1.本技术涉及一种通过激光来对切削工具的刃部进行加工的技术。
背景技术:
2.作为利用激光的加工方法,已知有:对脉冲激光进行聚光,并将包含会聚部位的筒状的照射区域加工部件的表面上扫描而进行面加工的脉冲激光磨削(pulse laser grinding:plg)。专利文献1公开了将在脉冲激光中以筒状延伸且具有可加工的能量的照射区域重叠于加工对象物的表面侧的部位并以可加工的速度进行扫描,据此对加工对象物的表面区域进行去除的方法。非专利文献1公开了通过脉冲激光磨削将工具基材的后刀面向两个方向加工而形成v字形状的切削刃的技术。
3.(现有技术文献)
4.(专利文献)
5.专利文献1:日本特开2016
‑
159318号公报
6.(非专利文献)
7.非专利文献1:hiroshi saito,hongjin jung,eiji shamoto,shinya suganuma,and fumihiro itoigawa;「mirror surface machining of steel by elliptical vibration cutting with diamond
‑
coated tools sharpened by pulse laser grinding」,international journal of automation technology,vol.12,no.4,pp.573
‑
581(2018年)
技术实现要素:
8.(发明所要解决的问题)
9.图1的(a)和图1的(b)是用于说明非专利文献1所记载的通过脉冲激光磨削来对金刚石涂层工具的刀尖进行锐化(锋利化)的方法的图。图1的(a)示出对前刀面侧进行脉冲激光磨削的情况,图1的(b)示出对后刀面侧向两个方向进行脉冲激光磨削的情况。在非专利文献1中,使激光稍微切入于工具刀尖,并以该状态在激光和工具之间进行沿刀尖棱线的进给运动,由此,进行刀尖的锐化。
10.如图1的(a)和(b)所示,利用一个激光而对工具刀尖的前刀面和后刀面进行加工时需要大幅改变工具相对于激光的姿态。在非专利文献1中,使用具有xyz这三个平动轴和a轴、c轴这两个旋转轴的五轴机床,来使刀具姿态旋转楔角(加工后的前刀面和后刀面之间的角度)的量。在如此利用一个激光的加工装置中加工工具刀尖的前刀面和后刀面时需要用于改变工具姿态的旋转控制轴。
11.本技术鉴于这种情况而提出的,其目的之一在于,提供一种能够减少控制轴数的刀尖加工技术。此外,本技术的目的之一在于,提供一种实用性优异的切削装置。
12.(解决问题所采用的措施)
13.为了解决上述问题,本技术的一个方式的刀尖加工装置为对切削工具的刃部进行
激光加工的刀尖加工装置,其包括:第一光学部件,其用于形成激光的第一光路;第二光学部件,其用于形成激光的第二光路;运动机构,其使刃部的刀尖关于第一光路和第二光路相对移动;以及控制部,其对基于运动机构的相对移动进行控制。控制部利用运动机构使刀尖关于第一光路相对移动,用经过第一光路的激光对刀尖的后刀面进行加工。此外,控制部利用运动机构使刀尖关于第二光路相对移动,用经过第二光路的激光对刀尖的前刀面进行加工。
14.本技术的另一方式为切削装置。该装置包括:运动机构,其使切削工具的刀尖关于被切削材料相对移动;以及控制部,其对基于运动机构的被切削材料和切削工具的刀尖的相对移动进行控制。切削装置还包括:激光光源,其射出用于对切削工具的刀尖进行激光加工的激光;以及光学部件,其用于形成激光的光路。控制部使刀尖在运动机构的作用下相对于光路相对移动而对刀尖进行激光加工。
附图说明
15.图1为用于说明对金刚石涂层工具的刀尖进行锐化的方法的图。
16.图2为用于说明脉冲激光磨削的图。
17.图3为示出刀尖加工装置的图。
18.图4为示出刃部进入到激光单元内的状态的图。
19.图5为示出激光单元的内部结构的图。
20.图6为示出集成了激光单元的切削装置的图。
21.图7为集成部的俯视图。
22.图8为示出刀尖对被切削材料正在进行切削的状态的图。
23.图9为示出刀尖对被切削材料正在进行切削的状态的图。
