1.本发明涉及不定形耐火材料技术领域,特别涉及一种复合结合镍铁回转窑浇注料及其制备方法。
背景技术:
2.回转窑是指旋转煅烧窑(俗称旋窑),以旋转的方式进行生产,对物料进行煅烧。它的技术性能和运转情况,在很大程度上决定着企业产品的质量、产量和成本。回转窑耐火内衬的损坏常常影响到生产的连续性,是常见的设备事故之一。所以窑衬的选择至关重要,无论是要挂窑皮的回转窑、还是不能挂窑皮的回转窑,都要选择抗侵蚀,耐磨损,具有在高温下微膨胀特性的耐火材料内衬。防止高温火焰火气流、有害物质(co、so2)、物料、气流对窑体造成直接损伤。窑衬的损毁机理可分为机械应力损坏、热损坏、化学侵蚀损坏等。为了抵抗窑衬由高温高压、机械冲击、温度变化产生的热应力,防止衬体开裂、剥落等情况发生。
技术实现要素:
3.为了克服背景技术中的不足,本发明提供一种复合结合镍铁回转窑浇注料及其制备方法,通过采用硅溶胶和高铝水泥复合结合方式取代单一水泥结合或单一硅溶胶结合,能得到既具有较强的脱模强度,又具有较好的高温使用性能的浇注料。
4.为了达到上述目的,本发明采用以下技术方案实现:
5.一种复合结合镍铁回转窑浇注料,所述的浇注料的结合方式为高铝水泥和液体硅溶胶的复合结合方式。
6.该浇注料的组份及重量百分比为:60~65%的矾土颗粒,20
‑
27%的矾土细粉,3
‑
6%的硅微粉,1
‑
4%的高铝水泥,2
‑
5%的膨胀剂,0.1
‑
0.5%的防爆剂,1
‑
3%的钢纤维,0.1~0.5%的减水剂,外加8
‑
12%的液体硅溶胶。
7.进一步地,所述的硅溶胶为粒径5~100nm的液体溶胶。
8.进一步地,所述的矾土颗粒理化性能要求为:al2o3≥75%、tio2≥3%、cao≤0.2%、fe2o3≤1.7%、sio2≤18%。
9.进一步地,所述的矾土颗粒粒度要求为:8~5mm,5~3mm,3~1mm,1~0mm。
10.进一步地,所述的矾土细粉粒度为200目,理化性能要求为al2o3≥85%、tio2≥2%、cao≤0.2%、fe2o3≤1.7%、sio2≤16%。
11.进一步地,所述的硅微粉的理化性能要求为:sio2≥92%,fe2o3≤0.1%。
12.进一步地,所述的高铝水泥的理化性能要求为:al2o3≥70%、tio2≥2%、cao≤28%、fe2o3≤0.4%、sio2≤0.3%。
13.进一步地,所述的膨胀剂为粒度200目的石英粉,理化性能要求为:sio2≥99%。
14.进一步地,所述的防爆剂为熔点340℃,长度为5mm的有机纤维。
15.进一步地,所述的减水剂为三聚磷酸钠。
16.所述的复合结合镍铁回转窑浇注料的制备方法,包括如下步骤:
17.1)按上述比例配置好的混合物先搅拌2分钟,再加入8%的液体硅溶胶后再搅拌3分钟;
18.2)震动浇注成型为设定大小的样块,养护24小时;
19.3)烘烤110℃
×
24h;
20.4)在高温炉中烧1350℃
×
3h。
21.与现有技术相比,本发明的有益效果是:
22.本发明通过采用硅溶胶和高铝水泥复合结合方式取代单一水泥结合或单一硅溶胶结合,能得到既具有较强的脱模强度,又具有较好的高温使用性能的浇注料。
具体实施方式
23.以下对本发明提供的具体实施方式进行详细说明。
24.一种复合结合镍铁回转窑浇注料,所述的浇注料采用硅溶胶和高铝水泥复合结合方式取代单一水泥结合或单一硅溶胶结合。各组分重量百分比为:矾土颗粒60
‑
65%,矾土细粉20
‑
27%,硅微粉3
‑
6%,高铝水泥1
‑
4%,膨胀剂2
‑
5%,防爆剂0.1
‑
0.5%,钢纤维1
‑
3%,减水剂0.1~0.5%,外加8
‑
12%的液体硅溶胶。
25.所述的矾土颗粒理化性能要求为:al2o3≥75%、tio2≥3%、cao≤0.2%、fe2o3≤1.7%、sio2≤18%。
26.所述的矾土颗粒粒度要求为:8~5mm,5~3mm,3~1mm,1~0mm。
27.所述的矾土细粉粒度为200目,理化性能要求为al2o3≥85%、tio2≥2%、cao≤0.2%、fe2o3≤1.7%、sio2≤16%。
28.所述的硅微粉的理化性能要求为:sio2≥92%,fe2o3≤0.1%。
