1.本发明涉及蒸镀掩膜技术领域,尤其涉及一种金属掩膜版的加工方法。
背景技术:
2.oled显示装置由于具有自主发光、色彩鲜艳、低功耗、广视角等优点被应用的越来越广泛。目前,制作oled显示装置时普遍采用蒸镀技术,其中金属掩膜版(metal mask,简称mask)可以有效控制有机材料沉积在基板上的位置,在整个oled显示装置生产工艺中扮演着极其重要的角色。金属掩膜板主要包括通用金属掩膜板(common metal mask,简称cmm)及精密金属掩膜板(fine metal mask,简称fmm),cmm用于蒸镀共通层,fmm用于蒸镀发光层。
3.在以往,蒸镀共通层的过程中,容易在显示器边缘出现划伤,以及蒸镀膜层边缘出现“阴影”区域等问题;并且,在cmm上蒸镀图案的贯通孔处,还容易有异物填充到cmm与基板之间,进而影响蒸镀膜层边缘的精度。上述这些问题的出现,导致oled显示装置蒸镀加工的良率极低,生产成本过高。因此,为了解决上述这些问题,研发人员将cmm上的贯通孔设计成如图3中所示的形状。基于这一改进,有效解决了上述“划伤”和“异物”的问题,并且能够将膜层边缘“阴影”区域的宽度缩小到15μm左右。
4.通常,在制备如图3中所示形状的cmm时,一般采用两次蚀刻加工完成,这种加工方式产出的cmm良率低,且一致性差,受cmm一致性差的影响,oled显示装置蒸镀加工的良率有所下降;另外,随着显示器边缘边框设计的越来越窄,甚至出现了无边框显示器,需要进一步缩小共通层膜层边缘“阴影”区域的宽度,以获得更优的用户体验。为克服上述问题,亟待设计出一种解决方案。
技术实现要素:
5.为了解决现有技术中采用两次蚀刻加工如图3中所示形状的cmm时,产出的cmm良率低,且一致性差问题,本发明提出了一种金属掩膜版的加工方法。
6.本发明提供的金属掩膜版的加工方法,步骤包括:
7.s01、第一步蚀刻:取厚度为h0的金属片,在该金属片的上侧面蚀刻出第一凹槽,控制第一凹槽的宽度为d1、深度为h1;
8.s02、第二步蚀刻:在所述的第一凹槽的底部蚀刻两个第二凹槽,该两个第二凹槽相对于所述的第一凹槽中线对称,控制两个第二凹槽相远端的距离为d2,且控制第二凹槽的宽度为d2
′
、深度为h2;
9.s03、第三步蚀刻:在所述的金属片的下侧面蚀刻第三凹槽,蚀刻至与所述的两个第二凹槽上下贯通形成一个呈整体的贯通孔;
10.上述贯通孔中,以所述的第三凹槽的侧壁与第二凹槽的侧壁的交界处为分界,形成宽度为d2、深度为h2
′
的上部孔体和宽度为d3、深度为h3的下部孔体。
11.进一步地,所述的金属片的厚度h0、第一凹槽的深度h1、第二凹槽的深度h2和上部
孔体的深度h2
′
满足:h2
′
<h2≤h1,且(h1 h2
′
)/h0≤0.3。
12.进一步地,所述的上部孔体的深度h2
′
不超过所述的第一凹槽的深度h2的三分之二。
13.进一步地,其中:
14.所述的金属片的厚度h0为100~200μm;
15.所述的第一凹槽的深度h1为10~20μm;
16.所述的第二凹槽的深度h2为10~15μm;
17.所述的上部孔体的深度h2
′
≤10μm。
18.进一步地,所述的金属片的厚度h0为100μm或150μm或200μm。
19.进一步地,所述的第一凹槽的宽度d1、上部孔体的宽度d2和第三凹槽的宽度d3满足:d1
‑
d2=300~400μm,d3
‑
d2=150~200μm。
20.进一步地,所述的第二凹槽的宽度d2
′
为0.5~5mm。
21.进一步地,所述的第二凹槽的宽度d2
′
为0.5~1mm。
22.进一步地,所述的下部孔体的侧壁的倾角α和上部孔体的侧壁的倾角θ满足:α θ=105
°
~120
°
。
23.进一步地,所述的下部孔体的侧壁的倾角α为40
°
~60
°
。
24.本发明中的有益效果为:
25.(1)通过采用上述s01~s03三步蚀刻工艺,能够有效控制所述的上部孔体和下部孔体的尺寸精度和一致性,大幅度提高了金属掩膜版的产出良率和一致性;
26.(2)通过对第一凹槽、上部孔体和下部孔体尺寸等相关参数的优化,大幅度缩减了膜层边缘“阴影”区域的宽度。
附图说明
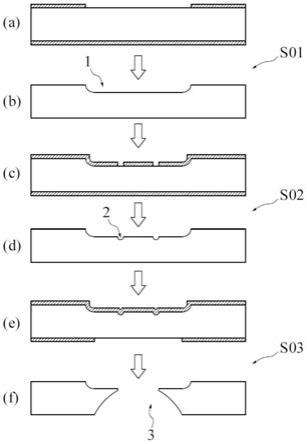
27.图1为用于说明本发明金属掩膜版的加工过程的示意图;
28.图2为经本发明中的第二步蚀刻后的半成品的结构示意图;