24.图10为示出刃部进入到激光单元内的状态的图。
25.图11为示出刃部进入到激光单元内的状态的图。
26.图12为示出超声波椭圆振动切削工具的结构的图。
具体实施方式
27.图2为用于说明脉冲激光磨削的图。如专利文献1和非专利文献1所公开那样,脉冲激光磨削是,将沿激光2的光轴方向延伸且具有可加工的能量的圆筒状的照射区域重叠于被加工部件20的表面并向与该光轴的方向交叉进行扫描,以此去除圆筒状的照射区域所经过的被加工部件20的表面区域的加工方法。在脉冲激光磨削中,在被加工部件20的表面形成与光轴方向和扫描方向平行的面。
28.<刀尖加工装置的结构>
29.图3示出对切削工具的刃部进行激光加工的刀尖加工装置10。刀尖加工装置10具备激光加工部11和控制部17。控制部17可以是按照nc(数值控制,numerical control)程序对激光加工部11进行控制的nc控制装置。在刀尖加工装置10中,激光加工部11和控制部17分别单独构成,并通过线缆等连接,但是也可以构成为一体。
30.激光加工部11具备成为基座的底座部12,第一工作台13和第二工作台14可移动地支撑在底座部12上。第一工作台13可利用形成在底座部12上的导轨部而被支撑为可沿x轴
方向移动,第二工作台14可利用形成在第一工作台13上的导轨部而被支撑为可沿z轴方向移动。第二工作台14的上部面可设置用于安装被加工部件的工具支持部15,在实施方式中,在工具支持部15上,可安装具备刃部22的切削工具21,所述刃部22成为激光加工的对象。刃部22在其前端具有刀尖22a,所述刀尖22a具有参与被切削材料的切削的后刀面和前刀面。
31.激光单元16具有向刃部22的刀尖22a照射两束激光而对刀尖22a进行锐化加工的功能。虽然实施方式的激光单元16是在相同的时机(timing,定时)或不同的时机将包含激光的会聚部位的筒状照射区域重叠于刀尖22a的后刀面和前刀面并向与该光轴交叉的方向进行扫描,来去除圆筒状照射区域所经过的表面区域的脉冲激光磨削机,但是也可以是利用其它的照射方式的激光加工机。
32.第一工作台13和第二工作台14构成使刃部22的刀尖22a相对于激光单元16内的激光光路相对移动的运动机构。虽然未图示,但第一工作台13和第二工作台14可分别由电机等的致动器驱动。此外,在实施方式中,第一工作台13和第二工作台14使安装在工具支持部15的切削工具21沿x轴方向和z轴方向移动,但是切削工具21的移动只要是关于激光单元16内的激光光路的相对移动即可。即,运动机构也可以使激光单元16内的激光光路相对于切削工具21移动。如此,问题不在于使切削工具21和激光光路中的哪一个进行移动,只要在移动方向上实现切削工具21和激光光路的相对移动即可。
33.激光加工时,控制部17按照nc程序对第一工作台13和第二工作台14的移动进行管理而对基于运动机构的切削工具21和激光光路之间的相对移动进行控制。此外,激光加工时,控制部17对激光单元16中的激光的照射进行控制。此外,控制部17具有对激光单元16内的光学部件的位置、姿态进行调整而使激光光路可变的功能。
34.图4示出切削工具21的刃部22进入到激光单元16内的状态。在开始激光加工之前,控制部17使第二工作台14向z轴正方向移动而使切削工具21的至少前端侧从激光单元16的开口插入到激光单元16内。之后,控制部17驱动激光单元16内的激光光源而使其射出用于刀尖22a的后刀面的加工的激光和用于刀尖22a的前刀面的加工的激光。实施方式的刀尖加工装置10利用行进方向不同的两束激光而加工刀尖22a的后刀面和前刀面,因此具有在后刀面加工时和前刀面加工时不必改变切削工具21的姿态,不需要用于改变工具姿态的旋转控制轴的优点。
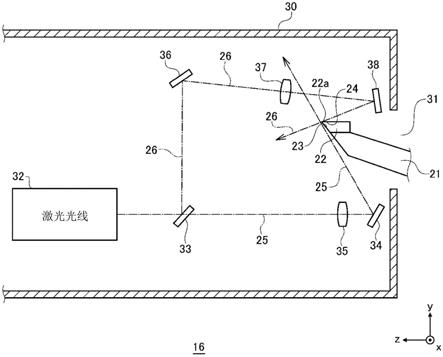
35.图5示出激光单元16的内部结构。激光单元16具备:具有开口31的保护罩体30,并在内部设置激光光源32和用于形成两个激光光路的多个光学部件。保护罩体30防止激光光源32所射出的激光泄漏至外部,并防止异物侵入到激光单元16内。此外,为了更确实地防止这些情况,也可以具有在不实施激光加工时关闭开口31的机构。
