1.本实用新型涉及建筑工件生产设备领域,特别是涉及一种长箍筋焊接机焊接机构。
背景技术:
2.箍筋是用于与立板配合形成灌注腔体,从而向其内灌注混凝土,形成承重柱的工件。传统的箍筋生产采用人工或者弯箍机将钢筋压弯成型的方法进行弯折,再由工人拿着焊枪对箍筋进行焊接。这种传统的焊接方式,工人的方式存在箍筋定位不准、生产效率低、工人劳动强度大的缺陷。
技术实现要素:
3.本实用新型的目的在于提供一种自动化程度高的长箍筋焊接机焊接机构。
4.为实现上述目的,本实用新型的技术解决方案是:
5.所述焊接机构包括小龙门架、焊接滑座、焊接导轨、一组以上的垂直焊接机构、侧焊接机构、焊接平移气缸、机架;所述小龙门架跨接在机架台面的中部,焊接导轨固定安装在小龙门架的顶部,焊接滑座滑接在焊接导轨上,焊接平移气缸的缸体固定在小龙门架的顶部,焊接平移气缸的活塞杆杆端与焊接滑座连接,驱动焊接滑座沿焊接导轨来回移动,一组以上的垂直焊接机构和侧焊接机构皆安装在焊接滑座上;所述垂直焊接机构包括上焊接气缸、上焊枪、下焊接气缸、下焊枪,所述上焊接气缸的缸体固定在焊接滑座的上部,上焊接气缸的活塞杆杆端向下与上焊枪连接,驱动上焊枪上下移动,下焊接气缸的缸体固定在焊接滑座的下部,下焊接气缸的活塞杆杆端向上与下焊枪连接,驱动下焊枪上下移动,上焊枪与下焊枪相对设置,在上焊枪与下焊枪形成焊接工位;所述侧焊接机构包括侧焊接气缸、侧焊枪,侧焊接气缸的缸体固定在焊接滑座的上部,侧焊接气缸的活塞杆杆端向下与侧焊枪连接,驱动侧焊枪上下移动;
6.采用上述方案后,本实用新型包括小龙门架、焊接滑座、焊接导轨、一组以上的垂直焊接机构、侧焊接机构、焊接平移气缸;送料机构可将长箍筋送入焊接工位后,垂直焊接机构中的上焊接气缸和下焊接气缸分别驱动上焊枪向下移动、下焊枪向上移动,对长箍筋进行焊接,同时,侧焊接机构中的侧焊接气缸驱动侧焊枪向下移动,对长箍筋侧面进行焊接,焊接完成后,各个焊枪在各自气缸的驱动下复位。由于本实用新型垂直方向的焊接和侧面的侧焊接皆自动完成,自动化程度高。
7.下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
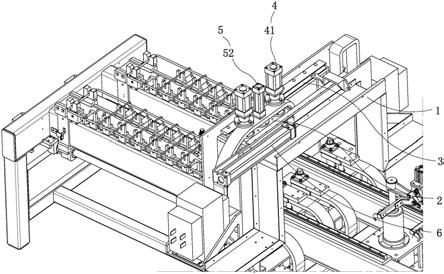
8.图1是本实用新型的轴测图;
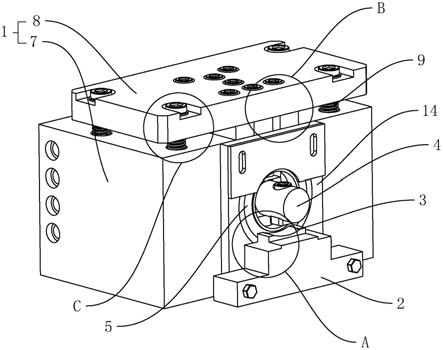
9.图2是本实用新型的俯视轴测图。
具体实施方式
10.如图1、图2所示,本实用新型是一种长箍筋焊接机焊接机构,包括小龙门架1、焊接滑座2、焊接导轨3、二组垂直焊接机构4、侧焊接机构5、焊接平移气缸6、机架7。
11.所述小龙门架21跨接在机架7台面的中部,焊接导轨3固定安装在小龙门架1的顶部,焊接滑座2滑接在焊接导轨3上,焊接平移气缸6的缸体固定在小龙门架1的顶部,焊接平移气缸6的活塞杆杆端与焊接滑座2连接,驱动焊接滑座2沿焊接导轨3来回移动;二组垂直焊接机构4和侧焊接机构5皆安装在焊接滑座2上。