29.图3为经本发明中的第三步蚀刻后产出的金属掩膜版的结构示意图;
30.图4为图3中的金属掩膜版的局部结构示意图;
31.图5为用于说明经金属掩膜版蒸镀的共通层边缘阴影区域的示意图;
32.图6为加工方法改进前后贯通孔内的峡口边缘状态的对比图片;
33.图中:1、第一凹槽;2、第二凹槽;3、第三凹槽;4、交界处;5、上部孔体;6、下部孔体;7、基板。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
35.在本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。另外,术语“第一”、“第二”、“第三”仅用于方便描述的目的,而不能理解为指示
或暗示相对重要性。
36.作为本发明的一个实施例,参照附图1~5所示,本实施例中的金属掩膜版的加工方法,步骤如下:
37.s01、第一步蚀刻:
38.取厚度为h0的金属片,该金属片选用制备金属掩膜版常用的材料,如:殷钢或sus420不锈钢等;在进行刻蚀之前,在该金属片的上、下侧面均涂覆一层光阻剂或者附着一层光刻胶膜,然后使用photo mask对上侧面的光阻剂层或光刻胶膜层进行曝光显影,在上侧面的光阻剂层或光刻胶膜层上形成如图1(a)中所示的开口图案;蚀刻过程采用干式蚀刻或湿式蚀刻的方式,在上述的开口图案处蚀刻出第一凹槽1,并控制蚀刻出的第一凹槽1的宽度为d1、深度为h1;蚀刻完成后,去除金属片表面的剩余光阻剂层或光刻胶膜层,形成如图1(b)中所示的结构。
39.s02、第二步蚀刻:
40.在所述的第一凹槽1的底部蚀刻两个第二凹槽2,该两个第二凹槽2相对于所述的第一凹槽1中线对称,控制两个第二凹槽2相远端的距离为d2,且控制第二凹槽2的宽度为d2
′
、深度为h2。需要说明的是,该处的两个第二凹槽2相远端指的是两个第二凹槽2相距最远的一端。第二步蚀刻中,在进行蚀刻之前,按照上述第一步蚀刻中相同的方式,在金属片的上、下侧面均涂覆一层光阻剂或者附着一层光刻胶膜,并通过曝光在第一凹槽1底部的光阻剂层或光刻胶膜层形成如图1(c)中所示的开口图案;蚀刻完成后,去除剩余光阻剂层或光刻胶膜层,形成如图1(d)中所示的结构。
41.s03、第三步蚀刻:
42.在所述的金属片的下侧面蚀刻第三凹槽3,蚀刻至与所述的两个第二凹槽2上下贯通形成一个呈整体的贯通孔;上述贯通孔中,以所述的第三凹槽3的侧壁与第二凹槽2的侧壁的交界处4为分界,形成宽度为d2、深度为h2
′
的上部孔体5和宽度为d3、深度为h3的下部孔体6。此处需要说明的是,上述的上部孔体5的宽度d2对应于基板上用于蒸镀共通膜区域的宽度或长度,也即是说,上部孔体5的宽度d2与该区域宽度或长度一致。该第三步蚀刻中,在进行蚀刻之前,同样按照上述第一步蚀刻中相同的方式,在金属片的上、下侧面均涂覆一层光阻剂或者附着一层光刻胶膜,并通过曝光在金属片的下侧面形成具有如图1(e)中所示的开口图案;蚀刻完成后,去除剩余光阻剂层或光刻胶膜层,最终形成如图1(f)中所示的结构。
43.值得说明的是:在完成上述的第一步蚀刻后,为了节约工时,一般情况下会采用对贯通孔中的上部孔体5和下部孔体6同时蚀刻的方式进行加工。但是,采用这种方式加工时,上部孔体5和下部孔体6的交界处4的位置难以准确控制,换言之,也即是说贯通孔中的上部孔体5的深度和下部孔体6的深度波动较大,这种情况下,如图4中所示的下部孔体6的侧壁的倾角α和上部孔体5的侧壁的倾角θ存在较大波动,难以受控,因此导致产出的cmm良率低,且一致性差,降低了oled显示装置蒸镀加工的产品良率。
44.与上述采用两次蚀刻的加工方法不同,本发明采用三次蚀刻的方式加工如图3中所示的cmm,蚀刻出所述的第一凹槽1后,先在第一凹槽1的底部蚀刻出所述的两个第二凹槽2,以确定贯通孔中的上部孔体5的宽度;在此基础上,再通过第三次蚀刻加工出第三凹槽3。这种情况下,仅需要控制第三凹槽3的宽度和倾角,即可轻松且精确的控制上部孔体5和下
部孔体6的交界处4的位置;另外,还能有效改善所述的贯通孔内的峡口处出现的如图6(a)“锯齿”状缺陷,使得所述的峡口边缘呈现出如图6(b)的更加整齐的状态,该处的峡口处指的是所述的上部孔体5和下部孔体6的交界处4。以本发明的加工方法进行加工,cmm的生产良率可提高10%以上,并且大幅度提高了cmm合格品的一致性。
