1.本发明涉及货物分拣领域,具体涉及一种自动化定位装置。
背景技术:
2.随着现代物流行业的发展迅速,各类货物的分拣、装笼、发货等工作繁重。目前通常是通过人工将货物按目的地分拣完成后,操作员把货物码垛装入笼车,再统一集装发货。通过操作员把货物码垛装入笼车,不仅码垛和装笼效率低,工作强度高,也无法实现自动化货物装笼,更无法实现货物自动化码垛前的定位。
技术实现要素:
3.本技术提供一种自动化定位装置,以解决现有技术无法实现货物码垛前的定位问题。
4.一方面,本技术提供一种自动化定位装置,包括:输送机构以及定位机构;所述定位机构包括至少一个定位组件;所述定位组件包括夹持部;
5.所述输送机构用于将货物运输至位于码垛位置前的预设区域,所述预设区域具有多个与所述码垛位置相对应的第一指定位置;所述输送机构上设有分别与多个所述第一指定位置相对应的多个第二指定位置;
6.所述夹持部用于夹持位于所述输送机构上所述货物,在所述货物运输过程中对所述货物进行限位,以使所述货物位于所述输送机构上对应的第二指定位置;
7.所述输送机构将位于所述第二指定位置的所述货物输送至所述第一指定位置。
8.在一些可能的实现方式中,所述夹持部包括运动模组、与所述运动模组分别连接的至少两个气缸模组,以及与所述至少两个气缸模组分别连接的至少两个定位板;
9.所述运动模组用于带动所述气缸模组与所述定位板在水平方向进行运动;
10.所述气缸模组用于带动所述定位板进行升降;
11.所述至少两个定位板相对设置,用于夹持所述货物。
12.在一些可能的实现方式中,所述运动模组包括直线导轨,以及与所述直线导轨活动连接的至少两个滑块;
13.所述至少两个滑块对应连接所述至少两个气缸模组,用于在所述直线导轨上进行直线运动,以带动所述气缸模组与所述定位板在水平方向进行运动。
14.在一些可能的实现方式中,所述气缸模组包括与所述运动模组固定连接的缸体,以及与所述缸体活动连接的活塞杆;
15.所述活塞杆的一端与所述定位板固定连接,用于在所述缸体内进行往复运动,以带动所述定位板进行升降。
16.在一些可能的实现方式中,所述输送机构设有运输区以及调整区;所述调整区具有所述多个第二指定位置;
17.所述货物在传输过程中依次经所述运输区和所述调整区进入所述预设区域。
18.在一些可能的实现方式中,所述输送机构包括至少一个输送组件;
19.所述输送组件包括具有所述运输区的第一滚筒线;所述第一滚筒线用于将所述货物从所述运输区运输至所述调整区。
20.在一些可能的实现方式中,所述输送组件还包括至少一个可升降的第一挡板;
21.所述第一挡板垂直于所述第一滚筒线的传输方向,用于在所述调整区存在所述货物时,阻挡所述运输区的所述货物进入所述调整区。
22.在一些可能的实现方式中,所述第一滚筒线包括平行设置的多个第一滚筒,所述第一挡板位于相邻两个所述第一滚筒之间。
23.在一些可能的实现方式中,所述输送组件还包括具有所述调整区的第二滚筒线;所述第二滚筒线用于将所述货物从所述调整区运输至所述预设区域。
24.在一些可能的实现方式中,所述输送组件还包括至少一个可升降的第二挡板;
25.所述第二挡板垂直于所述第二滚筒线的传输方向,用于所述货物在所述调整区被调整至对应的所述第二指定位置之前,阻挡所述调整区的货物进入所述预设区域。
26.在一些可能的实现方式中,所述第二滚筒线包括平行设置的多个第二滚筒,所述第二挡板位于相邻两个所述第二滚筒之间。
27.本技术提供的自动化定位装置包括输送机构以及定位机构,所述输送机构将货物运输至位于码垛位置前的预设区域以实现货物的自动化传输,所述预设区域具有多个与所述码垛位置相对应的第一指定位置;所述输送机构上设有分别与多个所述第一指定位置相对应的多个第二指定位置;所述输送机构将经所述定位机构定位至第二指定位置后的所述货物输送至第一指定位置,以使货物在预设区域按照码垛位置中的排布方式排布于相应的第一指定位置,从而实现货物码垛前的自动化定位。