36.激光光源32具备用于产生激光的激光振荡器、用于调整激光的输出的衰减器、以及用于调整激光直径的扩束镜等,而射出被调整后的激光。激光振荡器可生成例如nd:yag脉冲激光。分束器33将从激光光源32射出的激光分为两个光路。如图5所示,从激光光源32射出的激光在分束器33处分成两束,并分别经由不同的光路而前往刀尖22a。分束器33可以是半透镜(half mirror,半透射半反射镜)。
37.反射镜34和镜片35是用于形成激光的第一光路25的光学部件,将分束器33的透射光引导至刀尖22a的后刀面23。反射镜36、镜片37和反射镜38是用于形成激光的第二光路26的光学部件,将分束器33的反射光引导至刀尖22a的前刀面24。镜片35和镜片37对各自的入
射光进行聚光而使包含激光的会聚部位的筒状照射区域到达刀尖22a的位置。镜片35和镜片37可以是由多个镜片构成的镜片系统。从x轴方向观察时,刀尖22a周边的第一光路25和第二光路26的角度被设定为加工后的楔角(加工后的前刀面与后刀面之间的角度)。
38.控制部17使切削工具21的刀尖22a在运动机构的作用下相对于第一光路25和/或第二光路26相对移动,由此实施刀尖22a的加工。在图5所示的示例中,在刀尖22a的切削刃棱线沿x轴方向延伸,且经过第一光路25的激光和/或经过第二光路26的激光接触(照射)刀尖22a的状态下,使刀尖22a沿x轴方向进行进给运动,由此实现刀尖22a的前端的锐化加工。
39.具体地,控制部17在将经过与后刀面23大致平行的第一光路25的激光照射于刀尖22a的后刀面23的状态下使刀尖22a相对于第一光路25沿x轴方向相对移动,用经过第一光路25的激光对工具刀尖的后刀面23进行加工。此外,控制部17在将经过与前刀面24大致平行的第二光路26的激光照射于刀尖22a的前刀面24的状态下使刀尖22a相对于第二光路26沿x轴方向相对移动,用经过第二光路26的激光对工具刀尖的前刀面24进行加工。如此,根据实施方式的激光单元16,能够用经过两个激光光路的激光对后刀面23和前刀面24进行加工,而不改变切削工具21的姿态。
40.控制部17也可以使刀尖22a在运动机构的作用下关于第一光路25和第二光路26同时地相对移动,而同时地实施后刀面23的加工和前刀面24的加工。利用两束激光同时地加工后刀面23和前刀面24,具有能够缩短锐化加工时间的优点。
41.此外,也可以在不同的时机加工后刀面23和前刀面24。已知的是,关于利用了具备刀尖22a的切削工具21的切削的精加工精度,与前刀面24的表面粗糙度相比,更加依赖于后刀面23的表面粗糙度。因此,也可以先加工前刀面24,之后,加工后刀面23,由此最后完成后刀面23。
42.在这种情况下,控制部17先使刀尖22a在运动机构的作用下关于第二光路26相对移动而对前刀面24进行加工。此时,由于不利用经过第一光路25的激光,因此控制部17可利用遮光板(未图示)阻挡第一光路25中的激光的行进。此外,优选为,遮光板设置于分束器33和镜片35之间而阻挡聚光前的光束。如此,可先加工工具刀尖的前刀面24。
43.在前刀面24的加工结束之后,控制部17使刀尖22a在运动机构的作用下关于第一光路25相对移动而加工后刀面23。此时,由于不利用经过第二光路26的激光,因此控制部17可利用遮光板(未图示)阻挡第二光路26中的激光的行进。此外,优选为,遮光板设置于分束器33与镜片37之间而阻挡聚光前的光束。如此,可加工工具刀尖的后刀面23,并结束刀尖加工。
44.此外,如图5所示,经过第一光路25和第二光路26的激光分别向从刃部22的基端侧朝向前端侧的方向行进。作为在各种条件下尝试进行脉冲激光磨削的结果,已知的是:与从刃部22的前端侧朝向基端侧照射激光时相比,从刃部22的基端侧朝向前端侧照射激光时,可获得更高精度的平坦面。因此,优选为,第一光路25和第二光路26中的激光的行进方向分别设定为从刃部22的基端侧朝向前端侧的方向。
