1.本发明涉及一种纸模(例如但不限于此的一次性餐具及一次性工包)成型领域,尤其涉及一种网框转移方法。
背景技术:
2.随着经济的不断发展及科学技术的不断进步,为人们的生活提供极其丰富的物质消费品,而由生态植物纤维纸浆制成的纸模就是诸多的物质消费品中的一种。
3.众所周知,纸模可分为餐具(例如但不限于此的一次性快餐盒)、饮具(例如但不限于此的一次性杯子)及工包(例如但不限于此的一次性包装容器),无论是餐具、饮具还是工包,它们的生产过程都离不开湿坯成型步骤、对湿坯进行烘干以形成干坯步骤、对干坯切边以形成产品的步骤及负责湿坯和干坯转移的步骤。
4.其中,在湿坯和干坯的转移过程中,离不开转移机械手的使用,通过转移机械手之末端设有的与湿坯形状配合的湿坯仿形治具对湿坯的真空吸附及与干坯形状配合的干坯仿形治具对干坯的真空吸附,实现将湿坯从湿坯成型机处取走并放入干坯成型机处,同时,还将干坯成型机处的干坯取走并往后续(例如码垛接料台或切边机)处转移。由于湿坯的转移需要借助湿坯仿形治具对湿坯的真空吸附,以及干坯的转移需要借助干坯仿形治具对干坯的真空吸附,不管是湿坯还是干坯,都会或多或少地存在缝隙,这样会造成湿坯仿形治具和干坯仿形治具处的气源浪费。
5.因此,有必要提供一种在减少气源浪费情况下以确保网框顺畅可靠转移的网框转移方法来克服上述的缺陷。
技术实现要素:
6.本发明的目的在于提供一种在减少气源浪费情况下以确保网框顺畅可靠转移的网框转移方法。
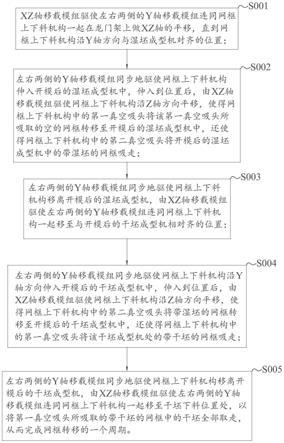
7.为实现上述目的,本发明的技术方案为:提供一种网框转移方法,包括步骤有:(1)xz轴移载模组驱使左右两侧的y轴移载模组连同网框上下料机构一起在龙门架上做xz轴的平移,直到网框上下料机构沿y轴方向与湿坯成型机对齐的位置;(2)左右两侧的y轴移载模组同步地驱使网框上下料机构伸入开模后的湿坯成型机中,伸入到位置后,由xz轴移载模组驱使网框上下料机构沿z轴方向平移,使得网框上下料机构中的第一真空吸头将该第一真空吸头所吸取的空的网框转移至开模后的湿坯成型机中,还使得网框上下料机构中的第二真空吸头将开模后的湿坯成型机中的带湿坯的网框吸走;(3)左右两侧的y轴移载模组同步地驱使网框上下料机构移离开模后的湿坯成型机,由xz轴移载模组驱使左右两侧的y轴移载模组连同网框上下料机构一起移至与开模后的干坯成型机相对齐的位置;(4)左右两侧的y轴移载模组同步地驱使网框上下料机构沿y轴方向伸入开模后的干坯成型机中,伸入到位置后,由xz轴移载模组驱使网框上下料机构沿z轴方向平移,使得网框上下料机构中的第二真空吸头将带湿坯的网框转移至开模后的干坯成型机中,还使得网框上下料机构中的
第一真空吸头将该干坯成型机处的带干坯的网框吸走;以及(5)左右两侧的y轴移载模组同步地驱使网框上下料机构移离开模后的干坯成型机,由xz轴移载模组驱使左右两侧的y轴移载模组连同网框上下料机构一起移至干坯下料位置处,以将第一真空吸头所吸取的带干坯的网框中的干坯全部取走,从而完成网框转移的一个周期。
8.较佳地,在步骤(2)至(5)中,左侧的y轴移载模组中的y轴电机在驱使左侧的绕设回传件绕左侧的第一转轮和左侧的第二转轮做回转运动的同时,右侧的y轴移载模组中的y轴电机驱使右侧的绕设回传件绕右侧的第一转轮和右侧的第二转轮做回转运动,且在将左右两侧的第一转轮固定在一起的同步轴的作用下,使得左右两侧的绕设回传件同步地带动网框上下料机构沿y轴方向平移。
9.较佳地,在左右两侧的第一转轮转动的过程中,快的一者通过同步轴带动慢的一者,从而实现左右两侧的第一转轮转动的同步。
10.较佳地,xz轴移载模组通过电机、齿轮及直线齿条的配合方式去驱使左右两侧的y轴移载模组连同网框上下料机构一起于龙门架上做xz轴的平移。
