1.本发明涉及齿轮加工技术领域,具体为一种齿轮成型后表面处理系统。
背景技术:
2.现有技术中公开了部分齿轮加工技术领域的发明专利,当齿轮表面处理后,获得高的硬度和耐磨性,及耐蚀性,从而得到高的疲劳强度及对应的耐磨性,同时心部保持足够的强度和韧性。
3.高频淬火多数用于工业金属零件表面淬火,是使工件表面产生一定的感应电流,迅速加热零件表面,然后迅速淬火的一种金属热处理方法。感应加热设备,即对工件进行感应加热,以进行表面淬火的设备。感应加热的原理:工件放到感应器内,感应器一般是输入中频或高频交流电(1000
‑
300000hz或更高)的空心铜管。产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个趋肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800
‑
1000℃,而心部温度升高很小。
4.现有技术对齿轮表面进行高频处理的方法一般为半自动机械化处理,人工将齿轮安装在夹具上,通过操作机械装置将齿轮送至电磁感应区域,齿轮表面经过高温淬火完成之后,再由人工将齿轮从夹具上卸下;人为进行齿轮转移导致齿轮高频淬火效率低,且当人处于高频的感应磁场内对人体健康有所损伤,不利于长期工作,无法实现自动化等缺点。
5.基于此,本发明设计了一种齿轮成型后表面处理系统,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种齿轮成型后表面处理系统,以解决上述背景技术中提出的现有技术对齿轮表面进行高频处理的方法一般为半自动机械化处理,人工将齿轮安装在夹具上,通过操作机械装置将齿轮送至电磁感应区域,齿轮表面经过高温淬火完成之后,再由人工将齿轮从夹具上卸下;人为进行齿轮转移导致齿轮高频淬火效率低,且当人处于高频的感应磁场内对人体健康有所损伤,不利于长期工作,无法实现自动化等问题。
7.为实现上述目的,本发明提供如下技术方案:一种齿轮成型后表面处理系统,包括机壳,所述机壳的左右内侧壁上固定连接有固定架,所述固定架上固定连接有若干感应线圈,若干所述感应线圈的后方设置有推料机构,所述固定架的前方有设置在机壳内侧壁上的运输机构,所述机壳上设置有第一驱动机构,所述第一驱动机构用于在运输机构向后移动夹紧齿轮的同时驱动推料机构向前推动齿轮;所述机壳的前内侧壁上固定连接有用于驱动运输机构移动的第一气缸;所述推料机构的下方设置有上料机构,所述上料机构设置在机壳上。
8.作为本发明的进一步方案,所述推料机构包括推杆;所述推杆滑动连接在机壳的内侧壁上,所述推杆的前侧壁上固定连接有弹性伸缩杆。
9.作为本发明的进一步方案,所述运输机构包括矩形板和安装板;所述矩形板转动
且滑动连接在机壳上,所述安装板滑动连接在机壳上,所述安装板的左右侧壁上均转动连接有第二气缸,两个所述第二气缸的另一端分别转动连接在矩形板的左右侧壁上,所述矩形板的后侧壁上固定连接有若干阵列分布的锥形筒,若干所述锥形筒的外壁上共同滑动连接有卸料板;所述卸料板的侧壁上固定连接有用于其复位的第一弹簧,所述卸料板前方设置有第一挡块;所述第一挡块用于当运输机构向前移动至初始位置时,使锥形筒对加工完成后的齿轮取消夹紧;所述第一挡块固定连接在机壳的左右内侧壁上。
10.作为本发明的进一步方案,所述第一驱动机构包括第一齿条杆;所述第一齿条杆固定连接在推杆的侧壁上;所述第一齿条杆的上方设置有与其啮合的第一齿轮,所述第一齿轮转动连接在机壳的内壁上;所述第一齿轮的前方设置有能够与其相啮合的第二齿条杆,所述第二齿条杆固定连接在安装板的侧壁上。