45.此外,为了使激光从刃部22的基端侧朝向前端侧,必须避免刀尖22a以外的切削工具21的部位、夹具部件等与激光之间的干涉。若因空间上的限制而难以将第一光路25和第二光路26这两者的激光行进方向设定为从刃部22的基端侧朝向前端侧的方向的话,则也可以使其中一个激光的行进方向设定为反方向。在使其中一个激光的行进方向设定为反方向
的情况下,控制部17先实施利用从刃部22的前端侧朝向基端侧的激光的刀尖加工,之后,实施利用从刃部22的基端侧朝向前端侧的激光的刀尖加工。由此,利用后进行的刀尖加工来去除先进行的刀尖加工中所形成的钝的(有些不够锋利)部分,能够形成锐利的刀尖22a。
46.关于第一光路25和第二光路26,也可以通过改变反射镜(mirror)角度来改变向刀尖22a的激光入射方向。在图5所示的示例中,通过改变反射镜34、38的配置角度,能够调整向刀尖22a的激光入射方向。此外,在上述示例中,将从一个激光光源32射出的激光用分束器33分成两束,但也可以分别设置第一光路25用的激光光源和第二光路26用的激光光源。
47.<组装了激光单元16的切削装置>
48.刀尖加工装置10通过搭载用于实现利用了两束激光的刀尖加工的激光单元16,无需用于改变工具姿态的旋转控制轴,而实现简单的结构。以下,提出在对切削材料进行切削加工的切削装置中安装激光单元16的结构。切削装置具备激光单元16,从而在切削工具21的刃部22的刀尖22a被磨损时,不用从切削装置中取下切削工具21,而能够通过将刃部22送至激光单元16进行激光加工来对刀尖22a进行重削。
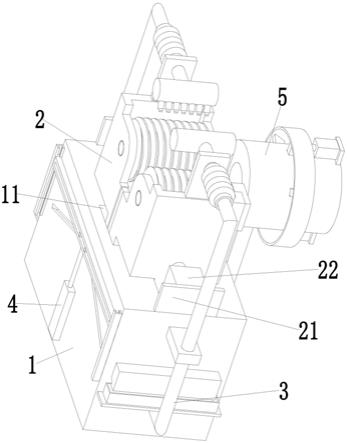
49.图6示出集成了对切削工具的刃部进行激光加工的激光单元16的切削装置100。图6所示的切削装置100是使切削工具21的刀尖22a切入于被切削材料104而对被切削材料104进行车削加工的加工装置。切削装置100具备集成部111和控制部117,控制部117可以是按照nc(数值控制,numerical control)程序对集成部111进行控制的nc控制装置。在切削装置100中,集成部111和控制部117可以分别单独构成,并通过线缆等而连接,但是也可以构成为一体。
50.图7示出集成部111的俯视图。集成部111具备成为基座的底座部112,在底座部112上可移动地支撑第一工作台113和第二工作台114。第一工作台113可利用形成在底座部112上的导轨部而被支撑为可沿x轴方向移动,第二工作台114可利用形成在第一工作台113上的导轨部而被支撑为可沿z轴方向移动。第二工作台114的上部面可设置用于安装切削工具21的刀架115。刃部22固定于切削工具21,刃部22在其前端具有刀尖22a,所述刀尖22a具有参与被切削材料的切削的后刀面和前刀面。
51.在底座部112上可设置供被切削材料104安装的主轴103和可旋转地支撑主轴103的主轴箱102。在主轴箱102的内部设置使主轴103旋转的旋转机构105。在对被切削材料104进行切削时,控制部117驱动旋转机构105而使主轴103旋转。
52.第一工作台113和第二工作台114构成使切削工具21的刀尖22a关于被切削材料104相对移动的运动机构。虽然未图示,但第一工作台113和第二工作台114可分别由电机等的致动器驱动。此外,在实施方式中,第一工作台113和第二工作台114使安装在刀架115的切削工具21沿x轴方向和z轴方向移动,但是切削工具21的移动只要是关于被切削材料104的相对移动即可。即,运动机构也可以使被切削材料104相对于切削工具21移动。如此,问题不在于使切削工具21和被切削材料104中的哪一个进行移动,只要在移动方向上实现切削工具21和被切削材料104的相对移动即可。
53.图8和图9示出切削工具21的刀尖22a切入于被切削材料104而对被切削材料104正在进行切削的状态。开始切削加工时,控制部17使旋转机构105旋转,并使第二工作台114向z轴正方向移动,而使刃部22的刀尖22a切入于被切削材料104。控制部117按照切削加工用的nc程序管理第一工作台113和第二工作台114的移动,控制基于运动机构的切削工具21与