附图说明
28.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
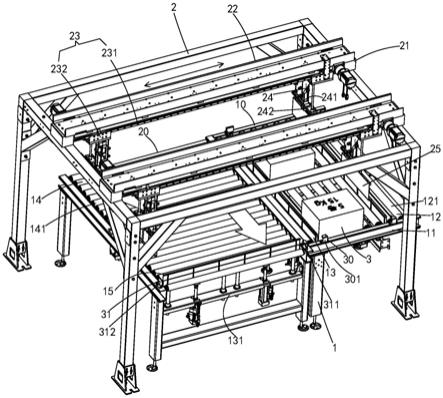
29.图1是本技术实施例提供的自动化定位装置的示意图;
30.图2是本技术实施例提供的自动化定位装置的定位机构的示意图;
31.图3是本技术实施例提供的自动化定位装置的输送机构的示意图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描
述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
34.在本技术中,“示例性”一词用来表示“用作例子、例证或说明”。本技术中被描述为“示例性”的任何实施例不一定被解释为比其它实施例更优选或更具优势。为了使本领域任何技术人员能够实现和使用本发明,给出了以下描述。在以下描述中,为了解释的目的而列出了细节。应当明白的是,本领域普通技术人员可以认识到,在不使用这些特定细节的情况下也可以实现本发明。在其它实例中,不会对公知的结构和过程进行详细阐述,以避免不必要的细节使本发明的描述变得晦涩。因此,本发明并非旨在限于所示的实施例,而是与符合本技术所公开的原理和特征的最广范围相一致。
35.本技术的自动化定位装置可以应用于货物分拣、打包等场景。例如,当前需要将多个目的地相同的货物码垛装入笼车,统一集装发货,每个货物在笼车里都有对应的码垛位置。本技术的自动化定位装置的输送机构将货物运输至位于码垛位置前的预设区域,所述预设区域具有多个与所述码垛位置相对应的第一指定位置,定位机构调整所述输送机构上的所述货物的位置;所述输送机构将经所述定位机构调整位置后的所述货物输送至所述第一指定位置。在货物装笼前,每个货物所处位置已经对应笼车的码垛位置,从而可以实现货物码垛前的自动化定位。而货物自动化装笼的技术难点主要在于货物码垛前的定位,本技术的自动化定位装置实现了货物码垛前的自动化定位,以便于后续实现货物自动化码垛装笼。
36.请参阅图1至图3,本技术实施例中提供一种自动化定位装置,包括:输送机构1以及定位机构2;所述定位机构2包括至少一个定位组件21;所述定位组件21包括夹持部22;
37.所述输送机构1用于将货物3运输至位于码垛位置前的预设区域(未图示),所述预设区域具有多个与所述码垛位置相对应的第一指定位置;所述输送机构1上设有分别与多个所述第一指定位置相对应的多个第二指定位置;
38.所述夹持部22用于夹持位于所述输送机构1上所述货物3,在所述货物3运输过程中对所述货物3进行限位,以使所述货物3位于所述输送机构2上对应的第二指定位置;
39.所述输送机构1将位于所述第二指定位置的所述货物3输送至所述第一指定位置。
40.需要说明的是,本技术的自动化定位装置的定位机构2的夹持部22夹持位于所述输送机构1上所述货物3,在所述货物3运输过程中对所述货物3进行限位,以使所述货物3位于所述输送机构2上对应的第二指定位置;所述输送机构1将位于所述第二指定位置的所述货物3输送至所述第一指定位置。一个第二指定位置与一个第一指定位置对应指的是,第二指定位置与第一指定位置通常位于同一水平方向上,在运输货物的流水线上,可以以直线运输方式将货物从第二指定位置运输至第一指定位置。通常所述预设区域为预打板区,该预打板区通过将多个货物3进行排列,以使货物3在预设区域按照码垛位置中的排布方式排布于相应的第一指定位置,在货物3装笼前,每个货物3所处位置已经对应笼车的码垛位置,从而实现货物3码垛前的自动化定位。后续可以再将多个货物3传输至笼车中对应的码垛位置进行码垛装笼,实现货物3自动化码垛装笼。另外,不同规格尺寸的货物3可以对应不同的