11.较佳地,第一真空吸头和第二真空吸头各从网框的四周吸取网框。
12.较佳地,第一真空吸头用于朝上吸取网框,所述第二真空吸头用于朝下吸取网框。
13.较佳地,在步骤(5)中,由取料机器人从上方将位于干坯下料位置处的干坯取走,并转移至接料平台码垛堆叠。
14.较佳地,在步骤(5)中,由取料机器人从上方将位于干坯下料位置处的干坯取走并转移至切边机处,由切边机切除干坯的余料,取料机器人再将切除余料的干坯转移至接料平台进行码垛堆叠。
15.较佳地,在步骤(4)中,干坯成型机在开模过程中由干坯成型机中的干坯上模将带干坯的网框向上吸走。
16.与现有技术相比,由左右两侧的y轴移载模组同步地驱使网框上下料机构沿y轴方向做伸缩的滑移,从而提高网框上下机料机构的滑移顺畅性,同时,在网框上下料机构伸入开模后的湿坯成型机中,由网框上下料机构中的第一真空吸头将空的网框转移至开模后的湿坯成型机中,同时,由网框上下料机构中的第二真空吸头将开模后的湿坯成型机中的带湿坯的网框吸走;而在网框上下料机构伸入开模后的干坯成型机中,由网框上下料机构中的第二真空吸头将带湿坯的网框转移至开模后的干坯成型机中,同时,由网框上下料机构中的第一真空吸头将开模后的干坯成型机中的带干坯的网框吸取,故提高了网框上下料速度和效率,并减少气源浪费;因此,本发明的网框转移方法在减少气源浪费的情况下确保网框顺畅可靠转移。
附图说明
17.图1是本发明的网框转移方法的流程图。
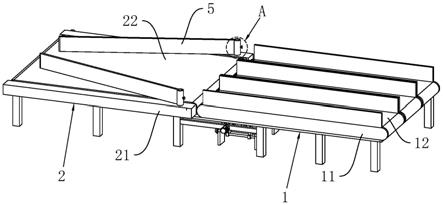
18.图2是用于实施本发明网框转移方法的龙门机械手在一网框被移离时的立体结构示意图。
19.图3是图2所示的龙门机械手在另一角度时的立体结构示意图。
20.图4是图2所示的龙门机械手中的xz轴移载模组的立体结构示意图。
21.图5是图2所示的龙门机械手中的y轴移载模组、网框上下料机构及z轴升降架之部
分框型结构三者装配在一起时的立体结构示意图。
22.图6是图5在网框被移离后的状态示意图。
具体实施方式
23.现在参考附图描述本发明的实施例,附图中类似的元件标号代表类似的元件。
24.请参阅图2至图6,用于实施本发明网框转移方法的龙门机械手100包括龙门架10、xz轴移载模组20、y轴移载模组30及装配于y轴移载模组30之输出端(见标号32所指)的网框上下料机构40。xz轴移载模组20装配于龙门架10,由龙门架10为xz轴移载模组20提供支撑作用及装配的场所,xz轴移载模组20的输出端(见标号222所指)与y轴移载模组30装配连接,以使得xz轴移载模组20驱使y轴移载模组30连同网框上下料机构40在龙门架10上做xz轴的移动,以满足网框上下料机构40于不同设备(例如但不限于此的干坯成型机和湿坯成型机)之间来回切换的运动需求;网框上下料机构40包含机构框架41及在机构框架41上彼此朝向相反的各用于真空吸附网框200的第一真空吸头42和第二真空吸头43,较优的是,第一真空吸头42为多个且沿着机构框架41的外边框411排列,第二真空吸头43为多个且沿着机构框架41的外边框411排列,以使得第一真空吸头42和第二真空吸头43各布置于外边框411的各个位置处,从而使得第一真空吸头42和第二真空吸头43各在外边框411上呈“囗”字形排列,这样设计的目的能进一步地增加第一真空吸头42和第二真空吸头43各对网框200吸取的可靠性,但不以此为限。y轴移载模组30沿x轴方向分别布置机构框架41相对的左右两侧旁,y轴移载模组31包含y轴电机31、用于形成y轴移载模组31之输出端的绕设回转件32及沿y轴方向呈一前一后隔开且对齐布置的第一转轮33和第二转轮34;绕设回传件32绕设于第一转轮33和第二转轮34,并绕第一转轮33和第二转轮34做回转运动;y轴电机31驱使绕设回转件32做回转运动,为绕设回转件32的回转运动提供动力;左右两侧的第一转轮33之间通过一同步轴35固定在一起,以借助同步轴35使得左右两侧的第一转轮33同步转动,避免左右两侧的绕设回传件32的回转运动存在一慢一快的缺陷;机构框架41的左右两侧各与同一侧中的绕设回转件32固定连接,以使得左右两侧的绕设回转件32各带动同侧中的机构框架41运动。
