1.本实用新型涉及螺柱焊机的设计制造领域,更具体的说,它涉及一种焊枪。
背景技术:
2.螺柱焊机是指把金属螺柱或类似零件,经过瞬间加压和放电,将整个端面焊于工件上的焊机;根据螺柱焊机工作原理的不同,一般将螺柱焊机分为储能式螺柱焊机和拉弧式螺柱焊机两大类;储能式螺柱焊机较为适合加工新型焊接工艺;而市面上焊枪的焊接电极头无法满足当前特定新型焊接工艺焊接需求,无法快捷的将焊接件牢固的焊接在产品上,并且当前市面上的焊接电极头只能焊接螺钉螺柱。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供结构简单、设计合理、低成本、高强度、适用范围广泛的一种焊枪。
4.为了解决上述技术问题,本实用新型的技术方案如下:
5.一种焊枪,设置于螺柱焊机上,包括焊枪本体和焊接电极头,所述焊接电极头为一体化设计。
6.进一步的,所述焊接电极头整体呈柱状。
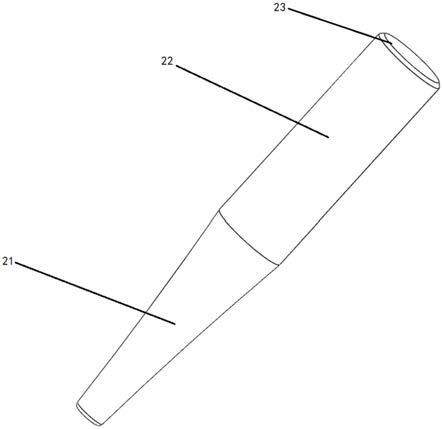
7.进一步的,所述焊接电极头包括焊接部、衔接部和装配部;焊接部和装配部设置于衔接部的两端。
8.进一步的,所述衔接部呈柱状;衔接部与焊接部连接一端为第一衔接端;衔接部与装配部连接一端为第二衔接端。
9.进一步的,所述焊接部呈台状,焊接部直径较小的一端为焊接端;焊接部直径较大的一端为第三衔接端,与衔接部的第一衔接端连接;第三衔接端的直径与衔接部的直径一致;焊接部侧面与第一衔接端之间的夹角角度<90
°
;焊接部侧面与焊接端之间的夹角角度<90
°
。
10.进一步的,焊接部侧面与焊接端之间设置有过度面。
11.进一步的,所述装配部呈台状,装配部的一端与第二衔接端连接。
12.进一步的,装配部直径较小的一端为第一装配端;装配部直径较大的一端为第二装配端,装配部的斜面与第二装配端之间夹角角度<60
°
;装配部的斜面与第一装配端之间夹角角度>120
°
。
13.进一步的,所述焊接电极头采用铬锆铜。
14.进一步的,焊接电极头通过第一装配端与焊枪本体连接装配;所述焊枪本体包括焊接电缆、焊枪手柄以及安装螺母,焊接电缆与安装螺母均设置于焊枪手柄上;焊枪手柄通过焊接电缆与电源连接;焊枪手柄通过安装螺母与焊接电极头完成装配。
15.本实用新型的有益效果是:
16.1.本实用新型的焊接电极头采用一体化设计,使得焊接电极头的结构更为牢固,
从而使得本实用新型整体的焊接效果更佳,在适合本焊接工艺焊接需求同时提升了焊接质量以及生产效率,并且可适用范围进一步的扩大。
17.2.在焊接部侧面与焊接端之间设置有过度面,使得本实用新型在焊接过程中更为顺滑,并且使得焊接面更为细腻从而使得本实用的焊接效果更为优秀。
附图说明
18.图1为焊接电极头的结构图。
19.图2为焊接电极头的剖面图。
20.图3为焊接电极头衔接部处结构图。
21.图4为焊接电极头焊接部处结构图。
22.图5为焊接电极头过度面处结构图。
23.图6为焊接电极头装配部处结构图。
24.图7为本实用新型整体结构图。
25.图中标号:
26.1.焊枪本体;2.焊接电极头;11.焊接电缆;12.焊枪手柄;13. 安装螺母;21.焊接部;22.衔接部;23.装配部; 211.焊接端;212.第三衔接端;213.过度面;221.第一衔接端;222.第二衔接端;231.第一装配端;232.第二装配端。
具体实施方式
