1.本实用新型属于消失模模具技术领域,主要提出一种集成式消失模模具。
背景技术:
2.消失模模具一般有上模、下模构成;为了方便白模的自动顶出,目前所采用的的结构通常为,在下模的型腔内设置脱模板,并在下模的气室内设置用以驱动脱模板升降的驱动机构,在驱动机构的作用下,脱模板升降实现脱模,但是这种设计的缺点是,将驱动机构全部设置在下模的气室内,由于驱动机构设置在模具气室内,工作环境非常差,属于高温,高湿的环境情况,驱动机构无法使用感应装置,不能实现模具自动化操作,且由于气室高度限制,无法布置下模内腔自动化抽芯;另外由于模具的脱模板驱动机构在下模气室中使用,随着使用时间的增加,脱模板及其驱动机构之间的间隙会越来越大,将造成驱动机构进水或在内部形成水垢,使设置在下模底板上的驱动机构的动作会越来越迟钝,更甚者可能会坏掉,影响脱模,针对不同的产品,需要整体更换脱模板和与其对应的下模,成本高,且操作复杂,另外,随着自动化的进一步普及,以后会在成型机和模具的自动化安装连接上进行进一步的研究,将脱模驱动机构设置在下模气室内无法实现成型机系统和模具的感应电器元件之间的连接,就无法实现消失模白区设备的全自动化生产。
技术实现要素:
3.为解决上述技术问题,本实用新型的目的是提出一种集成式消失模模具。
4.本实用新型为完成上述目的采用如下技术方案:
5.一种集成式消失模模具,集成式消失模模具具有上模、下模;所述的上模设置有上模气室、上模镶件;所述的上模气室为上端面开口的中空结构;所述的上模镶件为成形产品形状中空结构的型腔组件,与上模气室共同组成上端面开口的模具型腔,所述上模气室的顶部开口设置有料枪板;所述的下模设置有对应上模气室设置的下模气室、下模镶件;其特征在于:所述的下模气室的顶部设置有外置式脱模板;所述的外置式脱模板为独立结构,单独为一层,并与下模气室联接在一起;所述的下模气室与外置式脱模板的顶面上都设置有耐高温硅胶密封条,通过成型机上模的压力,使上模与外置式脱模板密封,外置式脱模板与下模气室密封,下模形成封闭气室;在所述的外置式脱模板上设置成型所对应产品的并通过脱模板运动实现自动抽芯的活块,且所述的外置式脱模板的结构型腔部分可根据不同产品进行更换,除去内部形腔部分其它部分保持结构一致;对应所述的外置式脱模板在其两侧分别设置有用以驱动其升降的顶出气缸;所述的外置式脱模板套置在顶出气缸输出端的螺柱上,并由螺帽或螺钉固定;所述的顶出气缸固定在下模气室的底部法兰上。
6.所述料枪板的外围与上模气室两侧之间的气室侧壁上设置有快换接头固定板ⅰ;所述快换接头固定板ⅰ相对应的两侧分别设置有上模冷却水接头ⅰ、上模冷却水接头ⅱ,上模的底面设置上模排水接头ⅰ、上模排水接头ⅱ,并在外置式脱模板上设置避位方孔,下模气室的上部设置对上模的底面对接的下模排水接头ⅰ、下模排水接头ⅱ;下模气室下部两侧
侧壁上设置铸造管道,铸造管道上口安装排气接头,下口安装对外连接的下模排水接头ⅰ、下模排水接头ⅱ;所述的上模排水接头ⅰ、上模排水接头ⅱ与下模排水接头ⅰ、上模排水接头ⅱ之间通过快速对碰结构连接;与下模两侧壁设置管道及下模两侧对外连接的下模排水接头ⅰ,下模排水接头ⅱ形成上模的冷却排水通道,保证上下模气室完全隔离,上模形成一套蒸汽,冷却水,排水排气一套系统;所述上模蒸汽接头与压缩空气接头,通过料枪板与上模气室之间形成的间隙直接与上模气室相通;所述的下模气室的底部两侧设置有快换接头固定板ⅱ;所述快换接头固定板ⅱ相对应的两侧分别设置有下模冷却水接头ⅰ、下模冷却水接头ⅱ,下模冷却水接头ⅰ、下模冷却水接头ⅱ与下模冷却水管路连接,形成下模的冷却系统;所述下模蒸汽接头和排水接头直接与下模气室相通,形成一套下模蒸汽、冷却水、排水排气系统。