25.更具体地,如下:
26.如图2、图5及图6所示,同步轴35及y轴电机31各位于机构框架41的前方,这样设计避免同步轴35及y轴电机31因位于后方而对沿y轴做伸缩滑移的网框上下料机构40造成障碍,从而使得网框上下料机构40的网框200转移操作更简单,同时,通过同步轴35及y轴电机31的前置,对伸出的网框上下料机构40起配重作用,确保网框上下料机构40上下料的稳定可靠性。具体地,在图2、图5及图6中,y轴移载模组30还包含涨紧轮36,y轴电机31的输出轴固定地套装有一位于第一转轮33对应下方的驱动轮37,这样设计使得y轴电机31在上下方向与同步轴35彼此错开,绕设回转件32还绕设于驱动轮37,涨紧轮36从后方抵压于绕设回转件32的外部,以使绕设回转件32夹于涨紧轮36与第一转轮33之间,有效地增加绕设回转件32做回转运动的可靠性。举例而言,在图2、图5及图6中,第一转轮33、第二转轮34、驱动轮37及涨紧轮36各为带轮,绕设回转件32为皮带;当然,根据实际需要,第一转轮33、第二转轮34、驱动轮37及涨紧轮36还可为链轮,对应地,绕设回转件32为链条,故不以上述说明为限。可理解的是,根据实际需要,驱动轮37还可位于第一转轮33对应的上方,以使得y轴电机31
位于同步轴35的上方,故不以上述说明为限。
27.如图2至图4所示,xz轴移载模组20包含x轴移载模组21和z轴移载模组22。x轴移载模组21装配于龙门架10,由龙门架10对x轴移载模组21提供支撑作用及装配的场所;z轴移载模组22装配于x轴移载模组21的输出端(见标号212所指),y轴移载模组30装配于z轴移载模组22的输出端(见标号222所指)。具体地,在图4中,x轴移载模组21包含x轴电机211及用于形成x轴移载模组21之输出端的x轴滑座212,x轴电机211通过齿轮传动去驱使x轴滑座212,以提高x轴滑座212沿x轴方向滑移的精准可靠性。更具体地,在图4中,x轴电机211固定于x轴滑座212,x轴电机211的输出轴固定地套装有一x轴齿轮213,一x轴直线齿条214固定于龙门架10并与x轴齿轮213啮合传动,这样设计使得x轴电机211跟随x轴滑座212一起于龙门架10上行走,故简化x轴移载模组21的结构。可理解的是,根据实际需要,x轴电机211还可通过带传动、链传动或丝杆丝母传动去驱使x轴滑座212滑移,故不以上述说明为限。其中,带传动常用结构是采用两个带轮及套设于带轮上的皮带构成,链传动常用结构是采用两个链轮及套设于链轮上的链条构成,丝杆丝母传动常用结构是采用丝杆和滑设于丝杆上的丝母构成。
28.如图4所示,z轴移载模组22包含z轴电机221及用于形成z轴移载模组22之输出端的z轴升降架222。z轴升降架222沿z轴方向滑设于x轴滑座212,使得z轴升降架222于x轴滑座212上升降;z轴电机221通过齿轮传动去驱使z轴升降架222滑移,以提高z轴升降架222沿z轴方向滑移的精准可靠性。