1.本发明涉及瓷砖生产设备技术领域,尤其涉及一种瓷砖的智能配砖系统以及配砖方法。
背景技术:
2.目前,在瓷砖制造业内,瓷砖制备完成后的打包装箱工序往往是由叉车和机械手来配合执行的,但现有机械手和码垛用的托架的位置是固定不能移动的,且机械手只能对瓷砖按固定程序抓取和搬运。
3.而在瓷砖配砖线上,会出现一张配砖订单同时有多种(款)瓷砖的情况,尤其是目前主流的大板瓷砖配砖线上,由于机械手无法区分不同种类的瓷砖,也无法到不同种类的瓷砖货架上抓取订单所需要的瓷砖,往往需要叉车多次往返,把订单中不同种类的瓷砖依次从仓库中移出到机械手取砖工位上,待机械手取砖并码垛到托架上后,叉车移走取砖工位中的剩余瓷砖到仓库,再从仓库中移出下一种类的瓷砖到取砖工位上,如此往复,耗时耗力,效率低。
4.另一方面,由于大板瓷砖面积大、厚度薄、质量相对较轻,且为了保护瓷砖表面,往往会在每一块瓷砖表面覆盖一层塑料薄膜,再进行叠放储存,因此在机械手取砖的过程中容易出现一次吸附两块(甚至多块)的情况,导致配砖失误,或者在机械手提升的过程中两块瓷砖突然分离,导致瓷砖损坏。
技术实现要素:
5.为了克服现有技术的不足,本发明的目的之一在于提供一种瓷砖智能配砖系统,其可通过设置多个配砖台放置不同品类的瓷砖,配合转移组件在不同配砖台和输送组件之间的运动,提高多款瓷砖集中配送和码垛的工作效率。
6.本发明的目的之二在于提供一种瓷砖配砖方法,提高多款瓷砖集中配送和码垛的工作效率,且避免了传统机械手取砖过程中同时吸取相叠的两块瓷砖的问题。
7.本发明的目的之一采用以下技术方案实现:
8.一种瓷砖智能配砖系统,包括,
9.至少两个配砖台,各个配砖台均用于放置瓷砖;
10.输送组件,输送组件用于沿一输送方向输送瓷砖;
11.转移组件,所述转移组件用于转移其中一个所述配砖台上的瓷砖至所述输送组件上;
12.码垛组件,所述码垛组件用于接收所述输送组件输送的瓷砖。
13.进一步地,所述输送组件的两侧均设有至少两个配砖台,至少两个配砖台在所述输送方向上间隔分布。
14.进一步地,所述转移组件包括支撑架、转移架、吸盘机构以及驱动机构,所述支撑架设于所述输送组件的上方,所述转移架安装于所述支撑架上;所述吸盘机构安装于所述
转移架的底端,所述驱动机构用于带动所述转移架沿输送组件的高度方向运动;所述驱动机构用于带动所述转移架沿所述输送方向运动;所述驱动机构用于带动所述转移架在输送组件的两侧往复运动,以使吸盘组件位于其中一个配砖台的侧部并由瓷砖的侧部吸取瓷砖。
15.进一步地,所述吸盘组件包括多个安装杆以及多个吸盘,多个安装杆均安装于所述转移架的底端,多个安装杆在所述输送方向上间隔分布;各个安装杆上均安装有多个吸盘。
16.进一步地,所述安装杆具有第一端以及第二端,所述第一端设有两个吸盘,所述第二端设有一个吸盘;相邻两个安装杆的其中一个安装杆的第一端与另一个安装杆的第二端位于转移架同一侧。
17.进一步地,所述输送组件的末端设有平移组件,所述平移组件包括平移架、平移架驱动件、多个传动轴以及多个传动轮,所述平移架设于所述输送组件的末端;平移架的一侧形成为升降端,所述平移架的另一侧用于与所述码垛组件衔接;所述平移架驱动件用于带动所述升降端升降;所述平移架上枢接有多个所述传动轴;各个传动轴上均枢接有多个所述传动轮。
18.进一步地,所述平移组件还包括传动轴驱动件以及传动机构,传动轴驱动件用于带动相邻两个传动轴的其中一个传动轴转动;相邻两个传动轴的另一个传动轴与所述其中一个传动轴通过传动机构同步联接。
19.进一步地,所述码垛组件包括码垛平台、定位机构以及限位机构,所述定位机构以及限位机构分别设于码垛平台的两侧,所述定位机构用于靠近或者远离所述限位机构运动。