7.所述的快速对碰结构具有下部安装接头;所述下部安装接头的上端面具有用以放置密封橡胶环的环形凹槽ⅰ,且所述环形凹槽ⅰ的底面为平面;所述下部安装接头的中心具有用以消失模模具上的软管道穿过的通孔ⅰ;且所述通孔ⅰ的外径构成环形凹槽ⅰ的内径;对应所述的下部安装接头在其上方设置有与其同轴心设置的上部安装接头;所述上部安装接头的下端面具有用以放置密封橡胶环的环形凹槽ⅱ,且所述环形凹槽ⅱ的底面为弧面;所述的密封橡胶环压紧在所述的环形凹槽ⅰ、环形凹槽ⅱ内,且压紧在所述的环形凹槽ⅰ、环形凹槽ⅱ内的所述密封橡胶环呈腰鼓型;所述上部安装接头的中心具有用以消失模模具上的软管道穿过的通孔ⅱ;所述的通孔ⅱ的外径构成环形凹槽ⅱ的内径。
8.本实用新型提出的一种集成式消失模模具,采用外置式脱模板,使其动作不再受下模的影响,提高了消失模白区全自动化生产工作效率;另外上模、下模的排水系统各自独立,且上模的排水系统通过快速对碰结构连接,具有实现上模自动简单方便排水生产,且能实现自动化无人化高效率的特点。
附图说明
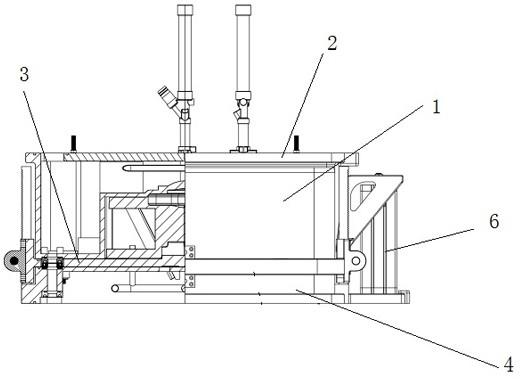
9.图1为本实用新型的结构示意图。
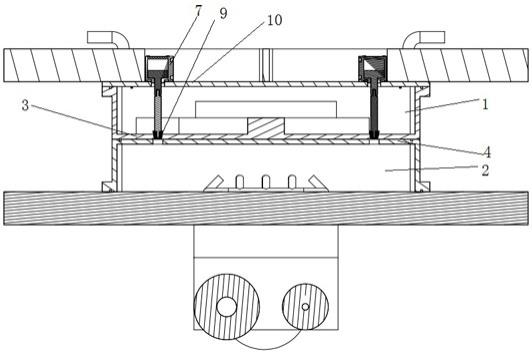
10.图2、图3为本实用新型中上模的结构示意图。
11.图4为本实用新型中下模与外置式脱模板的结构示意图。
12.图5本实用新型中下模的结构仰视图。
13.图6为本实用新型的结构剖视图。
14.图7为本实用新型中快速对碰结构的结构示意图。
15.图中:1、上模气室,2、料腔板,3、外置式脱模板,4、下模气室,5、活块,6、顶出气缸,7、快换接头固定板ⅰ,8、上模冷却水接头ⅰ,9、上模冷却水接头ⅱ,10、上模排水接头ⅰ,11、上模排水接头ⅱ,13、下模冷却水接头ⅰ,14、下模冷却水接头ⅱ,15、下模排水接头ⅰ,16、下模排水接头ⅱ,17、快换接头固定板ⅱ,18、底部法兰,19、快速对碰结构,19
‑
1、下部安装接头,19
‑
2、上部安装接头,19
‑
3、密封橡胶环,19
‑
4、环形凹槽ⅰ,19
‑
5、通孔ⅰ,19
‑
6、环形凹槽ⅱ,19
‑
7、通孔ⅱ,19
‑
8、密封圈;20、下模冷却水管路。
具体实施方式
16.结合附图和具体实施例对本实用新型加以详细说明:
17.如图1、图6所示,一种集成式消失模模具,集成式消失模模具具有上模、下模;结合图2、图3,所述的上模设置有上模气室1、上模镶件;所述的上模气室1为上端面开口的中空结构;所述的上模镶件为成形产品形状中空结构的型腔组件,与上模气室1共同组成上端面开口的模具型腔,所述上模气室1的顶部开口设置有料枪板2;结合图4、图5,所述的下模设置有对应上模气室设置的下模气室4、下模镶件;所述的下模气室1的顶部设置有外置式脱模板3;所述的外置式脱模板3为独立结构,单独为一层,并与下模气室4联接在一起;所述的下模气室4与外置式脱模板1的顶面上都设置有耐高温硅胶密封条,通过成型机上模的压力,使上模与外置式脱模板密封,外置式脱模板与下模气室密封,下模形成封闭气室;在所述的外置式脱模板3上设置成型所对应产品的并通过脱模板运动实现自动抽芯的活块5,且所述的外置式脱模板的结构型腔部分可根据不同产品进行更换,除去内部形腔部分其它部分保持结构一致;活块5的结构及动作同现有技术中的结构,在此不做过多说明:所述活块为中空结构,通过斜滑道与外置式脱模板联接在一起,运动过程中自动抽芯脱模;对应所述的外置式脱模板在其两侧分别设置有用以驱动其升降的顶出气缸6;顶出气缸6通过导向限位杆和齿轮齿条与下模气室联接在一起;所述的外置式脱模板套置在顶出气缸6输出端的螺柱上,并由螺帽或螺钉固定;所述的顶出气6缸固定在下模气室的底部法兰18上。
