1.本发明涉及物料给料计量领域,特别是指一种物料给料计量装置。
背景技术:
2.在对粉状、粒状和小块状物料进行分袋包装时,需要进行给料计量,现有的给料计量装置有螺旋给料、振动给料、刮板输送给料、重力式给料等方式,但是目前上述任何一种给料方式都无法做到精准计量,导致在分袋包装时无法精确控制每袋产品的重量。
技术实现要素:
3.本发明提供一种物料给料计量装置,提高了给料的精度和速度。
4.本发明提供技术方案如下:
5.一种物料给料计量装置,包括至少一个容积目标斗和若干个微量补充斗,其中:
6.所述容积目标斗和微量补充斗上方设置有为所述容积目标斗和微量补充斗填装物料的旋转料仓,所述容积目标斗和微量补充斗的落料口处均设置有可开合的第一控制板,所述容积目标斗和微量补充斗的落料口下方设置有称重计量料斗,所述称重计量料斗上设置有第一称重传感器,所述称重计量料斗的落料口处设置有可开合的第二控制板,所述称重计量料斗的落料口下方设置有用于夹持包装袋的夹袋装置;
7.所有容积目标斗容纳的物料总重量小于或等于包装袋的额定重量,所有容积目标斗和所有微量补充斗容纳的物料总重量大于包装袋的额定重量;
8.所述第一称重传感器与控制器连接,所述称重计量料斗承接所述容积目标斗下落的物料并通过第一称重传感器对称重计量料斗内的物料进行第一次称重,所述控制器根据包装袋的额定重量和对称重计量料斗内物料第一次称重的重量计算第一差值,所述控制器根据所述第一差值找出微量补充斗的第一组合,所述微量补充斗的第一组合容纳的物料重量之和最接近所述第一差值,打开微量补充斗的第一组合的第一控制板,通过所述微量补充斗的第一组合向称重计量料斗内补充物料。
9.进一步的,通过所述微量补充斗的第一组合向称重计量料斗内补充物料后,打开第二控制板,使得称重计量料斗内的物料下落至包装袋内;
10.或者,通过所述微量补充斗的第一组合向称重计量料斗内补充物料后,通过第一称重传感器对称重计量料斗内的物料进行第二次称重;所述控制器根据包装袋的额定重量和对称重计量料斗内物料第二次称重的重量计算第二差值,若所述第二差值在所述包装袋的最大允许误差范围内,则打开第二控制板,使得称重计量料斗内的物料下落至包装袋内,否则所述控制器根据所述第二差值找出微量补充斗的第二组合,所述微量补充斗的第二组合容纳的物料重量之和最接近所述第二差值,打开微量补充斗的第二组合的第一控制板,通过所述微量补充斗的第二组合向称重计量料斗内补充物料。
11.进一步的,所述微量补充斗的落料口下方设置有承接容器,所述承接容器上设置有第二称重传感器,所述承接容器连接有驱动所述承接容器卸料的驱动装置。
12.进一步的,所述旋转料仓上方设置有原料仓。
13.进一步的,所述容积目标斗、微量补充斗和原料仓安装在主框架上,所述第一称重传感器的一端设置在所述主框架上,另一端与所述称重计量料斗连接,所述第二称重传感器的一端设置在所述主框架上,另一端与所述承接容器连接。
14.进一步的,所述若干个微量补充斗容纳的物料的重量从小到大按照设定的倍数递增,最小的微量补充斗容纳的物料的重量为包装袋的最大允许误差范围的一半;其中,所述设定的倍数大于一倍且小于等于两倍。
15.进一步的,所述若干个微量补充斗容纳的物料的重量从小到大按照两倍递增。
16.进一步的,所述容积目标斗和微量补充斗均包括内管和位于所述内管下方且套在所述内管外周的外管,所述内管和外管能够在上下方向上调节,所述内管和外管之间设置有密封胶圈。
17.进一步的,所述外管上设置有调节环,所述调节环套在所述调节柱上,所述调节柱上设置有将所述调节环位置锁定的锁紧螺栓。
18.进一步的,所述旋转料仓外沿安装有齿圈,所述齿圈与电机输出轴上的齿轮咬合安装,
19.或者,所述旋转料仓内设置有圆锥筒,所述圆锥筒内通过连接板与电机连接。
20.进一步的,所述旋转料仓内设置有竖向的若干个推料挡料板,所述推料挡料板的底部与容积目标斗和微量补充斗的顶部接触。
21.进一步的,所述旋转料仓上设有辅助下料装置,所述辅助下料装置包括振动电机或气锤。
22.进一步的,所述称重计量料斗的落料口与夹袋装置之间设置有第二软连接结构;所述第一控制板和第二控制板通过气缸驱动。
23.本发明具有以下有益效果:
24.本发明在进行物料分袋包装时,通过容积目标斗给料,并通过若干个微量补充斗内的物料对容积目标斗的给料进行相加调节,最终形成最接近目标值的重量,提高了给料的精度和速度。
附图说明
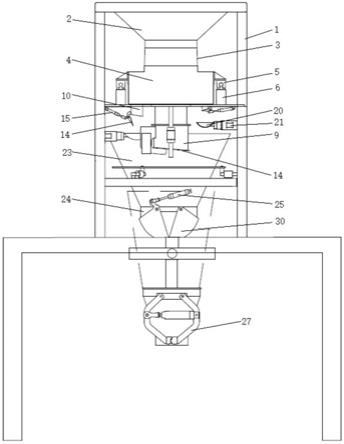
25.图1为本发明的物料给料计量装置的主视图;
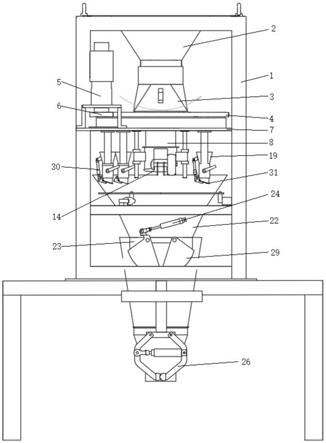
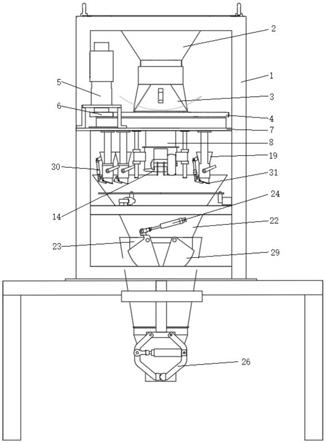
26.图2为本发明的物料给料计量装置的侧视图;
27.图3为本发明的物料给料计量装置在容积目标斗和微量补充斗处的俯视图;
28.图4为本发明的物料给料计量装置在旋转料仓处的俯视图;
29.图5为容积目标斗/微量补充斗的主视图;
30.图6为容积目标斗/微量补充斗的右视图;
31.图7为承接容器处的主视图;
32.图8为承接容器处的侧视图。
具体实施方式
33.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具
体实施例进行详细描述。
34.本发明实施例提供种物料给料计量装置,如图1
‑
8所示,包括至少一个容积目标斗8和若干个微量补充斗9,容积目标斗8和微量补充斗9安装在主框架1上,其中:
35.容积目标斗8和微量补充斗9上方设置有为容积目标斗8和微量补充斗9填装物料的旋转料仓3,容积目标斗8和微量补充斗9的落料口处均设置有可开合的第一控制板13,第一控制板13通过气缸14驱动开合,气缸14通过气缸支架15安装在主框架1上。
36.容积目标斗8和微量补充斗9的落料口下方设置有称重计量料斗22,称重计量料斗22上设置有第一称重传感器,第一称重传感器的一端设置在主框架1上,另一端与称重计量料斗22连接,用于测量称重计量料斗22内物料的重量。
37.称重计量料斗22的落料口23处设置有可开合的第二控制板29,第二控制板29通过气缸24驱动开合,称重计量料斗22的落料口23下方设置有用于夹持包装袋的夹袋装置26。
38.前述的容积目标斗可以有一个或多个,例如两个等。所有容积目标斗8容纳的物料总重量小于或等于包装袋的额定重量,所有容积目标斗8和所有微量补充斗9容纳的物料总重量大于包装袋的额定重量。
39.本发明在使用时,物料进入旋转料仓3,旋转料仓3在动力的作用下旋转,在加料过程中容积目标斗8和微量补充斗9开口位于旋转料仓3内,旋转料仓3旋转一定角度,例如90度,容积目标斗8和微量补充斗9中的物料与旋转料仓隔开,容积目标斗8和微量补充斗9填装完毕。
40.为方便向容积目标斗8和微量补充斗9内填装物料,旋转料仓3内设置有竖向的若干个推料挡料板33,推料挡料板33的底部与容积目标斗8和微量补充斗9的顶部接触。推料挡料板33随旋转料仓3一起旋转,物料在旋转料仓3内被推料挡料板33推动。旋转料仓3旋转一定角度时,物料被推料挡料板33推到容积目标斗8和微量补充斗9上方,物料填入容积目标斗8和微量补充斗9内,旋转料仓3再旋转一定角度后,容积目标斗8和微量补充斗9上方的物料被推料挡料板33推离容积目标斗8和微量补充斗9,使旋转料仓3内的物料与容积目标斗8和微量补充斗9隔离开,完成一次填装。
41.推料挡料板33的数量可以为一个或多个,如图4所示,推料挡料板33为两个,互相间隔一定距离平行设置。
42.容积目标斗8的第一控制板13打开,使得容积目标斗8中的物料通过容积目标斗8的落料口直接落入称重计量料斗22内,称重计量料斗22承接容积目标斗8下落的物料。
43.第一称重传感器与控制器连接,对称重计量料斗22内的物料进行第一次称重,控制器根据包装袋的额定重量和对称重计量料斗22内物料第一次称重的重量计算第一差值,控制器根据第一差值找出微量补充斗9的第一组合,微量补充斗9的第一组合容纳的物料重量之和最接近第一差值,打开微量补充斗9的第一组合的第一控制板13,通过微量补充斗9的第一组合向称重计量料斗22内补充物料。称重计量料斗22内的物料与包装袋的额定重量的差额由微量补充斗9中各重量的组合中最接近补差额的数进行补给,使最终计量数最接近设定目标值(即包装袋的额定重量)。
44.以四个微量补充斗为例,假设包装袋的额定重量为10公斤,容积目标斗中下料9.98公斤,微量补充斗中的物料重量分别为0.01、0.02、0.04、0.08公斤,那么差额0.02公斤直接由微量补充斗中物料为0.02公斤的补上;假如容积目标斗下料为9.97公斤,那么物料