20.进一步地,所述码垛平台上设有输送段以及滚动台,所述输送段用于接收所述瓷砖并输送瓷砖;所述滚动台设于所述输送段的侧部;滚动台上设有用于承托瓷砖侧部的多个滑动球;所述多个滑动球用于与所述瓷砖滚动配合。
21.本发明的目的之二采用以下技术方案实现:
22.一种瓷砖配砖方法,包括,
23.步骤一,将多种品类的瓷砖分配至多个配砖台上;
24.步骤二,转移组件运动至其中一个配砖台的侧部,缓慢从配砖台的一侧吸取位于上方的瓷砖的一侧,转移组件带动瓷砖一侧升起,以使瓷砖与下方的瓷砖分离;
25.步骤三,转移组件将吸取的瓷砖转移至输送组件上;
26.步骤四,输送组件将瓷砖移送到平移组件上,平移组件中的多个滚轮将大板瓷砖沿垂直于输送组件的方向平移至码垛组件上;
27.步骤五,码垛组件的定位机构和限位机构对瓷砖进行自动对中,再由六轴机械手抓取大板瓷砖并竖向翻转后放置至托架。
28.相比现有技术,本发明的有益效果在于:
29.1、通过在输送组件的输送方向以及两侧分布多个配砖台,用于放置不同品类的瓷砖,配合转移组件在不同配砖台和输送组件之间的运动,提高多款瓷砖集中配送和码垛的工作效率。
30.2、通过转移组件在瓷砖的侧部吸取瓷砖,使瓷砖能够在提升的过程中快速与相邻
的瓷砖进行分离转移,从而避免了传统机械手取砖过程中同时吸取相叠的两块瓷砖的问题。
31.3、通过码垛组件上的多个滑动球与输送段的配合,可以使瓷砖进行全方位无死角滚动,减小与输送段之间的输送摩擦力,码垛效率高;同时配合码垛台上的定位机构以及限位机构的自动定位对中,再码垛,使得码垛整齐,容易包装。
附图说明
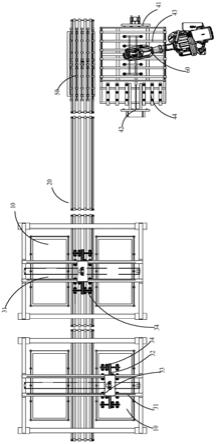
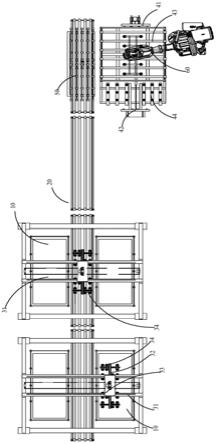
32.图1为本发明的结构示意图;
33.图2为本发明的另一视角的结构示意图;
34.图3为本发明的吸盘组件的结构示意图;
35.图4为本发明的码垛组件的结构示意图;
36.图5为本发明的平移组件的结构示意图;
37.图6为图5中的a
‑
a向剖视图。
38.图中:10、配砖台;20、输送组件;31、支撑架;32、转移架;33、驱动机构;34、吸盘机构;341、安装杆;342、吸盘;41、定位自己够;42、限位机构;43、输送段;44、滑动球;50、平移组件;51、平移框;52、传动轴;53、传动轮;54、平移框驱动件;55、传动轴驱动件;56、传动机构;60、码垛机械手。
具体实施方式
39.下面,结合附图以及具体实施方式,对本发明做进一步描述:
40.实施例1,
41.如图1
‑
6所示的一种瓷砖智能配砖系统,包括至少两个配砖台10、输送组件20、转移组件以及码垛组件,各个配砖可以用于放置不同的瓷砖,具体输送组件20可以沿一输送方向输送瓷砖,转移组件可转移其中一个配砖台10上的瓷砖至上述输送组件20上,输送组件20再输送该对应配砖台10上的对应品类的瓷砖。而码垛组件可接收上述输送组件20输送的瓷砖,并进行码垛操作。
42.具体在本实施例中,以瓷砖为大板瓷砖为例进行说明,在输送组件20的两侧均设有至少两个配砖台10,且同一侧的配砖台10在输送方向上间隔分布,可以在不同的配砖台10上放置不同品类的瓷砖,不同品类的瓷砖可以预先存放在配装台上,
43.在进行配砖作业时,例如在取a品类的大板瓷砖,转移组件可以运动至放置a品类的配砖台10,转移组件抓取a品类的瓷砖并放置在输送组件20的输送端面上,输送组件20便可进行输送,将该a品类的大板瓷砖输送至码垛工位,在上一a品类大板瓷砖输送过程中,转移组件可以持续吸取对应配砖台10上的a品类瓷砖,根据系统抓取a品类大板瓷砖量后,在码垛组件处进行码垛,包装即可。