被切削材料104之间的相对移动,并对被切削材料104进行切削。
54.在切削装置100中,若重复进行使用了切削工具21的切削,则刀尖22a必然会磨损。若从切削装置100取下磨损的切削工具21而用专门的加工机对刀尖22a进行重磨的话,则为了位置校正,需要对再次将切削工具21安装于切削装置100时的安装误差等测定和校正。
55.为此,实施方式的集成部111在底座部112上具备激光单元16,所述激光单元16具有向刃部22的刀尖22a照射两束激光而对刀尖22a进行锐化加工的功能。激光单元16可以是,将包含激光的会聚部位的筒状照射区域重叠于刀尖22a的后刀面和/或前刀面而使其沿于向与该光轴交叉的方向进行扫描,以此去除圆筒状照射区域所经过的表面区域的脉冲激光磨削机,但是也可以是利用其它的照射方式的激光加工机。控制部117可以测定切削时间等而推测刀尖22a的磨损程度,在磨损程度超过了规定的阈值的时机确定进行刀尖22a的重磨(锐化加工)。
56.图10和图11示出切削工具21的刃部22进入到激光单元16内的状态。在切削加工结束时,第一工作台113在x轴方向位于图7所示的位置。若确定进行刀尖22a的锐化加工,则控制部117使第一工作台113向x轴负方向进行移动而使刃部22与保护罩体30的开口31(参照图5)对置。之后,控制部117使第二工作台114向z轴正方向移动而使切削工具21的至少前端侧从激光单元16的开口31插入到激光单元16内。然后,控制部117驱动激光单元16内的激光光源32而射出用于刀尖22a的后刀面的加工的激光和用于刀尖22a的前刀面的加工的激光。刀尖22a的锐化加工参见关于图5的说明。
57.在切削装置100中,控制部117保持切削时的切削工具21的姿态不变而在运动机构的作用下将切削工具21的前端侧插入于激光单元16内,并使切削工具21关于激光光路相对移动而对刀尖22a进行激光加工。根据实施方式的切削装置100,激光单元16具有向刀尖22a照射两束激光而对刀尖22a进行锐化加工的功能,在进行锐化加工时无需改变切削工具21的姿态,因此能够实现使用了在切削加工中所使用的平动控制轴的激光加工。
58.例如,在球面/非球面形状的车削加工中,多使用刀尖22a为圆弧形状的r车刀(带圆弧的车刀)。在r车刀的锐化加工中,参照图5,只要控制部117对运动机构的x轴和z轴进行同步控制而使刀尖22a沿圆弧切削刃棱线而关于激光光路相对移动即可。
59.此外,在切削装置100具有b轴的旋转控制轴的情况下,优选为,向刀尖22a照射激光之后,在b轴控制下使刀尖22a关于激光光路绕刀尖22a的圆弧的中心相对旋转而进行激光加工。通过如此进行加工,在即使激光的强度分布并非完全的轴对称的情况下,也能够实现用激光的周向位置相同的位置对刀尖22a的整个区域进行的加工。
60.以上对搭载有激光单元16的切削装置100是车削加工装置的情况进行了说明,但是也可以是其他种类的加工装置。自由曲面加工装置在安装在工作台的被切削材料上创制自由曲面,而激光单元16可以与被切削材料并排设置于同一工作台。此外,也可以将激光单元16固定于底座部12而使其从工作台分离。这是因为用于切削加工的控制轴数和用于工具刀尖的激光加工的控制轴数可设置为不一致。
61.此外,切削装置100也可以是如日本特开2008
‑
221427号公报所记载的超声波椭圆振动切削装置。超声波椭圆振动切削是可以对模具钢等的高硬度金属进行超精密精细切削的加工方法。
62.图12示出超声波椭圆振动切削装置所利用的超声波椭圆振动切削工具的结构。在
切削装置100中,激光单元16用从刃部22的基端侧朝向前端侧的激光对刀尖22a进行加工而不改变切削时的工具姿态,因此需要避免激光与刀尖22a以外的切削工具21的部位、夹具部件等之间的干涉。
