1.本实用新型涉及机械设备技术领域,具体涉及一种结构简单、效率高及成本低的汽车节能冷却管内翅片输送设备。
背景技术:
2.汽车,是一种现代交通工具,汽车的发展史是由1680年喷气式
‑
蒸汽动力
‑
汽油
‑
电力的漫长过程,世界上第一个研究电动车的是由匈牙利工程师阿纽什
·
耶德利克ányosjedlik于1828年在实验室完成的电传装置。1620年,意大利人布兰卡发明了“反击涡轮式蒸汽轮机”,用以带动轮车。1766年,英国发明家詹姆斯
·
瓦特改进了蒸汽机,拉开了第一次工业革命的序幕,1886年,德国的卡尔
·
本茨试制成功世界上第一辆单缸发动机三轮汽车。汽车的分类为乘用车和商用车,基本结构主要由发动机、底盘、车身和轮胎组成。而发动机是汽车的核心,汽车发动机采用两种冷却方式,即空气冷却和水冷却。随着经济的快速发展,人们对汽车的要求越来越高,而对汽车的性能的要求更高,既要求汽车的性价比好,更要求技术指标好且节能环保,特别对于涡轮增压发动机广泛应用于重型工程车辆,通过内燃机运转产生的废气驱动涡轮增压器产生压缩空气,提高发动机空气进气量,提升发动机功率、降低燃料消耗,但同时涡轮增压器产生的压缩空气压力和温度升高,会对发动机使用寿命有影响,同时会降低发动机的热效能。因此,涡轮增压产生的压缩空气一般需中间冷却器(冷却管)冷却后再进入发动机气缸。冷却管的作用就是降低压气机后压缩空气的温度,使得发动机的散热效率更快速,这是简单易行的方法。冷却管的内部主要由铝薄片制成的空管且内腔安装有内翅片的结构形式。但是,常见带内翅片散热管的组装,或是人工组装式,或自动化一头插入式,对于长散热管,内翅片会分两段或更多段插放入散热管内,两头插入内翅片,将能有效提高组装效率,行业内目前出现分开两头内翅片插入空管的方法,整个人工装配过程均为简单重复的疲劳操作,所占据的生产空间也较大,工人长时间的简单重复的工作,很枯燥且易疲劳,进而出现效率下降,有时还出现物料划伤手部等工伤安全事故。所以,人们一直在试图研究一种生产效率高且结构简单的自动化生产设备。目前,公开文献也报道了一些关于内翅片生产设备的专利,如:
3.1.中国专利:一种用于中冷器管双向穿内翅片的加工设备,申请号:cn202021798743.5,申请人:广州星沛新材料科技有限公司,申请日:20200825,摘要:该实用新型公开一种用于中冷器管双向穿内翅片的加工设备,包括内翅片送料装置、推送部件、驱动装置a、穿内翅片平台、中冷器管送料装置a和中冷器管送料装置b,穿内翅片平台的两侧分别设有供内翅片穿过的穿口a和穿口b,内翅片送料装置设在穿内翅片平台的侧部,中冷器管送料装置a设在穿内翅片平台的一侧,中冷器管送料装置b设在穿内翅片平台的另一侧,驱动装置a驱动推送部件往复运动以将穿内翅片平台上的内翅片推至穿口a和穿口b中。该实用新型中,推送部件往复运动一次就可以将两个内翅片分别穿插进两个中冷器管中,推送部件往复运动一次就可以完成两个中冷器管合件的组装,中冷器管合件的组装效率得到了很大的提高,有效地降低了成本。
4.2.中国专利:一种汽车中冷器扁管内翅片插装机,申请号:cn201711044760.2 ,公告号:cn107626768a,申请人:上海德朗汽车散热器制造有限公司,申请日:20171031,摘要:该发明涉及一种汽车中冷器扁管内翅片插装机,包括:机架:内翅片进料单元:设置在机架的中部;内翅片压紧单元:设置在内翅片进料单元的下部用于预压紧不规整内翅片;扁管贮料单元:设置在内翅片进料单元的一侧用于放置扁管;内翅片推进单元:设置在内翅片进料单元的另一侧用于将内翅片水平推入位于扁管贮料单元中最下端的扁管内;推管单元:设置在扁管贮料单元的底部用于将插装完成的扁管水平推出。与现有技术相比,该发明可以实现翅片自动插入扁管内,并可以实现插装翅片完成的偏管自动推入扁管收集箱,节约了人力资源,节约了大量生产场地且生产环境大为改观。