11.作为本发明的进一步方案,所述上料机构包括若干弧形送料板、驱动板、第一气弹簧和第二驱动机构,所述驱动板滑动连接在机壳的内侧壁上,所述驱动板的后方设置有若干放料筒,若干所述放料筒均固定连接在机壳上;所述放料筒的后方设置有用于推动放料筒内齿轮的第三气缸,所述第三气缸固定连接在机壳的后侧壁上;若干所述弧形送料板均包括第一弧形板和两个第二弧形板,两个所述第二弧形板关于第一弧形板对称设置,两个所述第二弧形板均横向滑动连接在驱动板上,所述第一弧形板纵向滑动连接在驱动板上,两个所述第二弧形板的侧壁上均转动连接有连杆,两个所述连杆的另一端分别铰接在第一弧形板的左右侧壁上;所述驱动板的上端面固定连接有楔形板,所述楔形板的后上方设置有第二挡块,所述第二挡块转动连接在推杆的侧壁上,且第二挡块的转动轴上套装有用于其复位的第一扭簧;所述第一气弹簧的后端固定连接在机壳的侧壁上,且第一气弹簧的前端与推杆的侧壁贴合;所述第二驱动机构用于在运输机构将加工完成后的齿轮卸下后驱动上料机构自动上料。
12.作为本发明的进一步方案,所述第二驱动机构包括第三齿轮和第三气弹簧;所述第三齿轮固定连接在矩形板的转动轴上;所述第三齿轮的前方设置有能够与其相啮合的第二齿轮,所述第二齿轮转动连接在机壳的外侧壁上,所示第二齿轮的转动轴上固定连接有槽轮,所述槽轮上固定连接有牵引绳,所述牵引绳的另一端固定连接在驱动板的侧壁上,所述第三气弹簧的两端分别固定连接在驱动板和机壳上。
13.作为本发明的进一步方案,所述锥形筒的中心位置固定连接有第一伸缩杆,所述第一伸缩杆的另一端固定连接有圆锥柱,所述圆锥柱的上方设置有第二伸缩杆,所述第二伸缩杆转动连接在卸料板上;所述第二伸缩杆的转动轴上套装有用于其复位的第二扭簧;所述圆锥柱的前方设置有锁紧筒,所述锁紧筒固定连接在锥形筒的内侧壁上;所述锁紧筒的前方设置有能够与其互锁的锁紧柱,所述锁紧柱滑动连接在锁紧筒内,所述锁紧柱上圆周阵列分布有若干第二气弹簧,若干所述第二气弹簧转动连接在锁紧柱上,若干所述第二气弹簧的另一端转动连接在锥形筒的内壁上;所述锁紧柱的后方设置有能够推动其向前移动的圆柱体,所述圆柱体固定连接在弹性伸缩杆的后端面中心上。
14.作为本发明的进一步方案,所述固定架的下方设置有输送板,所述输送板滑动连接在机壳的内壁上。
15.与现有技术相比,本发明的有益效果是:
16.1.本发明通过第一气缸、运输机构、第一驱动机构、推料机构和上料机构的设置,
第一气缸在推动运输机构向后移动时,运输机构可以通过第一驱动机构驱动推料机构推动齿轮向前移动到感应线圈内,同时运输机构会与推料机构配合使运输机构通过对齿轮轴孔的支撑对齿轮进行夹紧,可以使待加工齿轮可以稳定的停留在感应线圈内,可以使后续齿轮在进行加热处理时齿轮不会发生偏移、晃动,可以使齿轮更好、更均匀的进行加热处理,可以大大提高齿轮加工的质量;在加热完成后,即可使第一气缸通过运输机构带动加工完成的齿轮向前移动,运输机构在移动到初始位置时会自动松开齿轮,然后运输机构会带动齿轮向下翻转,使齿轮自动掉落,完成下料;运输机构在向下翻转时会驱动上料机构将放置于上料机构内的待加工齿轮运输到推料机构的前侧,然后上料机构会驱动推料机构使推力机构将上料机构上的待加工齿轮推动到固定架上,为下一次的齿轮加工做准备;然后运输机构即可再次复位回到初始位置进行下一次工作,依次循环,可以使齿轮的整个加工过程完全不需要工作人员参与,可以达到最大程度的自动化,可以大大提高齿轮表面处理的效率。
17.2.本发明通过圆锥柱、第二扭簧、锁紧筒、锁紧柱、第二气弹簧和圆柱体的设置,再齿轮的轴孔插入到锥形筒内时,使圆柱体驱动锁紧柱相对的向前移动,使锁紧柱通过第二气弹簧使锥形筒的外壁撑开,可以使锥形筒更好的对待加工齿轮进行夹紧,可以更好地保证齿轮在加工时更加的稳定,使齿轮可以更好地进行加工;在加工完成后锥形筒可以在第一挡块自动取消对齿轮的夹紧。