63.现有的超声波椭圆振动切削工具在前刀面的延长线上配置超声波振子,若将该超声波椭圆振动切削工具放入激光单元16中,则超声波振子会干涉从刃部22的基端侧朝向前端侧的激光。因此,在搭载于切削装置100的超声波椭圆振动切削工具中,在刀尖22a的前刀面和后刀面的延长线所包夹的区域配置超声波振子40。
64.此外,在图12所示的采用了超声波椭圆振动切削工具的超声波椭圆振动切削装置中,还需要将对于超精密加工来说重要的切入方向的振动振幅保持为恒定的控制方法。这是因为为了产生椭圆振动而使用的两个方向的超声波振动都不与切入方向一致。因此,控制部117自动跟踪一方的振动的共振频率或者两个方向的共振频率之间(加权平均)的频率的同时,进行至少计算切入方向的振幅而将其保持为恒定的控制,由此抑制切入量的变化而实现高的加工精度。
65.以上,基于实施例对本技术进行了说明。本领域技术人员可以理解的是:该实施例是一个示例,各构件、各处理过程的组合可产生各种各样的变形例,并且这些变形例都属于本技术的范围。在实施方式中,在刀尖加工装置10中的激光单元16中,射出两束激光,但也可以射出三束以上的激光。另一方面,在刀尖加工装置10中的集成部111中,在切削所要求的加工精度不高的情况下,激光单元16也可以仅使用一束激光而仅加工例如对切削的加工精度影响大的后刀面。
66.本技术的方式的概要如下。本技术的某一方式的是对切削工具的刃部进行激光加工的刀尖加工装置,其包括:第一光学部件,其用于形成激光的第一光路;第二光学部件,其用于形成激光的第二光路;运动机构,其使刃部的刀尖关于第一光路和第二光路相对移动;以及控制部,其对基于运动机构的相对移动进行控制。控制部利用运动机构使刀尖在关于第一光路相对移动而用经过第一光路的激光对刀尖的后刀面进行加工。此外,控制部利用运动机构使刀尖关于第二光路相对移动而用经过第二光路的激光对刀尖的前刀面进行加工。
67.利用经过两个不同的光路的激光而对刀尖的后刀面和前刀面进行加工,由此具有不需要用于改变工具姿态的机构的优点。
68.控制部可以利用运动机构而使刀尖关于第一光路和第二光路同时地相对移动而对刀尖的后刀面和前刀面同时地进行激光加工。由此,能够缩短激光加工时间。优选为,经过第一光路和第二光路中的至少一方的激光沿从刃部的基端侧朝向前端侧的方向行进。特别是在脉冲激光磨削中,使激光沿从刃部的基端侧朝向前端侧的方向照射,由此可以实现高精度的加工。此外,优选为,经过第一光路和第二光路这两者的激光分别沿从刃部的基端侧朝向前端侧的方向行进。
69.本技术的另一方式为切削装置。该装置包括:运动机构,其使切削工具的刀尖关于被切削材料相对移动;以及控制部,其对基于运动机构的被切削材料和切削工具的刀尖的相对移动进行控制。切削装置还包括:激光光源,其射出用于对切削工具的刀尖进行激光加工的激光;以及光学部件,其用于形成激光的光路。控制部利用运动机构而使刀尖关于光路相对移动,来对刀尖进行激光加工。
70.在切削装置中搭载对刃部进行锐化的激光加工装置,由此在刀尖磨损时无需从切削装置取下切削工具而能够进行对刀尖的锐化加工。优选为,激光加工功能能够利用经过两个不同的光路的激光而对刀尖的后刀面和前刀面进行加工。优选为,控制部保持切削时的切削工具的姿态不变而利用运动机构使刀尖关于光路相对移动,来对刀尖进行激光加工。
71.(产业上的可利用性)
72.本技术能够利用于对工具刀尖进行加工的装置。
73.(附图标记的说明)
74.10:刀尖加工装置;11:激光加工部;13:第一工作台;14:第二工作台;
75.15:工具支持部;16:激光单元;17:控制部;21:切削工具;22:刃部;
76.22a:刀尖;23:后刀面;24:前刀面;25:第一光路;26:第二光路;
77.30:保护罩体;31:开口;32:激光光源;33:分束器;34:反射镜;
78.35:镜片;36:反射镜;37:镜片;38:反射镜;100:切削装置;
79.102:主轴箱;103:主轴;104:被切削材料;105:旋转机构;111:集成部;
80.113:第一工作台;114:第二工作台;117:控制部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。