12.所述垂直焊接机构4包括上焊接气缸41、上焊枪42、下焊接气缸4、下焊枪44;所述上焊接气缸41的缸体固定在焊接滑座2的上部,上焊接气缸41的活塞杆杆端向下与上焊枪42连接,驱动上焊枪42上下移动,下焊接气缸4的缸体固定在焊接滑座2的下部,下焊接气缸4的活塞杆杆端向上与下焊枪44连接,驱动下焊枪44上下移动,上焊枪42与下焊枪44相对设置,在上焊枪42与下焊枪44形成焊接工位。
13.所述侧焊接机构5包括侧焊接气缸51、侧焊枪52;侧焊接气缸51的缸体固定在焊接滑座2的上部,侧焊接气缸51的活塞杆杆端向下与侧焊枪52连接,驱动侧焊枪52上下移动。
14.本实用新型的工作原理:
15.当第一组送料机构2将长箍筋10送入第一焊接工位后,垂直焊接机构4中的上焊接气缸41和下焊接气缸4分别驱动上焊枪42向下移动、下焊枪44向上移动,对长箍筋10进行焊接,同时,侧焊接机构5中的侧焊接气缸51驱动侧焊枪52向下移动,对长箍筋10侧面进行焊接,焊接完成后,各个焊枪在各自气缸的驱动下复位。当第二组送料机构2将长箍筋10送入第二焊接工位后,焊接平移气缸6驱动焊接滑座2沿焊接导轨3移动到第二焊接工位,进行焊接操作。
16.以上所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
技术特征:
1.一种长箍筋焊接机焊接机构,其特征在于:包括小龙门架、焊接滑座、焊接导轨、一组以上的垂直焊接机构、侧焊接机构、焊接平移气缸、机架;所述小龙门架跨接在机架台面的中部,焊接导轨固定安装在小龙门架的顶部,焊接滑座滑接在焊接导轨上,焊接平移气缸的缸体固定在小龙门架的顶部,焊接平移气缸的活塞杆杆端与焊接滑座连接,驱动焊接滑座沿焊接导轨来回移动,一组以上的垂直焊接机构和侧焊接机构皆安装在焊接滑座上;所述垂直焊接机构包括上焊接气缸、上焊枪、下焊接气缸、下焊枪,所述上焊接气缸的缸体固定在焊接滑座的上部,上焊接气缸的活塞杆杆端向下与上焊枪连接,驱动上焊枪上下移动,下焊接气缸的缸体固定在焊接滑座的下部,下焊接气缸的活塞杆杆端向上与下焊枪连接,驱动下焊枪上下移动,上焊枪与下焊枪相对设置,在上焊枪与下焊枪形成焊接工位;所述侧焊接机构包括侧焊接气缸、侧焊枪,侧焊接气缸的缸体固定在焊接滑座的上部,侧焊接气缸的活塞杆杆端向下与侧焊枪连接,驱动侧焊枪上下移动。
技术总结
本实用新型公开了一种长箍筋焊接机焊接机构,包括机架、送料机构、焊接机构、下料机构;所述送料机构、焊接机构、下料机构皆安装在机架上,送料机构、焊接机构、下料机构依工艺步骤依次排列。由于本实用新型的送料机构可自动将长箍筋送入焊接工位,焊接机构自动对长箍筋,下料机构将焊接好的长箍筋送出,这个加工过程自动完成,具有自动化程度高的优点。具有自动化程度高的优点。具有自动化程度高的优点。
技术研发人员:许毓清 陈俊余 郑育海 陈建平 杨洪俭 刘佳洋 蔡毅仁 张熹 张继湧 李国江
受保护的技术使用者:中铁二十四局集团福建铁路建设有限公司厦门分公司
技术研发日:2021.02.07
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。