附图说明
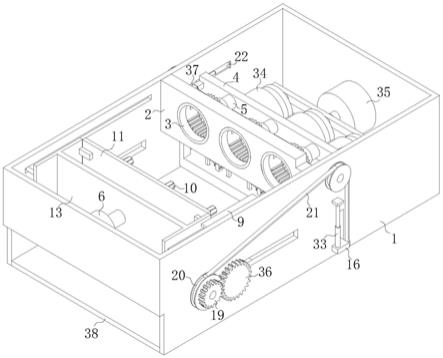
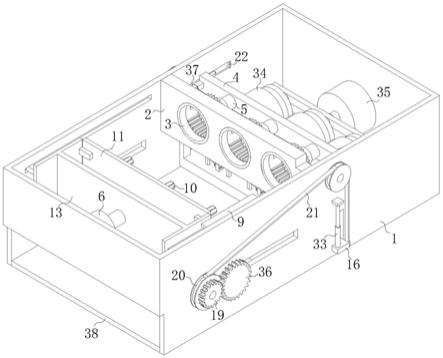
18.图1为本发明总体结构示意图;
19.图2为本发明中左后侧总体结构示意图;
20.图3为本发明总体结构剖视示意图;
21.图4为本发明中运输机构结构示意图;
22.图5为本发明中矩形板、卸料板和锥形筒连接关系示意图;
23.图6为图5中a处局部放大图;
24.图7为本发明中锥形筒内部自锁机构示意图;
25.图8为本发明中的卸料板;
26.图9为本发明中上料机构、推料机构和感应线圈之间的位置关系示意图;
27.图10为本发明中固定架和弧形送料板位置关系示意图;
28.图11为本发明感应线圈和固定架位置关系示意图。
29.附图中,各标号所代表的部件列表如下:
30.机壳1、固定架2、感应线圈3、推杆4、弹性伸缩杆5、第一气缸6、第一齿条杆7、第一齿轮8、第二齿条杆9、锥形筒10、矩形板11、第二气缸12、安装板13、圆柱体14、连杆15、驱动板16、楔形板17、第一扭簧18、第二齿轮19、槽轮20、牵引绳21、第一气弹簧22、卸料板23、第一弹簧24、第一挡块25、第一伸缩杆26、圆锥柱27、第二扭簧28、锁紧筒29、锁紧柱30、第二气弹簧31、第二伸缩杆32、第三气弹簧33、放料筒34、第三气缸35、第三齿轮36、第二挡块37、输送板38、第一弧形板39、第二弧形板40。
具体实施方式
31.请参阅图1
‑
11,本发明提供一种技术方案:一种齿轮成型后表面处理系统,包括机壳1,所述机壳1的左右内侧壁上固定连接有固定架2,所述固定架2上固定连接有若干感应线圈3,若干所述感应线圈3的后方设置有推料机构,所述固定架2的前方有设置在机壳1内侧壁上的运输机构,所述机壳1上设置有第一驱动机构,所述第一驱动机构用于在运输机构向后移动夹紧齿轮的同时驱动推料机构向前推动齿轮;所述机壳1的前内侧壁上固定连接有用于驱动运输机构移动的第一气缸6;所述推料机构的下方设置有上料机构,所述上料机构设置在机壳1上。
32.本发明在使用时,首先将齿轮放置在固定架2上,启动第一气缸6,第一气缸6驱动运输机构向后移动,当运输机构移动一段距离后,运输机构驱动第一驱动机构带动推料机构向前移动,使推料机构推动未加工的齿轮一起向前移动,推料机构将未加工的齿轮推动到感应线圈3的内侧,同时运输机构在感应线圈3内将未加工的齿轮夹紧;当推料机构将未加工的齿轮推至感应线圈3内,且在运输机构对未加工的齿轮夹紧之后,感应线圈3通电,感应线圈3对未加工的齿轮进行处理;通过运输机构和推料机构的设置,使运输机构可以对未加工的齿轮起到限位作用,使感应线圈3对未加工的齿轮在进行淬火时,使未加工的齿轮稳定的停留在感应线圈3的中心位置,感应线圈3对未加工的齿轮的齿面进行均匀的淬火处理,且保证了未加工的齿轮在感应线圈3内不会晃动,从而提高对加工件淬火的质量;当感应线圈3完成对加工件高频淬火后,第一气缸6向前收缩并带动运输机构向前移动,运输机构带动加工完成后的齿轮移出感应线圈3并继续向前移动,同时运输机构驱动第一驱动机构使推料机构向后运动,直到推料机构恢复至初始位置,为下一次工作而准备;当运输机构移动至初始位置时,将加工完成后的齿轮卸下,运输机构进行卸料时,运输机构驱动第二驱动机构使上料机构向上移动,上料机构使未加工的齿轮向上移动,在上料机构和推料机构的配合下,将未加工的齿轮移至固定架2上;在运输机构卸料的同时,驱动第二驱动机构使上料机构向上移动且在推料机构的配合下将未加工的齿轮放置在固定架2上,准备进行再一次的工作循环;运输机构将加工完成后的齿轮卸下,恢复至初始状态后,第二驱动机构使上料机构恢复至初始状态,准备进行再次工作,本发明实现了对加工件高频淬火自动化的目的。
