1.本发明涉及生产设备领域,具体涉及一种胶套自动焊接机。
背景技术:
2.拉链胶套用于套置工牌等,为了便于观察套内的物品,拉链胶套用透明材料制成,并可密封,其生产大都采用冲压机和高周波焊接机配合成型。如申请号为202110171073.7公开的一种拉链胶套自动生产设备;通过第一高周波焊接机和第二高周波焊接机分别焊接,在料带上焊接出成品,之后进行去鸡眼(即排废料)和通过下料机构进行下料;各个机构都沿传输带的传输方向依次水平排布,如此,占地面积大。
技术实现要素:
3.为此,本发明为解决上述问题,提供一种占地面积小、集成度好的胶套自动焊接机。
4.为实现上述目的,本发明提供的技术方案如下:
5.一种胶套自动焊接机,包括机架、旋转传输架、焊接机构、取料机构、进料导向辊和出料导向辊,所述旋转传输架通过一水平转轴可旋转的装配于机架上,所述旋转传输架的旋转周侧面为旋转对称结构;所述进料导向辊和出料导向辊均设置在旋转传输架的下方,料带绕过进料导向辊贴合在旋转传输架的旋转周侧面上,再经出料导向辊导出;所述焊接机构和取料机构对应旋转传输架的旋转周侧面,且取料机构位于焊接机构的后方,以分别对贴合在旋转传输架的旋转周侧面上的料带进行焊接成型和取料。
6.进一步的,所述旋转传输架为四方体结构,具有四个旋转周侧面,所述旋转传输架的一次旋转角度为90
°
,且每次旋转停止后四个旋转周侧面分别朝向上、下、左和右。
7.进一步的,所述焊接机构位于旋转传输架的上方,所述取料机构位于旋转传输架的侧方,所述取料机构的下方还设置有出料传送带。
8.进一步的,所述取料机构包括固定架、第一转轴、旋转驱动组件和取料组件,所述固定架固定于机架上,所述取料组件固定连接所述第一转轴,并通过第一转轴可转动的装配于固定架上,所述旋转驱动组件驱动连接所述第一转轴,以带动第一转轴上的取料组件在朝向侧方的旋转传输架的第一位置和朝向下方的出料传送带的第二位置之间切换。
9.进一步的,所述旋转驱动组件包括第一驱动气缸和连杆,所述第一驱动气缸铰接于固定架上,所述连杆的一端固定连接所述第一转轴,另一端铰接于第一驱动气缸的活塞杆上。
10.进一步的,所述取料组件包括第二驱动气缸、第一安装架、真空吸头、第三驱动气缸和具有顶针的顶针架,所述第二驱动气缸与第一转轴固定连接,所述第二驱动气缸的活塞杆连接所述第一安装架,所述真空吸头和第三驱动气缸均安装于第一安装架上,所述第三驱动气缸的活塞杆连接所述顶针架。
11.进一步的,所述第三驱动气缸和顶针架的配合组数为二组,并分别位于真空吸头
的两侧。
12.进一步的,所述旋转传输架的底部还设置有扫料机构,当旋转传输架的旋转周侧面转动至底部时,通过所述扫料机构进行刮除残留废料。
13.进一步的,所述扫料机构包括第二安装架、第四驱动气缸、第二转轴、第五驱动气缸和刮板,所述第二安装架固定在机架上,所述第五驱动气缸的中部固定连接所述第二转轴,并通过第二转轴可转动的装配于第二安装架上,所述第五驱动气缸的活塞杆连接所述刮板;所述第四驱动气缸铰接于第二安装架上,所述第四驱动气缸的活塞杆铰接于第五驱动气缸背离刮板的一端。
14.进一步的,所述旋转传输架的旋转周侧面上开设有真空吸附孔。
15.通过本发明提供的技术方案,具有如下有益效果:
16.通过设置旋转传输架来实现传输料带,焊接机构和取料机构等作业的机构只要对应旋转传输架的外周即可实现相应的作业,集成度好,能够很好的减小总占地面积。
附图说明
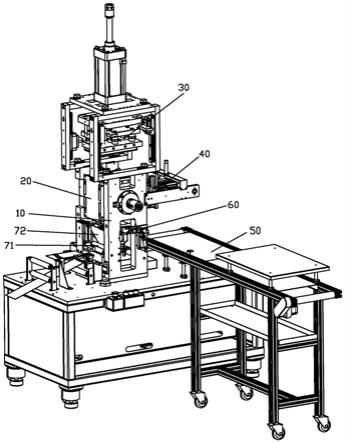
17.图1所示为实施例一中胶套自动焊接机的立体结构示意图;
18.图2所示为实施例一中胶套自动焊接机在另一个角度下的立体结构示意图;
19.图3所示为实施例一中取料机构的结构示意图;
20.图4所示为实施例一中取料机构的部分结构分解示意图;
21.图5所示为实施例一中胶套自动焊接机的部分结构示意图;
22.图6所示为实施例一中扫料机构的结构示意图。
具体实施方式
23.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