第一指定位置,从而实现不同规格尺寸的货物3码垛前的自动化定位。此外,通过机器调整货物3位置,实现货物3码垛前的自动化定位,再将货物3进行装笼,来代替人工把货物3装入笼车,显著提高生产效率,也降低了工作人员劳动强度。
41.在一些实施例中,所述货物3为箱子,例如纸箱,当然货物3也可以为其他物件。
42.在一些实施例中,所述输送机构1设有运输区10和调整区20;所述调整区20具有所述多个第二指定位置;
43.所述货物3在传输过程中依次经所述运输区10和所述调整区20进入所述预设区域。即货物3的运输过程为:货物3先到达运输区10,再到达调整区20上的第二指定位置,最后到达预设区域的第一指定位置。
44.在一些实施例中,获取所述货物3对应的所述第二指定位置的方法为:通过视觉识别装置和软件算法,计算出货物3位于笼车的码垛位置,从而计算出所述货物3对应的所述第一指定位置,由于第一指定位置第二指定位置与第一指定位置通常位于同一水平方向上,因此可以通过第一指定位置计算出货物3对应的所述第二指定位置。例如视觉识别装置为摄像模组,通过摄像模组拍摄货物3和笼车(未图示),分别获取货物3的体积和形状,以及笼车的体积和形状,传输给一总控单元,该总控单元通过内部预设的软件算法计算出货物3位于笼车的码垛位置,从而计算出所述货物3对应的所述第一指定位置,进而计算出货物3对应的所述第二指定位置。
45.在一些实施例中,请参阅图2,所述夹持部22包括运动模组23、与所述运动模组23分别连接的至少两个气缸模组24,以及与所述至少两个气缸模组24分别连接的至少两个定位板25;
46.所述运动模组23用于带动所述气缸模组24与所述定位板25在水平方向进行运动;
47.所述气缸模组24用于带动所述定位板25进行升降;
48.所述至少两个定位板25相对设置,用于夹持所述货物3。
49.例如,气缸模组24和定位板25的数量均为两个。运动模组23带动两个气缸模组24和两个定位板25到达货物3的上方,并使两个定位板25分别对应货物3(例如货物3的形状可以为长方体或正方体)的相对两条边,然后两个气缸模组24带动两个定位板25下降至货物3的边缘,从而实现夹持货物3。至少两个定位板25可以针对不同规格尺寸的货物3对应调整至少两个定位板25之间的间距,以夹持不同规格尺寸的货物3。
50.在一些实施例中,所述运动模组23包括直线导轨231,以及与所述直线导轨231活动连接的至少两个滑块232(例如,直线导轨231可以采用循环滚珠型结构,即直线导轨231的两侧均具有滑动槽,滑动槽中设有用多个滚珠形成的滚动轴承,滑块232的两端位于滑动槽中,并与滚珠轴承配合实现活动连接,从而实现滑动,当然,直线导轨231也可以采用其它可以实现滑块232滑动的结构);
51.所述至少两个滑块232对应连接所述至少两个气缸模组24,用于在所述直线导轨231上进行直线运动,以带动所述气缸模组24与所述定位板25在水平方向进行运动。
52.在一些实施例中,所述气缸模组24包括与所述运动模组23固定连接的缸体241,以及与所述缸体241活动连接的活塞杆242;
53.所述活塞杆242的一端与所述定位板25固定连接,用于在所述缸体241内进行往复运动,以带动所述定位板25进行升降。
54.在一些实施例中,请参阅图3,所述输送机构1包括至少一个输送组件11;
55.所述输送组件11包括对应所述运输区10的第一滚筒线12;所述第一滚筒线12用于将所述货物3从所述运输区10运输至所述调整区20。第一滚筒线12适用于底部是平面的物品(例如纸箱)输送,主要由多个传动滚筒、机架、支架、驱动装置等部分组成,多个传动滚筒相互之间平行,驱动装置驱动多个传动滚筒朝同一方向转动,来运输位于传动滚筒上的物品。