44.此后,再进行b品类的大板瓷砖的抓取,转移组件可以运动至放置b品类的配砖台10,转移组件抓取b品类的瓷砖并放置在输送组件20的输送端面上,输送组件20便可进行输送,将该b品类的大板瓷砖输送至码垛工位,在上一b品类大板瓷砖输送过程中,转移组件可以持续吸取对应配砖台10上的b品类瓷砖,根据系统抓取b品类大板瓷砖量后,在码垛组件处进行码垛,包装即可。
45.如此往复,直至各个品类的瓷砖均配砖完成即可。
46.需要说明的是,本实施例中通过在输送组件20的输送方向以及两侧分布多个配砖台10,用于放置不同品类的瓷砖,配合转移组件在不同配砖台10和输送组件20之间的运动,即多款瓷砖可以预先布置在输送组件20以及转移组件的运动行程上,无需叉车从不同瓷砖的仓库进行往复的转移动作,提高多款瓷砖集中配送和码垛的工作效率。
47.具体的是,上述转移组件的配砖顺序是从最靠近转移组件的配砖台10开始,根据配砖台10的输送方向依次推进,这样工作效率最高。
48.进一步地,转移组件包括支撑架31、转移架32、吸盘机构34以及驱动机构33,将支撑架31设于输送组件20的上方,而转移架32安装于支撑架31上,而吸盘机构34安装于转移架32的底端。具体上述驱动机构33可带动转移架32沿输送组件20的高度方向运动,即转移架32可以上下运动。而驱动机构33还可带动转移架32沿输送方向运动,即转移架32可以在输送方向上分布的多个配砖台10之间移动。
49.另外,驱动机构33用于带动转移架32在输送组件20的两侧往复运动,即转移架32可以在输送组件20两侧的配砖台10之间移动。且,转移架32在驱动机构33带动下可以运动至输送组件20两侧分布的配砖台10的侧部,以使吸盘342组件位于其中一个配砖台10的侧部,即吸盘342组件在可以在瓷砖的侧部吸取瓷砖。
50.在上述结构基础上,进行转移作业时,驱动机构33可以先带动转移架32沿输送方向运动,运动至对应配砖台10运动,然后驱动机构33再带动转移架32运动至输送组件20的侧部,以使转移架32位于对应配砖台10的侧部,此后,驱动机构33带动转移架32向下运动,转移架32底端的吸盘342组件可以向下吸取瓷砖,由于吸盘342组件的位置在瓷砖的侧部,偏移瓷砖中间位置,导致吸盘342组的吸附力将偏向大板瓷砖的一侧,取件瓷砖的一侧将先脱离下一工件并掀起,然后在缓慢抬升的过程中使空气进入两个工件之间以脱离真空状态,并进一步和下一工件分离。然后驱动机构33再进入“快速移走送件”步骤进行快速提升后平移到上砖工位的输送带组上方,最后下降并放置在输送带组上,从而避免了传统机械手取砖过程中同时吸取相叠的两块瓷砖的问题。
51.当然,上述驱动机构33,可以选用为现有技术中在x轴方向、y轴方向以及z轴方向上设置的单轴滑台组合实现,也可以直接选用为现有技术中的多轴机械手来实现。
52.更具体的是,上述吸盘342组件包括多个安装杆341以及多个吸盘342,将多个安装杆341均安装于转移架32的底端,多个安装杆341在输送方向上间隔分布,在各个安装杆341上均安装有多个吸盘342。即转移架32的两侧均分布有相同数量的吸盘342数量,如此,吸盘342可在瓷砖的各点分布,吸附均匀,且效果更佳。
53.进一步地,安装杆341具有第一端以及第二端,第一端设有两个吸盘342,第二端设有一个吸盘342;相邻两个安装杆341的其中一个安装杆341的第一端与另一个安装杆341的第二端位于转移架32同一侧。在此结构基础上,在输送方向上分布的多个安装杆341上的两端吸盘342数量交错分布(参见图3),吸力分布更加均匀。