33.请参阅图11,作为本发明的进一步方案,所述推料机构包括推杆4;所述推杆4滑动连接在机壳1的内侧壁上,所述推杆4的前侧壁上固定连接有弹性伸缩杆5。
34.以上方案在使用时,第一气缸6在驱动运输机构向后移动一段距离后,运输机构会通过第一驱动机构驱动推杆4向前移动,推杆4向前移动的同时弹性伸缩杆5也向前移动,弹性伸缩杆5将推动固定架2上的齿轮向前移动并进入感应线圈3内。
35.请参阅图3、图4和图5,作为本发明的进一步方案,所述运输机构包括矩形板11和安装板13;所述矩形板11转动且滑动连接在机壳1上,所述安装板13滑动连接在机壳1上,所述安装板13的左右侧壁上均转动连接有第二气缸12,两个所述第二气缸12的另一端分别转动连接在矩形板11的左右侧壁上,所述矩形板11的后侧壁上固定连接有若干阵列分布的锥形筒10,若干所述锥形筒10的外壁上共同滑动连接有卸料板23;所述卸料板23的侧壁上固定连接有用于其复位的第一弹簧24,所述卸料板23前方设置有第一挡块25;所述第一挡块25用于当运输机构向前移动至初始位置时,使锥形筒10对加工完成后的齿轮取消夹紧,所
述第一挡块25固定连接在机壳1的左右内侧壁上。
36.以上方案在使用时,第一气缸6驱动安装板13向后移动,安装板13会带动矩形板11、锥形筒10和卸料板23同步向后移动,锥形筒10在移动一段距离后会插入到待加工齿轮的轴孔内,同时弹性伸缩杆5会对待加工齿轮起到支撑作用,使锥形筒10可以完全插入到齿轮的轴孔内,对齿轮起到夹紧的作用;待齿轮加工完成后,再启动第一气缸6向前收缩;第一气缸6会带动矩形板11、锥形筒10、卸料板23及被锥形筒10夹紧后加工完成的齿轮同步向前移动,当卸料板23向前移动到与第一挡块25接触后,第一挡块25会驱动卸料板23相对于矩形板11和锥形筒10向后移动,卸料板23会对齿轮起到限位作用,使齿轮相对于锥形筒10向前移动,使锥形筒10取消对齿轮的夹紧作用,完后然后再启动第二气缸12向后伸长,使第二气缸12带动矩形板11向下翻转,矩形板11会带动锥形筒10、卸料板23和齿轮一起向下翻转,待翻转到一定角度后,齿轮会自动向下坠落,可以使加工完成后还有大量余热的齿轮可以自动完成下料,然后再使第二气缸带动矩形板11、锥形筒10和卸料板23回到初始位置,然后即可开始下一次的工作。
37.请参阅图2,作为本发明的进一步方案,所述第一驱动机构包括第一齿条杆7;所述第一齿条杆7固定连接在推杆4的侧壁上;所述第一齿条杆7的上方设置有与其啮合的第一齿轮8,所述第一齿轮8转动连接在机壳1的内壁上;所述第一齿轮8的前方设置有能够与其相啮合的第二齿条杆9,所述第二齿条杆9固定连接在安装板13的侧壁上。
38.以上方案在使用时,安装板13在向后移动时会带动第二齿条杆9一起向后移动,当第二齿条杆9向后移动到与第一齿轮8接触的位置后第二齿条杆9再向后移动时会带动第一齿轮8转动,第一齿轮8会带动第一齿条杆7向前移动,第一齿条杆7带动推杆4和弹性伸缩杆5一起向前移动。