45.在以往的研究中,用图5所示的cmm蒸镀共通膜时,普遍认为q1区域为共通膜的有效膜层区,而q2、q3和q4区域则共同构成共通膜层边缘的“阴影”区域,进而将“cmm上作为膜料通道的贯通孔中的上部孔体5上边缘距离基板7的距离”和“蒸镀膜料通过贯通孔中下部孔体6的入射角度”作为影响共通膜层边缘“阴影”区域宽度的因素进行研究。
46.但是,本技术中,经过研究发现,上述的q2区域与q1区域的共通膜膜层厚度相差极小;并且,在实际情况下,q2区域的宽度远小于q3和q4区域的宽度。因此,q2区域对共通膜边缘的“阴影”区域几乎没有影响,即q2区域也可以视为共通膜的有效膜层区;而q3和q4区域则构成共通膜边缘的“阴影”区域。
47.基于上述这一发现,本实施例中对上述金属掩膜版的加工方法进一步优化如下:
48.在上述金属掩膜版的加工方法的基础上,所述的金属片的厚度h0、第一凹槽1的深度h1、第二凹槽2的深度h2和上部孔体5的深度h2
′
最好满足:h2
′
<h2≤h1,且(h1 h2
′
)/h0≤0.3。这种情况下,有助于缩小上述的q3和q4区域的宽度。可以理解的,当所述的金属片的厚度h0和下部孔体6的侧壁的倾角α既定的情况下,下部孔体6的深度为h3越大,上部孔体5的深度h2
′
越小,q3和q4区域的宽度就越小。
49.在蚀刻上述的第二凹槽2时,由于第二凹槽2的深度很小,第二凹槽2的侧壁的倾角难以受控,因此一般不对其进行管控。本方案中,采用三次蚀刻后,在第二步蚀刻控制好第二凹槽2蚀刻深度的情况下,利用第三步蚀刻控制第三凹槽3的蚀刻深度,有目的的将第二凹槽2的底部蚀刻掉一部分,最终使得所述的上部孔体5的深度h2
′
不超过所述的第一凹槽1的深度h2的三分之二,在这一范围内,所述的上部孔体5的侧壁的倾角θ相对增大,有利于缩小上述的q3区域的宽度。
50.基于上述研究,当所述的金属片的厚度h0为100~200μm,例如:100μm、150μm或200μm时,所述的第一凹槽1的深度h1、第二凹槽2的深度h2和上部孔体5的深度h2
′
优选为:10μm≤h1≤20μm,10μm≤h2≤15μm,h2
′
≤10μm。
51.在上述金属掩膜版的加工方法的基础上,所述的第一凹槽1的宽度d1、上部孔体5的宽度d2和第三凹槽3的宽度d3最好满足:d1
‑
d2=300~400μm,d3
‑
d2=150~200μm。在上部孔体5的宽度d2既定的情况下,第一凹槽1的宽度d1满足上述限定时,可以在避免“划伤”和“异物”的同时,降低cmm在贯通孔位置的形变,进而提高蒸镀精度。
52.在上述金属掩膜版的加工方法中,对第二凹槽2的宽度一般不进行管控。本方案中,所述的第二凹槽2的宽度d2
′
优选为0.5~5mm,以降低蚀刻精度控制难度。进一步优选地,所述的第二凹槽2的宽度d2
′
为0.5~1mm,这种情况下,能够在控制蚀刻精度的同时兼顾提高效率。
53.在上述金属掩膜版的加工方法的基础上,所述的下部孔体6的侧壁的倾角α和上部孔体5的侧壁的倾角θ最好满足:α θ=105
°
~120
°
。需要说明的是:该处的倾角α指的是,在如图4中所示的金属掩膜版的竖切面中的,下部孔体6侧壁的下缘与上缘之间的连线的倾角;同样的,倾角θ指的是上述竖切面中上部孔体5侧壁的下缘与上缘之间的连线的倾角。当
下部孔体6的侧壁的倾角α缩小的时候,应适当增大上部孔体5的侧壁的倾角θ,这样有利于缩小上述的q3和q4区域的宽度。进一步优选地,所述的下部孔体6的侧壁的倾角α为40
°
~60
°
,例如:40
°
、45
°
、50
°
、55
°
或60
°
。
54.基于上述改进后生产出的cmm,蒸镀共通膜层时,在共通膜层边缘产生的“阴影”区域的宽度能够缩小到10μm以下。
55.值得说明的是:对所述的第一凹槽1、第二凹槽2、上部孔体5和下部孔体6的各限定条件均是基于本发明采用三次蚀刻工艺所能达到的优选结果,因此,在金属掩膜版的蚀刻工艺发生改变的情况下,为获得更优的效果,上述各限定条件可能会发生改变;同样的,本方案中针对各参数的范围限定也是一种优选,并不必须在上述限定的范围内,例如:所述的金属片的厚度h0也可以是50μm、300μm、400μm等。
56.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。