56.在一些实施例中,该输送组件11可以与定位组件21一一对应,即输送组件11可以与定位组件21的数量相同,一个输送组件11对应一个定位定组件21设置,那么一个夹持部22也对应一个输送组件11设置。
57.在一些实施例中,所述输送组件11还包括至少一个可升降的第一挡板13;
58.所述第一挡板13垂直于所述第一滚筒线12的传输方向,用于在所述调整区20存在所述货物3时,阻挡所述运输区10的所述货物3进入所述调整区20。也就是在定位机构2正在对位于调整区20的货物3进行位置调整的过程中,防止下一个货物3从运输区10进入调整区20,避免影响调整区20中正在调整至对应的第二指定位置的货物3。而在调整区20不存在货物3时,第一挡板13下降,第一滚筒线12将运输区10的货物3运输至调整区20。
59.在一些实施例中,为了便于夹持部22夹持货物3,所述第一挡板13阻挡货物3后,直到夹持部22夹持住货物3后,第一挡板13才下降。
60.在一些实施例中,所述第一滚筒线12包括平行设置的多个第一滚筒121(即传动滚筒),所述第一挡板13位于相邻两个所述第一滚筒121之间,使得第一挡板13既不影响第一滚筒线12的运作,也能阻挡货物3。当第一挡板13的数量大于或等于2个时,每相邻两个第一挡板13之间的间距需要大于或等于体积最大的货物3的宽度。
61.在一些实施例中,所述输送组件11还包括对应所述调整区20的第二滚筒线14;所述第二滚筒线14用于将所述货物3从所述调整区20运输至所述预设区域。在货物3的运输过程中,主要是通过第一滚筒线12和第二滚筒线14来运输货物3,夹持部22虽然本身能够运动并且夹持住了货物3,但主要作用是对货物3进行限位,并带动货物3到达对应的第二指定位置,并不会夹持货物3离开输送组件11,货物3实际的运输还是通过第一滚筒线12和第二滚筒线14实现。
62.第二滚筒线14同样是适用于底部是平面的物品(例如纸箱)输送,主要由多个传动滚筒、机架、支架、驱动装置等部分组成,多个传动滚筒相互之间平行,驱动装置驱动多个传动滚筒朝同一方向转动,来运输位于传动滚筒上的物品。
63.在一些实施例中,所述输送组件11还包括至少一个可升降的第二挡板15;
64.所述第二挡板15垂直于所述第二滚筒线14的传输方向,用于所述货物3在所述调整区20被调整至对应的所述第二指定位置之前,阻挡所述调整区20的货物3进入所述预设区域。也就是说,第二挡板15防止货物3还未到达对应的第二指定位置之前就进入了预设区域,从而避免货物3定位失败。
65.所述输送组件11还包括连接所述第一挡板13和第二挡板15的升降单元131,用于实现第一挡板13和第二挡板15的升降。例如,采用气缸作为升降单元131,也可以采用电动液压推杆或丝杆升降机作为升降单元131,当然其它的能实现升降的装置均可。
66.在一些实施例中,所述第二滚筒线14包括平行设置的多个第二滚筒141(即传动滚
筒),所述第二挡板15位于相邻两个所述第二滚筒141之间,使得第二挡板15既不影响第二滚筒线14的运作,也能阻挡货物3。当第二挡板15的数量大于或等于2个时,每相邻两个第二挡板15之间的间距也需要大于或等于体积最大的货物3的宽度。
67.多个第一滚筒121的平行设置的方向(例如横向平行或纵向平行)决定第一滚筒线12的传输方向,多个第二滚筒141的的平行设置的方向(例如横向平行或纵向平行)也决定第一滚筒线12的传输方向。当第一滚筒线12与第一滚筒线12的传输方向一致时,多个第一滚筒121的平行设置的方向与多个第二滚筒141的的平行设置的方向也一致(例如均为纵向平行)。当第一滚筒线12与第一滚筒线12的传输方向不一致时,多个第一滚筒121的平行设置的方向与多个第二滚筒141的的平行设置的方向也不一致(例如多个第一滚筒121为纵向平行,多个第二滚筒141为横向平行)。