39.请参阅图3和图9,作为本发明的进一步方案,所述上料机构包括若干弧形送料板、驱动板16、第一气弹簧和第二驱动机构,所述驱动板16滑动连接在机壳1的内侧壁上,所述驱动板16的后方设置有若干放料筒34,若干所述放料筒34均固定连接在机壳1上;所述放料筒34的后方设置有用于推动放料筒34内齿轮的第三气缸35,所述第三气缸35固定连接在机壳1的后侧壁上;若干所述弧形送料板均包括第一弧形板39和两个第二弧形板40,两个所述第二弧形板40关于第一弧形板39对称设置,两个所述第二弧形板40均横向滑动连接在驱动板16上,所述第一弧形板39纵向滑动连接在驱动板16上,两个所述第二弧形板40的侧壁上均转动连接有连杆15,两个所述连杆15的另一端分别铰接在第一弧形板39的左右侧壁上;所述驱动板16的上端面固定连接有楔形板17,所述楔形板17的后上方设置有第二挡块37,所述第二挡块37转动连接在推杆4的侧壁上,且第二挡块37的转动轴上套装有用于其复位的第一扭簧18;所述第一气弹簧22的后端固定连接在机壳1的侧壁上,且第一气弹簧22的前端与推杆4的侧壁贴合;所述第二驱动机构用于在运输机构将加工完成后的齿轮卸下后驱动上料机构自动上料。
40.以上方案在使用时,第三气缸35推动放料筒34内的齿轮,将齿轮推至弧形送料板上;当第三气缸35将齿轮推至第一弧形板39上时,第一弧形板39会在齿轮的重力作用下向下移动一小段距离,第一弧形板39在向下移动的同时会通过连杆15带动两个第二弧形板40相向移动,两个第二弧形板40会配合第一弧形板39将齿轮夹紧,保证齿轮在移动过程中的稳定性;矩形板11在向下翻转时会通过第二驱动机构带动驱动板16向上移动,驱动板16会
带动楔形板17、第一弧形板39、两个第二弧形板40及待加工齿轮同步向上移动,当楔形板17向上移动到与第二挡块37的斜面接触后,楔形板17会驱动第二挡块37向后移动,第二挡块37会带动推杆4和弹性伸缩杆5一起向后移动并使第一气弹簧22收缩;然后第一弧形板39和第二弧形板40会带动待加工齿轮向上移动到使待加工齿轮停留在弹性伸缩杆5的前侧,且位于固定架2的后侧;此时楔形板17会与第二挡块37错开,失去了楔形板17的限位后,第二挡块37、推杆4及弹性伸缩杆5会在第一气弹簧22的弹力作用下向前移动,弹性伸缩杆5会向前推动待加工齿轮,使待加工齿轮移动到固定架2上,然后在矩形板11完成卸料向上翻转会初始位置时第二驱动机构会自动带动驱动板16及弧形送料板向下移动会初始位置,驱动板16在带动楔形板17向下移动时,楔形板17会带动第二挡块37向下翻转,使第二挡块37不会阻碍楔形板17复位;在楔形板17向下移动会初始位置后第二挡块37会在第一扭簧18的作用下自动转动回初始位置,自此即完成自动上料的整个过程。
41.请参阅图1、图3和图9,作为本发明的进一步方案,所述第二驱动机构包括第三齿轮36和第三气弹簧33;所述第三齿轮36固定连接在矩形板11的转动轴上;所述第三齿轮36的前方设置有能够与其相啮合的第二齿轮19,所述第二齿轮19转动连接在机壳1的外侧壁上,所示第二齿轮19的转动轴上固定连接有槽轮20,所述槽轮20上固定连接有牵引绳21,所述牵引绳21的另一端固定连接在驱动板16的侧壁上,所述第三气弹簧33的两端分别固定连接在驱动板16和机壳1上。
42.以上方案在使用时,矩形板11在向下翻转进行卸料时会通过其转动轴带动第三齿轮36转动,第三齿轮36会带动第二齿轮19推板转动,第二齿轮19会带动槽轮20一起转动,槽轮20会通过牵引绳带动驱动板16向上移动;矩形板11在向上翻转回初始位置时,驱动板16会在第三气弹簧33的弹力作用下回到初始位置。
43.请参阅图5、图6、图7和图11,作为本发明的进一步方案,所述锥形筒10的中心位置固定连接有第一伸缩杆26,所述第一伸缩杆26的另一端固定连接有圆锥柱27,所述圆锥柱27的上方设置有第二伸缩杆32,所述第二伸缩杆32转动连接在卸料板23上;所述第二伸缩杆32的转动轴上套装有用于其复位的第二扭簧28;所述圆锥柱27的前方设置有锁紧筒29,所述锁紧筒29固定连接在锥形筒10的内侧壁上;所述锁紧筒29的前方设置有能够与其互锁的锁紧柱30,所述锁紧柱30滑动连接在锁紧筒29内,所述锁紧柱30上圆周阵列分布有若干第二气弹簧31,若干所述第二气弹簧31转动连接在锁紧柱30上,若干所述第二气弹簧31的另一端转动连接在锥形筒10的内壁上;所述锁紧柱30的后方设置有能够推动其向前移动的圆柱体14,所述圆柱体14固定连接在弹性伸缩杆5的后端面中心上。