具体地,在图4中,z轴电机221固定于x轴滑座212,z轴电机221还与x轴电机211在x轴滑座212上呈相对的异侧布置,例如z轴电机221位于x轴滑座212的后方而x轴电机211位于x轴滑座212的前方,这样设计使得z轴电机221和x轴电机211于x轴滑座212处起平衡配重作用;z轴电机221的输出轴固定地套装有一z轴齿轮223,一z轴直线齿条224固定于z轴升降架222并与z轴齿轮223啮合传动,这样简化z轴移载模组22的结构;z轴升降架222的下端具有一框型结构222a,y轴电机221、第一转轮33及第二转轮34各装配于框型结构222a内,机构框架41位于框型结构222a内并与框型结构222a滑动连接,以增加机构框架41与框型结构222a之间的滑动连接强度,以及框型结构222a对机构框架41的承载能力。可理解的是,根据实际需要,z轴电机221还可通过带传动、链传动或丝杆丝母传动去驱使z升降架222滑移,故不以上述说明为限。其中,带传动常用结构是采用两个带轮及套设于带轮上的皮带构成,链传动常用结构是采用两个链轮及套设于链轮上的链条构成,丝杆丝母传动常用结构是采用丝杆和滑设于丝杆上的丝母构成。
29.如图2及图3所示,龙门机械手100还包括用于将第一真空吸头42所吸取的带有干坯的网框200中的干坯取走的取放转移机构43,取放转移机构43装配于龙门架10,网框上下料机构40在xz轴移载模组20的驱使下滑移至取放转移机构43的正下方,以便于取放转移机构43对干坯的取走操作。可理解的是,根据实际需要,可以将取放转移机构43删除,故不以上述说明为限。
30.综上并结合图1,本发明的网框转移方法包括如下步骤:
31.s001、xz轴移载模组20驱使左右两侧的y轴移载模组30连同网框上下料机构40一起在龙门架10上做xz轴的平移,直到网框上下料机构40沿y轴方向与湿坯成型机对齐的位置;具体地,xz轴移载模组20通过电机、齿轮及直线齿条的配合方式去驱使左右两侧的y轴移载模组30连同网框上下料机构40一起于龙门架10上做xz轴的平移,以使得左右两侧的y
轴移载模组30连同网框上下料机构40的平移更精准可靠,避免网框上下料机构40的左右两侧的伸缩平移不一致,并简化xz轴移载模组20的结构;例如,在xz轴移载模组20中,其x轴移载模组21中的x轴电机211通过x轴齿轮213和x轴直线齿条214的配合驱使x轴滑座212沿x轴平移,且x轴电机211还跟随x轴滑座212一起平移,同时,z轴移载模组22中的z轴电机221通过z轴齿轮223和z轴直线齿条224的配合驱使z轴升降架224沿z轴平移。
32.s002、左右两侧的y轴移载模组30同步地驱使网框上下料机构40伸入开模后的湿坯成型机中,伸入到位置后,由xz轴移载模组20驱使网框上下料机构40沿z轴方向平移,使得网框上下料机构40中的第一真空吸头42将该第一真空吸头42所吸取的空的网框200转移至开模后的湿坯成型机中,还使得网框上下料机构40中的第二真空吸头43将开模后的湿坯成型机中的带湿坯的网框200吸走。
33.s003、左右两侧的y轴移载模组30同步地驱使网框上下料机构40移离开模后的湿坯成型机,由xz轴移载模组20驱使左右两侧的y轴移载模组30连同网框上下料机构40一起移至与开模后的干坯成型机相对齐的位置。
34.s004、左右两侧的y轴移载模组30同步地驱使网框上下料机构40沿y轴方向伸入开模后的干坯成型机中,伸入到位置后,由xz轴移载模组20驱使网框上下料机构40沿z轴方向平移,使得网框上下料机构40中的第二真空吸头43将带湿坯的网框200转移至开模后的干坯成型机中,还使得网框上下料机构40中的第一真空吸头42将该干坯成型机处的带干坯的网框200吸走;具体地,在步骤s004中,干坯成型机在开模过程中由干坯成型机中的干坯上模将带干坯的网框200向上吸走,避免带干坯的网框200留于干坯成型机的干坯下模处,这样就可以避免“第一真空吸头42和第二真空吸头43需要在干坯成型机外翻转180度,以使第二真空吸头43朝上而第一真空吸头42朝下才能将带湿坯的网框200转移至开模后的干坯成型机中,同时,在将开模的干坯成型机中的带干坯的网框200取走时,同样需要第一真空吸头42和第二真空吸头43在干坯成型机外翻转180度,故在干坯成型机的网框上下料过程中,涉及到网框上下料机构40的两次翻转及两次伸出作动”的缺陷。以及