68.由于第一滚筒线12和第二滚筒线14的结构限制,第一滚筒线12和第二滚筒线14的传输方向通常只有两种情况,第一种情况是第一滚筒线12和第二滚筒线14的传输方向一致,第一种情况是第一滚筒线12和第二滚筒线14的传输方向相互垂直。无论第一滚筒线12和第二滚筒线14的传输方向如何设置,只需要夹持部22能够在与第二滚筒线14的传输方向垂直的方向上对货物3进行限位即可,也就是能够在与第二滚筒线14的传输方向垂直的方向上调整货物3的位置即可。
69.在此详细说明本技术的自动化定位装置的工作过程中:
70.第一滚筒线12接收货物3,将货物3朝第二滚筒线14运输,第一挡板13上升挡住货物3;
71.当第二滚筒线14上不存在货物3时,第二挡板15上升(通过提前上升第二挡板15防止后续货物3刚进入调整区20还未到达对应的第二指定位置之前就进入了预设区域),定位板25移动到第一挡板13阻挡的货物3的上方,再下降夹持住货物3(此时,定位板25不将货物3夹离第一滚筒线12,货物3还是位于第一滚筒线12上);
72.第一挡板13下降,第一滚筒线12继续将货物3朝第二滚筒线14运输,同时定位板25也同步移动并对货物3限位,在第二滚筒线14上将货物3定位至对应的第二指定位置;
73.定位板25上升以准备夹持下一个货物3,第二挡板15下降,第二滚筒线14中将位于第二指定位置的货物3输送至预设区域中所述货物3对应的第一指定位置;
74.重复上述操作,以完成多个货物3的定位。
75.在一些实施例中,为了准确控制第一挡板13和第二挡板15的升降,以及定位板25的移动和升降,所述自动化定位装置还包括与输送机构1及定位机构2均连接的总控单元(未图示);
76.所述总控单元中已设定好定位机构2的运行程序逻辑,使定位机构2自动化运行;
77.所述输送组件11还包括位于运输区10并对应第一挡板13设置的第一传感模组30,以及位于调整区20并对应第二挡板15设置的第二传感模组31;
78.所述第一传感模组30用于在货物3到达第一挡板13之前,发送第一信号至总控单元;
79.所述第二传感模组31用于在第二滚筒线14上不存在货物3时,发送第二信号至总控单元;
80.所述总控单元根据第一信号控制第一挡板13上升,在定位板25夹持住货物3时,控
制第一挡板13下降,并根据第二信号控制第二挡板15上升,在定位板25上升时,控制第二挡板15下降。
81.在一些实施例中,所述第一传感模组30与第二传感模组31均为光电传感器。所述第一传感模组30包括相对设置的第一光电发送器301和第一光电接收器302,以及与所述第一光电发送器301和第一光电接收器302均连接的第一检测电路(未图示);第一光电发送器301用于发送光线至第一光电接收器302;所述第一检测电路用于在第一光电接收器302未接收到光线时,发送第一信号至总控单元;
82.所述第二传感模组31包括相对设置的第二光电发送器311和第二光电接收器312,以及与所述第二光电发送器311和第二光电接收器312均连接的第二检测电路(未图示);第二光电发送器311用于发送光线至第二光电接收器312;所述第二检测电路用于在第二光电接收器312接收到光线时,发送第二信号至总控单元。
83.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见上文针对其他实施例的详细描述,此处不再赘述。
84.具体实施时,以上各个单元或结构可以作为独立的实体来实现,也可以进行任意组合,作为同一或若干个实体来实现,以上各个单元或结构的具体实施可参见前面的实施例,在此不再赘述。
85.以上对本发明实施例所提供的一种自动化定位装置进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。