24.现结合附图和具体实施方式对本发明进一步说明。
25.实施例一
26.参照图1、图2和图5所示,本实施例提供的一种胶套自动焊接机,包括机架10、旋转传输架20、焊接机构30、取料机构40、进料导向辊71和出料导向辊73,所述旋转传输架20通过一水平转轴21可旋转的装配于机架10上,即水平转轴21的轴向方向为水平方向(定义为前后方向),具体的,定义旋转传输架20的旋转方向为顺时针方向,旋转方向由左
‑
上
‑
右
‑
下重复。所述旋转传输架20的旋转周侧面为旋转对称结构;以保证每旋转一次都能够使其上的料带位于相同的位置,便于作业。
27.所述进料导向辊71和出料导向辊73均设置在旋转传输架20的下方,料带绕过进料导向辊71贴合在旋转传输架20的旋转周侧面上,再经出料导向辊73导出;即料带绕过进料导向辊71首先贴合在旋转传输架20的左侧面,然后再依次经旋转传输架20的上表面和右侧面,最后经出料导向辊73导出。
28.所述焊接机构30和取料机构40对应旋转传输架20的旋转周侧面,且取料机构40位
于焊接机构30的后方,以分别对贴合在旋转传输架20的旋转周侧面上的料带进行焊接成型和取料。
29.通过设置旋转传输架20来实现传输料带,焊接机构30和取料机构40等作业的机构只要对应旋转传输架20的外周即可实现相应的作业,集成度好,能够很好的减小总占地面积。
30.具体的,所述旋转传输架20的旋转周侧面上开设有真空吸附孔(未示出),通过真空吸附料带,料带能够稳定的贴合在旋转传输架20的旋转周侧面上,防止打滑。再具体的,所述真空吸附孔位于旋转周侧面的外缘,吸附料带的外侧,不影响料带的中部位置的后续产品的成型和取出。
31.具体的,旋转传输架20为四方体结构,具有四个侧平面,所述旋转传输架20的一次旋转角度为90
°
,实现旋转对称。且每次旋转停止后四个侧平面分别朝向上、下、左和右。料带依次经过旋转传输架20的左侧、上侧和右侧,形成左侧、上侧和右侧三个工位。焊接机构30和取料机构40对应其中二个工位即可。
32.具体的,焊接机构30为现有技术中高周波焊接机构,位于旋转传输架20的上方,通过竖直下压实现产品的焊接成型,在竖直方向上下压实现焊接,不受重力作用产生偏移,精度会更好。当然的,焊接机构30也可以设置在旋转传输架的左侧方。
33.所述取料机构40位于旋转传输架20的侧方,具体为位于旋转传输架20的右侧方,所述取料机构40的下方还设置有出料传送带50。所述取料机构40先通过侧向移动将料带上的产品取出,然后旋转至朝下,将产品放入出料传送带50。
34.具体的,继续参照图3和图4所示,所述取料机构40包括固定架41、第一转轴42、旋转驱动组件43和取料组件44,所述固定架41固定于机架10上,所述取料组件44固定连接所述第一转轴42,并通过第一转轴42可转动的装配于固定架41上,所述旋转驱动组件43驱动连接所述第一转轴42,以带动第一转轴42上的取料组件44在朝向侧方的旋转传输架20的第一位置(如图3所示)和朝向下方的出料传送带50的第二位置(未示出)之间切换。当取料组件44位于第一位置时,可靠近旋转传输架20进行取料,当取料组件44位于第二位置时,可将取出的产品放入出料传送带50上。
35.再具体的,所述旋转驱动组件43包括第一驱动气缸431和连杆432,所述第一驱动气缸431铰接于固定架41上,所述连杆432的一端固定连接所述第一转轴42,另一端铰接于第一驱动气缸431的活塞杆上。通过第一驱动气缸431的伸缩来带动第一转轴42旋转,结构简单,容易实现。当然的,在其它实施例中,也可以通过驱动电机的转动来带动第一转轴42旋转。
36.所述取料组件44包括第二驱动气缸441、第一安装架442、真空吸头443、第三驱动气缸444和具有顶针446的顶针架445,所述第二驱动气缸441与第一转轴42固定连接,所述第二驱动气缸441的活塞杆连接所述第一安装架442,所述真空吸头443和第三驱动气缸444均安装于第一安装架442上,所述第三驱动气缸444的活塞杆连接所述顶针架445。