5.3.中国专利:一种用于穿内翅片机的定位机构及设有该定位机构的穿内翅片机,申请号: cn202021798744.x,公告号:cn212762023u,申请人:广州星沛新材料科技有限公司,申请日:20200825,摘要:该实用新型公开了一种用于穿内翅片机的定位机构及设有该定位机构的穿内翅片机,其中,定位机构包括承托架;以及均设在承托架上的定位块,定位块上设有供内翅片穿过的定位孔和用于容纳中冷器管的其中一端的定位槽,定位槽与定位孔连通,定位槽的其中一侧设有与外部连通的第一开口;用于驱动中冷器管沿定位孔的延伸方向运动,使其插入定位槽中的第一水平驱动单元;和用于驱动中冷器管沿竖直方向运动的第一竖直驱动单元。在内翅片装配前,先通过第一水平驱动单元驱动中冷器管插入定位槽中,再通过第一竖直驱动单元驱动中冷器管沿竖直方向运动,以将中冷器管夹紧在定位槽中,避免装配内翅片时,因中冷器管晃动而导致内翅片折损或装配质量差的问题。
6.以上公开的文献,本发明人经过市场调研,发现文献1虽然采用了一种效率比较高的机械合理的中冷器管双向穿内翅片的加工设备,文献2采用简单的汽车中冷器扁管内翅片插装机,而文献3还采用了定位比较准确的设有定位机构的穿内翅片机,也解决了一些传统的加工方法存在的问题。然而,以上公开的文献仍然存在以下问题:文献1的机械结构比较复杂,生产成本高;文献2和文献3的加工效率不高。因此,如何设计一种结构简单、效率高及成本低的汽车节能冷却管内翅片输送设备,是本技术领域亟待解决的难题。
技术实现要素:
7.本实用新型的目的在于克服现有技术中的缺陷与不足,提供一种结构简单、效率高及成本低的汽车节能冷却管内翅片输送设备。
8.本实用新型的目的是这样实现的:
9.本实用新型的汽车节能冷却管内翅片输送设备,所述汽车节能冷却管,包括空管和安装于空管内腔的左右两个内翅片以及胀接在空管端口的四个加固片组合而成;所述冷却管内翅片输送设备包括翅片推送组件、翅片落料挡条组件、翅片装配导向组件、空管推送组件、插翅片固管组件和底座组件,所述底座组件固定安装在地面上,所述翅片推送组件、翅片落料挡条组件和翅片装配导向组件各为左右两件,所述各翅片落料挡条组件固定在底座组件上,所述左右各翅片推送组件和各翅片装配导向组件连接后安装在翅片落料挡条组件上表面并构成一个整体且分左右错开排列放置于空管推送组件的两侧。
10.优选的,以上所述翅片推送组件包括安装在机架总成上的脚架组件,所述脚架组件的上方固定有横架,在所述横架左右两端设有主动辊轮组件和辊轴,所述主动辊轮组件
和辊轴上安装有从右到左输送物料的防跑偏肋平皮带,所述主动辊轮组件安装有使得防跑偏肋平皮带能够匀速输送物料的驱动电机和减速机,所述横架上方设有物料输送槽,所述物料输送槽两侧有内翅片围板,所述物料输送槽的上表面左右两端设置有使得内翅片进入安装工位的各一组内翅片导板,在所述各组内翅片导板之间安装有定位准确的活动限位组件,所述内翅片导板上设置有至少三个将内翅片推送的吹嘴组件,在所述吹嘴组件前进方向的内翅片导板开有至少四个孔洞的通气孔,在所述吹嘴组件前进方向的内翅片导板上方设置有内翅片防吹跑档板,所述左右侧的内翅片导板之间设置有能够按照不同规格的空管进行调节行程长度的限位挡板,所述右侧内翅片导板的末端设置有内翅片分送活动组件。