18.所述料枪板2的外围与上模气室两侧之间的气室侧壁上设置有快换接头固定板ⅰ7;所述快换接头固定板ⅰ7相对应的两侧分别设置有上模冷却水接头ⅰ8、上模冷却水接头ⅱ9,上模的底面设置上模排水接头ⅰ10、上模排水接头ⅱ11,并在外置式脱模板3上设置避位方孔,下模气室的上部设置对上模的底面对接的下模排水接头ⅰ15、下模排水接头ⅱ16;下模气室下部两侧侧壁上设置铸造管道,铸造管道上口安装排水接头,下口安装对外连接的下模排水接头ⅰ15、下模排水接头ⅱ16;所述的上模排水接头ⅰ、上模排水接头ⅱ与下模排水接头ⅰ、上模排水接头ⅱ之间通过快速对碰结构连接;与下模两侧壁设置管道及下模两侧对外连接的下模排水接头ⅰ15,下模排水接头ⅱ16形成上模的冷却排水通道,保证上下模气室完全隔离,上模形成一套蒸汽,冷却水,排水排气一套系统;所述上模蒸汽接头与压缩空气接头,通过料枪板与上模气室之间形成的间隙直接与上模气室相通;所述的下模气室的底部两侧设置有快换接头固定板ⅱ17;所述快换接头固定板ⅱ17相对应的两侧分别设置有下模冷却水接头ⅰ13、下模冷却水接头ⅱ14,下模冷却水接头ⅰ13、下模冷却水接头ⅱ4与下模冷却水管路20连接,形成下模的冷却系统;所述下模蒸汽接头和排水接头直接与下模气室相通,形成一套下模蒸汽、冷却水、排水排气系统。
19.如图7所示,一种消失模模具连通用密封快碰结构,密封快碰结构具有下部安装接头,所述下部安装接头,的上端面具有用以放置密封橡胶环19
‑
6的环形凹槽ⅰ19
‑
4,且所述环形凹槽ⅰ19
‑
4的底面为平面;所述下部安装接头19
‑
1的中心具有用以消失模模具上的软管道穿过的通孔ⅰ19
‑
5;且所述通孔ⅰ19
‑
5的外径构成环形凹槽ⅰ19
‑
4的内径;对应所述的下部安装接头在其上方设置有与其同轴心设置的上部安装接头19
‑
2;所述上部安装接头的下端面具有用以放置密封橡胶环的环形凹槽ⅱ19
‑
6,且所述环形凹槽ⅱ19
‑
6的底面为弧面;所述环形凹槽ⅱ的底面与密封橡胶环的顶面为过盈配合;所述的密封橡胶环19
‑
3压紧在所述的环形凹槽ⅰ19
‑
4、环形凹槽ⅱ19
‑
6内,且压紧在所述的环形凹槽ⅰ、环形凹槽ⅱ内的所述密封橡胶环19
‑
3呈腰鼓型;所述上部安装接头的中心具有用以消失模模具上的软管道穿过的通孔ⅱ19
‑
7;所述的通孔ⅱ19
‑
7的外径构成环形凹槽ⅱ的内径。
20.工作过程:
21.消失模模具通过定位块确定安装位置后,模具上模通过专有快碰结构与中间自动快换模架蒸汽管路,冷却水管路及排水管路全部自动密封接通,压紧螺丝安装于中间自动快换模架上,使模具上模与快换模架上框架形成密闭气室,上模架蒸汽管路、冷却水管路与排水排汽管路形成上模循环系统;模具下模与快换模架下框架形成密闭气室,下模架蒸汽管路、冷却水管路与排水排汽管路形成下模循环系统;模具与中间自动快换模架形成一体快换单元,通过输送机械人或设备,自动运送到白区生产现块与成型机快碰连接所有所需要接头,自动生产产品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。