型材3接触的位置设有弧形槽,用于和圆管型材3的表现相配合。本实施
例中的锁梁固定座4的具体的形状也可以根据需要进行选择,例如还可以选用柱状、圆台状等。
43.以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。