44.以上方案在使用时,当锥形筒10向后移动到插入到待加工齿轮的轴孔内后,弹性伸缩杆5内设置的圆柱体14也会插入到锥形筒10内,圆柱体14会相对的推动锁紧柱30向前移动,锁紧柱30会与锁紧筒29相互配合,使锁紧筒29对锁紧柱30起到限位作用,使锁紧柱30暂时无法向后移动;锁紧柱30在向前移动的同时会通过第二气弹簧31带动锥形筒10的外壁向外张开,可以使锥形筒10更好的对待加工齿轮进行夹紧,可以更好地保证齿轮在加工时更加的稳定,使齿轮可以更好地进行加工;在齿轮加工完成后,锥形筒10带动加工完成的齿轮向前移动到使第一挡块25推动卸料板23相对于锥形筒向后移动时,卸料板23会通过第二伸缩杆32带动圆锥柱27插入到锁紧筒29内,圆锥柱27会使锁紧筒29撑开,使锁紧筒29取消对锁紧柱30的限位,然后锁紧柱30会在第二气弹簧31的作用下向后移动,同时锥形筒10的
外壁会自动收缩,使锥形筒10不再对齿轮起到夹紧作用,当第二伸缩杆32上设置的斜面在与锁紧筒29上设置有凸块接触后,锁紧筒29上的凸块会驱动第二伸缩杆32向上收缩,使第二伸缩杆32脱离与圆锥柱27的接触,然后圆锥柱27会自动向前移动到初始位置。
45.请参阅图2和图3,作为本发明的进一步方案,所述固定架2的下方设置有输送板38,所述输送板38滑动连接在机壳1的内壁上。
46.以上方案在使用时,通过第一气缸6、矩形板11、弹性伸缩杆5、卸料板23和锥形筒10将加工之后的齿轮卸落在输送板38上,通过输送板38将齿轮输送至下一个需要加工的位置。
47.工作原理:首先将齿轮放置在固定架2上,启动第一气缸6,第一气缸6驱动运输机构向后移动,当运输机构移动一段距离后,运输机构驱动第一驱动机构带动推料机构向前移动,使推料机构推动未加工的齿轮一起向前移动,推料机构将未加工的齿轮推动到感应线圈3的内侧,同时运输机构在感应线圈3内将未加工的齿轮夹紧;当推料机构将未加工的齿轮推至感应线圈3内,且在运输机构对未加工的齿轮夹紧之后,感应线圈3通电,感应线圈3对未加工的齿轮进行处理;通过运输机构和推料机构的设置,使运输机构可以对未加工的齿轮起到限位作用,使感应线圈3对未加工的齿轮在进行淬火时,使未加工的齿轮稳定的停留在感应线圈3的中心位置,感应线圈3对未加工的齿轮的齿面进行均匀的淬火处理,且保证了未加工的齿轮在感应线圈3内不会晃动,从而提高对加工件淬火的质量;当感应线圈3完成对加工件高频淬火后,第一气缸6向前收缩并带动运输机构向前移动,运输机构带动加工完成后的齿轮移出感应线圈3并继续向前移动,同时运输机构驱动第一驱动机构使推料机构向后运动,直到推料机构恢复至初始位置,为下一次工作而准备;当运输机构移动至初始位置时,将加工完成后的齿轮卸下,运输机构进行卸料时,运输机构驱动第二驱动机构使上料机构向上移动,上料机构使未加工的齿轮向上移动,在上料机构和推料机构的配合下,将未加工的齿轮移至固定架2上;在运输机构卸料的同时,驱动第二驱动机构使上料机构向上移动且在推料机构的配合下将未加工的齿轮放置在固定架2上,准备进行再一次的工作循环;运输机构将加工完成后的齿轮卸下,恢复至初始状态后,第二驱动机构使上料机构恢复至初始状态,准备进行再次工作,本发明实现了对加工件高频淬火自动化的目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。