37.本实施例中,其具体操作步骤为:第一步:旋转驱动组件43带动第一转轴42上的取料组件44切换至第一位置,第二驱动气缸441驱动第一安装架442靠近旋转传输架20,使得真空吸头443贴在料带上的产品上,从而吸住产品,而顶针架445上的顶针446也抵在产品的鸡眼上。第二步:第二驱动气缸441回缩,同时,第三驱动气缸444伸出;该步骤中,第二驱动
气缸441的回缩带动真空吸头443及其吸附的产品抽出料带,同时,第三驱动气缸444伸出使得顶针446能够保持不动,如此,在抽出产品的同时将产品上的鸡眼顶出,得到完整的产品。第三步:第三驱动气缸444带动顶针架445回缩。完成取料。
38.该取料组件44的设置,真空吸头443用于吸住产品,而顶针架445上的顶针446用于顶出产品上的鸡眼,从而实现取料和去鸡眼的同步作业。当然的,在其它实施例中,取料组件44的结构不局限于此。
39.再具体的,所述第三驱动气缸444和顶针架445的配合组数为二组,并分别位于真空吸头443的两侧。用于两侧同时去鸡眼。或者选择一侧进行作业实现单边去鸡眼。使用不同产品类型,适用性好。
40.当旋转传输架20由右侧边旋转至下侧时,料带分离进行回收。为了保证下表面不会有废料残留,本实施例中,所述旋转传输架20的底部还设置有扫料机构60,当旋转传输架20的旋转周侧面转动至底部时,通过所述扫料机构60进行刮除残留废料。
41.具体的,继续参照图6所示,所述扫料机构60包括第二安装架61、第四驱动气缸63、第二转轴62、第五驱动气缸64和刮板65,所述第二安装架61固定在机架10上,所述第五驱动气缸64的中部固定连接所述第二转轴62,并通过第二转轴62可转动的装配于第二安装架61上,所述第五驱动气缸64的活塞杆连接所述刮板65;所述第四驱动气缸63铰接于第二安装架61上,所述第四驱动气缸63的活塞杆铰接于第五驱动气缸64背离刮板的一端。作业时,通过第四驱动气缸63的回缩带动第五驱动气缸64翻转,从而使具有刮板65的一端翘起,此时,第五驱动气缸64进行伸缩从而带动刮板65在旋转传输架20的底部(即下表面)进行往复刮除废料。结构简单,废料刮除效果好。完成后第四驱动气缸63伸展而驱动刮板65下降。
42.进一步的,所述刮板65的下方还设置有收集槽80,用于收集刮除的废料。
43.具体的,所述进料导向辊71位于旋转传输架20的垂直投影面内,绕过进料导向辊71的料带再倾斜向外延伸直至贴在旋转传输架20的左侧面上,贴合效果更好。
44.进一步的,为了保证扫料机构60所刮除的废料不会落入新进的料带中,本实施例中,在扫料机构60和进料导向辊71之间还设置有挡板72,掉落的废料会落入挡板72上,再由挡板72导向滑落至收集槽80内。
45.实施例二
46.本实施例提供的一种胶套自动焊接机,与实施例一提供的胶套自动焊接机的结构大致相同,不同之处在于:本实施例中,焊接机构30对应旋转传输架20的左侧,而取料机构40位于旋转传输架20的上方位置。取料机构40不需要设置90
°
翻转结构,即将实施例一中的旋转驱动组件43替换成水平传动组件,通过水平传动来达到将产品输出。
47.实施例三
48.本实施例提供的一种胶套自动焊接机,与实施例一提供的胶套自动焊接机的结构大致相同,不同之处在于:本实施例中,旋转传输架20的正三角柱结构,具有三个侧平面,旋转传输架一次旋转120
°
,实现旋转对称。旋转传输架20的底部为平面,另外二个侧平面分别倾斜朝上设置,焊接机构30和取料机构40分别对应倾斜朝上的二个侧平面。
49.实施例四
50.本实施例提供的一种胶套自动焊接机,与实施例一提供的胶套自动焊接机的结构大致相同,不同之处在于:所述旋转传输架20为圆柱形结构,无论一次旋转多大的角度都是
旋转对称。焊接机构30和取料机构40可根据实际需求进行设定。同时,焊接机构30和取料机构40上的结构也做出相对应的调整,如焊接机构的焊接面也设置成圆弧面等以配合圆形外周面。
51.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。