11.优选的,以上所述翅片装配导向组件包括推板支座组件、推进z形连接座、推板组件、丝杆轴承座总成、丝杆座固定座丝杆和翅片推送槽组件固定座,所述推板组件通过推板支座组件安装,所述推板组件连接有翅片推送槽组件和翅片推进导轨且通过翅片推送槽组件固定座并由推进z形连接座固定,所述丝杆通过丝杆轴承座总成和丝杆座固定座安装,所述推板支座组件一端连接有梅花式联轴器与进给电机,另一端与丝杆轴承座总成连接,侧面又与推板组件连接。
12.优选的,以上所述空管推送组件包括输送机架、移动组件和排气节流阀,所述移动组件安装于固定在地面的输送机架,所述输送机架设有直线导轨组件,所述移动组件底部中间安装有可以在水平方向上前后运动的移动气缸组件,所述一侧直线导轨组件前后设有能够使得移动组件限位并具有缓冲作用的液压缓冲器,所述移动组件左右两侧的顶面各设有一组可以上下滑动的输送座组件,所述各输送座组件的底部安装有升降气缸组件,所述排气节流阀与升降气缸组件连接,所述各升降气缸组件的活塞杆穿过移动组件承载着输送座组件,所述各移动组件的前后两端与输送座组件通过两组升降导向轴滑动联接,所述各组升降导向轴安装有带座直线轴承,所述移动组件的表面上设有至少三组能够放置空管的均匀分布的送管u形座。
13.与现有技术相比,本实用新型具有以下特点和进步:
14.1.结构简单。本实用新型的汽车节能冷却管输送设备,分别采用两个自动化输送物料装置,一是由翅片推送组件、翅片落料挡条组件和翅片装配导向组件组成的内翅片输送装置,内翅片沿着防跑偏肋平皮带进入设有防止内翅片脱轨的内翅片围板的物料输送槽,分别进入左右两侧的内翅片导板,通过吹嘴组件,采用空气将内翅片从右或左两侧的内翅片导板吹入翅片推送槽组件内,通过推板组件将内翅片往装配的工位推送;二是空管推送组件同时亦将空管输送到装配所在的工位,然后分别将左右两个内翅片自动安装到空管内腔,本设备结构简单,物料输送位置准确、快速,比传统人工安装的工序减少了3一5个人,大大提高了工作效率。
15.2.人性化设计,安全性好。本汽车节能冷却管内翅片输送设备采用的工艺流程,工艺步骤简单精准,特别是物料内翅片沿着防跑偏肋平皮带进入物料输送槽,由于物料输送槽两侧设有防止内翅片脱轨的内翅片围板,当第一个内翅片进入右侧的内翅片导板时,活动限位组件的油缸带动活塞杆升起,打开左侧的物料输送槽,该内翅片进入侧的导板;第二个内翅片进入右侧的内翅片导板时,活动限位组件的油缸带动活塞杆下降,堵住左侧的物料输送槽,该内翅只能在右侧的内翅片导板的物料输送槽内,左右两个内翅片分别通过左侧右侧的吹嘴组件吹出气流,送入内翅片推送槽组件并与空管一起装配,从而一次完成空
管两端的装配流程,为中冷器管全自动化组装提供很好的技术方案,内翅片挡板的表面上开有至少2个通气孔,使得气流均匀稳定,且物料输送槽两侧设有防止内翅片脱轨的内翅片围板以及顶部设有内翅片防吹跑档板,避免了内翅片飞离工位,保证了内翅片运动轨迹准确快捷,避免了采用人工操作时造成的漏装、错装无法得到及时发现,自动化设备还杜绝了手部被刮伤等工伤安全事故,省时省力,安全,具有重要的推广价值,有良好的应用前景及经济、社会效益。
16.3.成本低,适应性广。本实用新型小巧玲珑,功能齐全,设计合理,工人操作方便,用途广泛,经试用,深受用户的喜爱,由于结构简单,制造成本低廉,容易生产,本设备不但可以适用于大型企业的大规模生产,同时也可适合于小型企业甚至家庭作坊的小规模生产。
附图说明
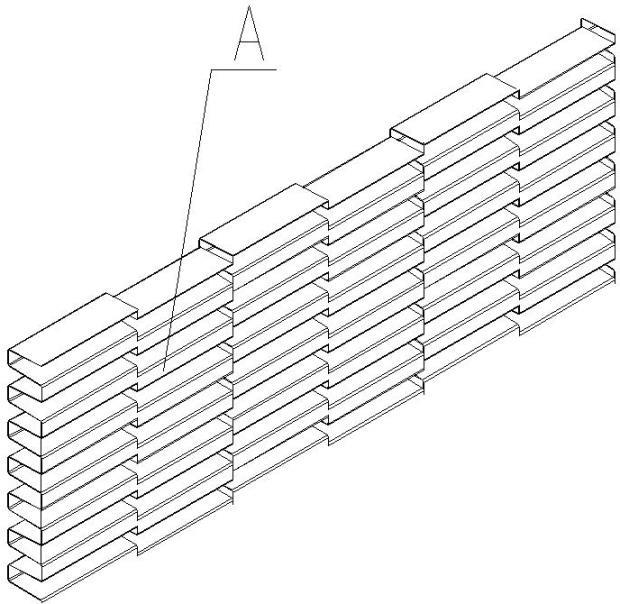