27.下面结合附图和具体实施例对本实用新型进一步说明。应当说明的是,实施例只是对本实用新型的具体阐述,其目的是为了让本领域技术人员更好地理解本实用新型的技术方案,不应视为对本实用新型的限定。
28.实施例:
29.如图1所示,一种焊枪,设置于储能螺柱种焊机上,包括焊枪本体1和焊接电极头2,所述焊接电极头2为一体化设计,使得焊接电极头2的结构更为牢固,从而使得本实用新型整体的焊接效果更佳,在适合特定搪瓷产品的焊接需求同时提升了焊接质量以及生产效率,并且可适用范围进一步的扩大。
30.在一些优选的方式中,所述焊接电极头2整体呈圆柱状,在便于其安装的同时使其焊接效果更佳;在对应产品需要的情况下,可对焊接电极头2的结构进行改变。
31.如图2所示,在一些优选的方式中,所述焊接电极头2包括焊接部21、衔接部22和装配部23;焊接部21和装配部23设置于衔接部22的两端,焊接电极头2通过焊接部21与焊接件进行接触并对其进行焊接工作,焊接电极头2通过装配部23与焊枪接触。
32.如图3所示,在一些优选的方式中,所述衔接部22呈圆柱状;衔接部22与焊接部21连接一端为第一衔接端221;衔接部22与装配部23连接一端为第二衔接端222;焊接电极头2通过衔接部22将焊接部21和装配部23进行衔接装配,使其整体的工作稳定性更好;在对应产品需要的情况下,可对衔接部22的结构进行改变。
33.如图4所示,在一些优选的方式中,所述焊接部21呈圆台状,焊接部21直径较小的一端为焊接端211;焊接部21直径较大的一端为第三衔接端212,与衔接部22的第一衔接端221连接;第三衔接端212的直径与衔接部22的直径一致;焊接部21侧面与第一衔接端221之
间的夹角角度为60
°
;焊接部21侧面与焊接端211之间的夹角角度为120
°
;焊接部21的整体形状根据衔接部22的整体形状进行改变。
34.如图5所示,在一些优选的方式中,焊接部21侧面与焊接端211之间设置有过度面213,该过度面213为曲面,使得本实用新型在焊接过程中焊接纹路更为细腻,焊接过程更为流畅,在提升产品生产质量;在对应产品需要的情况下,过度面213也可进行改变。
35.如图6所示,在一些优选的方式中,所述装配部23呈圆台状,装配部23的一端与第二衔接端222连接;装配部23直径较小的一端为第一装配端231;装配部23直径较大的一端为第二装配端232,第二装配端232的直径与衔接部22的直径一致并与衔接部22的第二衔接端222连接;装配部23的斜面与第二装配端232之间夹角角度为45
°
;装配部23的斜面与第一装配端231之间夹角角度为135
°
;装配部23的整体形状根据衔接部22的整体形状进行改变。
36.在一些优选的方式中,所述焊接电极头2采用铬锆铜;铬锆铜有良好的导电性,导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高,焊接时电极损耗少,焊接速度快,焊接总成本低,适合作为熔接焊机的电极有关管件。
37.如图7所示,在一些优选的方式中,焊接电极头2通过第一装配端231与焊枪本体1连接装配;所述焊枪本体1包括焊接电缆11、焊枪手柄12以及安装螺母13,焊接电缆11与安装螺母13均设置于焊枪手柄12上;焊枪手柄12通过焊接电缆11与电源连接;焊枪手柄12通过安装螺母13与焊接电极头2完成装配;因焊枪为现有的常规技术,故不做赘述。
38.以上所述仅是本实用新型优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。