由重量为0.01公斤和0.02公斤两个微量补充斗组合重量补上,假如容积目标斗下料为9.95公斤,那么物料由重量为0.01公斤和0.04公斤的微量补充斗组合重量补上。
45.夹袋装置26接收到套袋信号后,夹袋口打开,称重计量料斗22中的物料全部送至包装袋中,然后进入下一包装环节,依此类推。
46.本发明在进行物料分袋包装时,通过容积目标斗给料,并通过若干个微量补充斗内的物料对容积目标斗的给料进行相加调节,最终形成最接近目标值的重量,提高了给料的精度和速度。
47.由前述,通过微量补充斗9的第一组合向称重计量料斗22内补充物料后,可以打开第二控制板29,使得称重计量料斗22内的物料下落至包装袋内。
48.或者,通过微量补充斗的第一组合向称重计量料斗内补充物料后,不直接打开第二控制板29,而是再次对称重计量料斗22内的物料进行称重,并根据称重结果通过微量补充斗再次补充物料,可以提高计量精度,具体如下:
49.通过第一称重传感器对称重计量料斗22内的物料进行第二次称重;控制器根据包装袋的额定重量和对称重计量料斗22内物料第二次称重的重量计算第二差值,若第二差值在包装袋的最大允许误差范围内,则打开第二控制板29,使得称重计量料斗22内的物料下落至包装袋内,否则控制器根据第二差值找出微量补充斗9的第二组合,微量补充斗9的第二组合容纳的物料重量之和最接近第二差值,打开微量补充斗9的第二组合的第一控制板13,通过微量补充斗9的第二组合向称重计量料斗22内补充物料。
50.为进一步提高精度,微量补充斗9的落料口下方设置有承接容器19,承接容器19上设置有第二称重传感器20,第二称重传感器20安装在传感器支架21上,传感器支架21的一端设置在主框架1上,另一端与承接容器19连接,用于测量承接容器19内物料的重量。
51.承接容器19连接有驱动承接容器19卸料的驱动装置30,驱动装置30例如可以是气缸,通过气缸打开驱动承接容器19底部的隔板31,实现卸料。
52.微量补充斗9内的物料首先下落到承接容器19内,并通过第二称重传感器20进行称重,然后通过驱动装置驱动承接容器19卸料,使得精准计量的物料下落到称重计量料斗22内。
53.为方便给料,旋转料仓3上方设置有原料仓2,原料仓2安装在主框架1上。将物料倒入原料仓2内,物料经过原料仓2进入旋转料仓3。
54.本发明中,容积目标斗8的容量根据包装袋的额定重量确定,若干个微量补充斗9容纳的物料的重量从小到大按照设定的倍数递增,最小的微量补充斗9容纳的物料的重量为包装袋的最大允许误差范围的一半;其中,所述设定的倍数大于一倍且小于等于两倍,例如1.8倍、1.9倍、2倍等。
55.优选的,设定的倍数为两倍,若干个微量补充斗容纳的物料的重量从小到大按照两倍递增。
56.本发明的容积目标斗8和微量补充斗9的容量可调,容积目标斗8和微量补充斗9均包括内管10和位于内管10下方且套在内管10外周的外管11,内管10和外管11能够在上下方向上调节,实现容积目标斗8和微量补充斗9容量的可调。内管10和外管11之间设置有密封胶圈12。
57.外管11上设置有调节环16,调节环16套在调节柱17上,调节柱17安装在主框架1
上,调节柱17上设置有将调节环16位置锁定的锁紧螺栓18。
58.为实现旋转料仓的旋转,旋转料仓3外沿安装有齿圈4,主框架1的二层平台7上安装有电机5,电机5的输出轴上安有齿轮6,齿轮6与齿圈4咬合安装。
59.或者,旋转料仓3内设置有圆锥筒,圆锥筒内通过连接板与电机连接。
60.旋转料仓3上可以设有辅助下料装置32,该辅助下料装置包括振动电机或气锤,通过振动或敲打辅助旋转料仓3下料,防止物料粘接或板结导致的下料不畅。
61.重力称重计量料斗22的落料口23与夹袋装置26之间设置有软连接结构28,软连接结构28上安装有气缸25,气缸25用气缸支架27安装于软连接结构28上,软连接结构28下口安装夹袋装置26。
62.物料经过软连接结构28,在气缸25的作用下,重力称重计量料斗22中的物料全部送至包装袋中。
63.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。