17.图1是本实用新型实施例1内翅片a的立体结构示意简图。
18.图2是本实用新型实施例1散热管的立体结构示意简图。
19.图3是本实用新型汽车节能冷却管内翅片输送设备的主视结构示意简图。
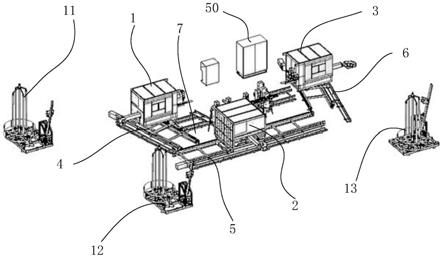
20.图4是图3的俯视结构示意简图。
21.图5是图3的左视结构示意简图。
22.图6是翅片推送组件1的主视结构示意简图。
23.图7是图6的俯视结构示意简图。
24.图8是图6的左视结构示意简图。
25.图9是翅片装配导向组件3的主视结构示意简图。
26.图10是图9的俯视结构示意简图。
27.图11是图9的左视结构示意简图。
28.图12是空管推送组件4的主视结构示意简图。
29.图13是图12的俯视结构示意简图。
30.图14是图12的左视结构示意简图。
31.图中部件名称及序号:
32.内翅片a、空管b、加固片c、翅片推送组件1、翅片落料挡条组件2、翅片装配导向组件3、空管推送组件4、插翅片固管组件5 、底座组件6、主动辊轮组件7、减速机8、驱动电机(8a)、防跑偏肋平皮带9、限位挡板10、脚架组件11、内翅片导板12、活动限位组件13、内翅片分送活动组件14、辊轴15、吹嘴组件16、内翅片防吹跑档板17、通气孔18、物料输送槽19、内翅片围板20、进给电机21、梅花式联轴器22 、推板支座组件23、推进z形连接座24、推板组件25、翅片推送槽组件26、丝杆座固定座27、丝杆轴承座总成28、翅片推进导轨29、丝杆30、翅片推送槽组件固定座31、输送机架32、液压缓冲器33、移动组件34、带座直线轴承35、升降导向轴36、输送座组件37、送管u形座38、升降气缸组件39、排气节流阀40、直线导轨41、移动气缸组件42。
具体实施方式
33.以下结合附图及其实施例描述本实用新型的结构。
34.本实用新型的汽车节能冷却管内翅片输送设备,通过以下方案实现:
35.实施例1
36.本实用新型的汽车节能冷却管内翅片输送设备具体结构如下所示:
37.参看附图1~5所示,所述汽车节能冷却管,所述汽车节能冷却管,包括空管b和安装于空管b内腔的左右两个内翅片a以及胀接在空管b端口的四个加固片c组合而成;所述冷却管内翅片输送设备包括翅片推送组件1、翅片落料挡条组件2、翅片装配导向组件3、空管推送组件4、插翅片固管组件5和底座组件6,所述底座组件6固定安装在地面上,所述翅片推送组件1、翅片落料挡条组件2和翅片装配导向组件3各为左右两件,所述各翅片落料挡条组件2固定在底座组件6上,所述左右各翅片推送组件1和各翅片装配导向组件3连接后安装在翅片落料挡条组件2上表面并构成一个整体且分左右错开排列放置于空管推送组件4的两侧。
38.参看附图6~8所示,所述翅片推送组件1包括安装在地面上的脚架组件11,所述脚架组件11的上方固定有横架,在所述横架左右两端设有主动辊轮组件7和辊轴15,所述主动辊轮组件7和辊轴15上安装有从右到左输送物料的防跑偏肋平皮带9,所述主动辊轮组件7安装有使得防跑偏肋平皮带9能够匀速输送物料的驱动电机8a和减速机8,所述横架上方设有物料输送槽19,所述物料输送槽19两侧有内翅片围板20,所述物料输送槽19的上表面左右两端设置有使得内翅片a进入安装工位的各一组内翅片导板12,在所述各组内翅片导板12之间安装有定位准确的活动限位组件13,所述内翅片导板12上设置有至少三个将内翅片a推送的吹嘴组件16,在所述吹嘴组件16前进方向的内翅片导板12开有至少四个孔洞的通气孔18,在所述吹嘴组件16前进方向的内翅片导板12上方设置有内翅片防吹跑档板17,所述左右侧的内翅片导板12之间设置有能够按照不同规格的空管b进行调节行程长度的限位挡板10,所述右侧内翅片导板12的末端设置有内翅片分送活动组件14。