35.s005、左右两侧的y轴移载模组30同步地驱使网框上下料机构40移离开模后的干坯成型机,由xz轴移载模组20驱使左右两侧的y轴移载模组30连同网框上下料机构40一起移至干坯下料位置处,以将第一真空吸头42所吸取的带干坯的网框200中的干坯全部取走,从而完成网框200转移的一个周期;具体地,在步骤s005中,可由取料机器人从上方将位于干坯下料位置处的干坯取走,并转移至接料平台码垛堆叠,以满足干坯离线切边的需要;当然,根据实际需要,也可由取料机器人从上方将位于干坯下料位置处的干坯取走并转移至切边机处,由切边机切除干坯的余料,取料机器人再将切除余料的干坯转移至接料平台进行码垛堆叠,以满足干坯在线式切边的需要。更具体地,如下:
36.在步骤s002至s005中,左侧的y轴移载模组30中的y轴电机31在驱使左侧的绕设回传件32绕左侧的第一转轮33和左侧的第二转轮34做回转运动的同时,右侧的y轴移载模组30中的y轴电机31驱使右侧的绕设回传件32绕右侧的第一转轮33和右侧的第二转轮34做回转运动,且在将左右两侧的第一转轮33固定在一起的同步轴35的作用下,使得左右两侧的绕设回传件32同步地带动网框上下料机构40沿y轴方向平移,有效地确保网框上下料机构40沿y轴方向伸缩平移的顺畅性,避免网框上下料机构40因左右伸滑不同步而出现卡顿等问题。具体地,在左右两侧的第一转轮33转动的过程中,快的一者通过同步轴35带动慢的一
者,从而实现左右两侧的第一转轮33转动的同步。
37.同时,第一真空吸头42和第二真空吸头43各从网框200的四周吸取网框200,以增加吸取的可靠性,避免第一真空吸头42和第二真空吸头43因对网框200的中部吸取而造成网框200结构复杂;第一真空吸头42用于朝上吸取网框200,第二真空吸头43用于朝下吸取网框200
38.与现有技术相比,由左右两侧的y轴移载模组30同步地驱使网框上下料机构40沿y轴方向做伸缩的滑移,从而提高网框上下机料机构40的滑移顺畅性,同时,在网框上下料机构40伸入开模后的湿坯成型机中,由网框上下料机构40中的第一真空吸头42将空的网框200转移至开模后的湿坯成型机中,同时,由网框上下料机构40中的第二真空吸头43将开模后的湿坯成型机中的带湿坯的网框200吸走;而在网框上下料机构40伸入开模后的干坯成型机中,由网框上下料机构40中的第二真空吸头43将带湿坯的网框200转移至开模后的干坯成型机中,同时,由网框上下料机构40中的第一真空吸头42将开模后的干坯成型机中的带干坯的网框200吸取,故提高了网框200上下料速度和效率,并减少气源浪费;因此,本发明的网框转移方法在减少气源浪费的情况下确保网框200顺畅可靠转移。
39.值得注意者,在图2和图3中,x轴的正向即为龙门架10由左至右的方向,y轴的正向即为龙门架10由前至后的方向,z轴的正向即为龙门架10由下至上的方向。需要说明的是,由于网框200中的过滤成型单元210是用于沉积生态植物纤维并最终使沉积的生态植物纤维在过滤成型单元210中成型出湿坯,且过滤成型单元210中的湿坯处理后变成干坯,网框200又要被第一真空吸头22和第二真空吸头23所真空吸取,对应地,网框200的被吸取的位置较优呈平整且不漏气的结构。
40.上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。