29.所述的高铝水泥的理化性能要求为:al2o3≥70%、tio2≥2%、cao≤28%、fe2o3≤0.4%、sio2≤0.3%。
30.所述的膨胀剂为粒度200目的石英粉,理化性能要求为:sio2≥99%。
31.所述的防爆剂为熔点340℃,长度为5mm的有机纤维。
32.所述的硅溶胶为粒径5~100nm的液体溶胶。
33.所述的减水剂为三聚磷酸钠。
34.所述的复合结合镍铁回转窑浇注料的制备方法,包括如下步骤:
35.1)高铝水泥按上述比例配置好的混合物先搅拌2分钟,再加入8%的液体硅溶胶后再搅拌3分钟;
36.2)震动浇注成型为设定大小的样块,养护24小时;
37.3)烘烤110℃
×
24h;
38.4)在高温炉中烧1350℃
×
3h。
39.具体实施例:
40.实施例1
41.本发明是一种复合结合镍铁回转窑浇注料,该浇注料各组份的颗粒组成为:矾土颗粒8~5mm,,5~3mm,3~1mm,1~0mm,矾土细粉200目,石英粉200目。
42.各组份配比(重量百分比)为:63%的矾土颗粒,27%的矾土细粉,1%的高铝水泥,5%的硅微粉,3%的石英粉,0.1%有机纤维,1.5%的钢纤维,0.2%的减水剂,外加8%的液
体硅溶胶。
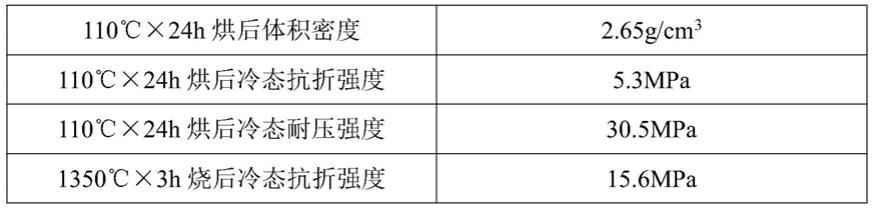
43.按上述比例配置好的混合物先搅拌2分钟,加入8%的液体硅溶胶后再搅拌3分钟,震动浇注成型为40mm
×
40mm
×
160mm的样块,养护24小时,烘烤110℃
×
24h,在高温炉中烧1350℃
×
3h,检测结果见表一:
44.表一
[0045][0046][0047]
实施例2
[0048]
本发明是一种复合结合镍铁回转窑浇注料,该浇注料各组份的颗粒组成为:矾土颗粒8~5mm,,5~3mm,3~1mm,1~0mm,矾土细粉200目,石英粉200目。
[0049]
各组份配比(重量百分比)为:64%的矾土颗粒,24%的矾土细粉,2%的高铝水泥,5%的硅微粉,4%的石英粉,0.1%有机纤维,1.5%的钢纤维,0.2%的减水剂,外加10%的液体硅溶胶。
[0050]
按上述比例配置好的混合物先搅拌2分钟,加入10%的液体硅溶胶后再搅拌3分钟,震动浇注成型为40mm
×
40mm
×
160mm的样块,养护24小时,烘烤110℃
×
24h,在高温炉中烧1350℃
×
3h,检测结果见表二
[0051]
表二
[0052]
110℃
×
24h烘后体积密度2.68g/cm3110℃
×
24h烘后冷态抗折强度7.8mpa110℃
×
24h烘后冷态耐压强度35.1mpa1350℃
×
3h烧后冷态抗折强度12.7mpa1350℃
×
3h烧后冷态耐压强度121.2mpa1350℃
×
3h烧后永久线变化率 0.3%
[0053]
实施例3
[0054]
本发明是一种复合结合镍铁回转窑浇注料,该浇注料各组份的颗粒组成为:矾土颗粒8~5mm,,5~3mm,3~1mm,1~0mm,矾土细粉200目,石英粉200目。
[0055]
各组份配比(重量百分比)为:65%的矾土颗粒,21%的矾土细粉,3%的高铝水泥,5%的硅微粉,5%的石英粉,0.1%有机纤维,1.5%的钢纤维,0.2%的减水剂,外加12%的液体硅溶胶。
[0056]
按上述比例配置好的混合物先搅拌2分钟,加入12%的液体硅溶胶后再搅拌3分钟,震动浇注成型为40mm
×
40mm
×
160mm的样块,养护24小时,烘烤110℃
×
24h,在高温炉中烧1350℃
×
3h,检测结果见表三
[0057]
表三
[0058]
110℃
×
24h烘后体积密度2.7g/cm3110℃
×
24h烘后冷态抗折强度8.3mpa110℃
×
24h烘后冷态耐压强度40.3mpa1350℃
×
3h烧后冷态抗折强度15.2mpa1350℃
×
3h烧后冷态耐压强度100.8mpa1350℃
×
3h烧后永久线变化率 0.5%
[0059]
以上实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。