39.参看附图9~11所示,所述翅片装配导向组件3包括推板支座组件23、推进z形连接座24、推板组件25、丝杆轴承座总成28、丝杆座固定座27丝杆30和翅片推送槽组件固定座31,所述推板组件25通过推板支座组件23安装,所述推板组件25连接有翅片推送槽组件26和翅片推进导轨29且通过翅片推送槽组件固定座31并由推进z形连接座24固定,所述丝杆30通过丝杆轴承座总成28和丝杆座固定座27安装,所述推板支座组件23一端连接有梅花式联轴器22与进给电机21,另一端与丝杆轴承座总成28连接,侧面又与推板组件25连接。
40.参看附图12~14所示,所述空管推送组件4包括输送机架32、移动组件34和排气节流阀40,所述移动组件34安装于固定在地面的输送机架32,所述输送机架32设有直线导轨组件41,所述移动组件34底部中间安装有可以在水平方向上前后运动的移动气缸组件42,所述一侧直线导轨组件41前后设有能够使得移动组件34限位并具有缓冲作用的液压缓冲器33,所述移动组件34左右两侧的顶面各设有一组可以上下滑动的输送座组件37,所述各输送座组件37的底部安装有升降气缸组件39,所述排气节流阀40与升降气缸组件39连接,所述各升降气缸组件39的活塞杆穿过移动组件34承载着输送座组件37,所述各移动组件34的前后两端与输送座组件37通过两组升降导向轴36滑动联接,所述各组升降导向轴36安装有带座直线轴承35,所述移动组件34的表面上设有至少三组能够放置空管b的均匀分布的送管u形座38。
41.采用本实用新型的设备生产汽车节能冷却管加固片安装工段的流程,包括以下工
序步骤(参看附图1~14所示):
42.1) 电源起动:
43.打开电源开关,驱动电机8a和减速机8起动,主动辊轮组件7和辊轴15转动,将内翅片a放入左侧的防跑偏肋平皮带9上表面;
44.2)内翅片a的输送:
45.内翅片a沿着防跑偏肋平皮带9进入内翅片输送槽19,由于物料输送槽19左右两侧设有防止内翅片a脱轨的内翅片围板20,当第一个内翅片a从右侧进入左侧的内翅片导板12时,活动限位组件13的油缸带动活塞杆升起,打开右侧的内翅片输送槽19,该内翅片a进入左侧的内翅片导板12;第二个内翅片a从右侧进入左侧的内翅片导板12时,活动限位组件13的油缸带动活塞杆下降,堵住内翅片输送槽19的道路,打开左侧的内翅片输送槽19,该内翅片a只能在左侧的内翅片导板12的内翅片输送槽19内;
46.3)内翅片a的吹送:
47.打开左侧及右侧吹嘴组件16的开关,空气分别将内翅片a从左侧或右侧的内翅片输送槽19吹入翅片推送槽组件26内;
48.4)内翅片a的推送:
49.打开进给电机21和梅花式联轴器22,推板组件25将内翅片a从翅片推送槽组件26往装配的工位推送;
50.5)空管b的输送:
51.空管b横架在送管u形座38上,由左或右移动气缸组件42分别将移动组件34向前推送,升降气缸组件39将移动组件34提升,同时将内翅片a准确输送到装配的工位上;
52.6)内翅片a与空管b的装配:
53.转动丝杆30,将左内翅片a推送入空管b左腔,得到物料ⅰ;将物料ⅰ调头,转动丝杆30,将右内翅片a推送入空管b右腔;
54.7)转入下一个工艺流程。
55.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。