54.进一步地,输送组件20的末端设有平移组件50,平移组件50包括平移架、平移架驱动件、多个传动轴52以及多个传动轮53,具体将平移架设于输送组件20的末端,而平移架的一侧形成为升降端,平移架的另一侧用于与码垛组件衔接。另外,平移架驱动件可带动升降端升降,以使平移架倾斜。平移架上枢接有多个传动轴52;各个传动轴52上均枢接有多个传
动轮53。
55.在上述结构基础上,在瓷砖输送至输送组件20的末端进行码垛作业时,码垛组件可以衔接于输送组件20的侧部,瓷砖输送至输送组件20的末端可由平移架接收,此后,平移架驱动件带动平移架的升降端上升,瓷砖便可沿平移架倾斜方向下移,经传动轴52上的多个传动轮53滚动输出,实现输送组件20上的瓷砖转移至码垛工位,由于多个传动轮53可以与瓷砖滚动配合,减少转移过程中的摩擦力,且无需另外的机械手便可将瓷砖转移至码垛工位。
56.更具体的是,上述平移组件50还包括传动轴驱动件55以及传动机构56,传动轴驱动件55可以带动相邻两个传动轴52的其中一个传动轴52转动,相邻两个传动轴52的另一个传动轴52与其中一个传动轴52通过传动机构56同步联接,如此,平移架上的其中两个传动轴52可以在传动轴驱动件55的带动下同步转动,与瓷砖滚动配合,平移效率更高。
57.本实施例中的输送组件20可以选用为现有技术中的皮带输送机构来实现,具体在输送方向上,可以分布有多段相互衔接的皮带输送组,各段皮带输送组包括多个间隔分布的皮带机构,多个间隔分布的皮带机构可以在瓷砖的宽度方向上分段承托瓷砖,避免出现皮带塌陷的情况。同样的,瓷砖的长度方向的输送也由多段皮带输送组进行承托输送,也可避免因输送线过长而出现皮带塌陷的情况。
58.在具有上述平移组件50的结构基础上,上述平移框51可以安装在位于输送组件20末端的皮带输送组,平移框51上的传动轴52分布在皮带机构的间隔内即可。
59.进一步地,码垛组件包括码垛平台、定位机构以及限位机构42,定位机构以及限位机构42分别设于码垛平台的两侧,定位机构用于靠近或者远离限位机构42运动,如此,在平移组件50将瓷砖转移至码垛平台后,定位机构可以靠近限位机构42运动,定位机构便可抵接在瓷砖的侧部,而限位机构42则可对瓷砖的另一侧进行限位,实现定位对中,便于后期包装。
60.当然,定位机构可以选用定位轮以及定位轮驱动件,通过定位轮驱动件带动定位轮靠近限位机构42运动即可实现运动。
61.需要说明的是,定位机构以及限位机构42与瓷砖基础的侧部可以选用缓冲垫或者柔性材质(如胶块等),可减少定位过程中对瓷砖边沿造成的损坏。
62.进一步地,码垛平台上设有输送段43以及滚动台,输送段43用于接收瓷砖并输送瓷砖;滚动台设于输送段43的侧部;滚动台上设有用于承托瓷砖侧部的多个滑动球44;多个滑动球44用于与瓷砖滚动配合。
63.具体的是,输送组件20末端的瓷砖经平移组件50转移至码垛台的过程中,瓷砖可以经输送段43进行接收,输送段43可以带动瓷砖向前输送,而滚动台上的多个滑动球44可以与瓷砖滚动配合,可以进行全方位无死角滚动,减小与输送皮带的摩擦力,输送过程中皮带磨损更少,且所需的输送力相对较小。
64.而在输送到位后,可以通过定位机构以及限位机构42进行定位对中,可以使大板瓷砖先对中再码垛,使得码垛整齐,容易包装。
65.当然,在码垛组件上码垛好的瓷砖,可以经码垛机械手60集中转移,自动化程度更高。
66.实施例2,
67.一种瓷砖配砖方法,包括,
68.步骤一,将多种品类的瓷砖分配至多个配砖台上;
69.步骤二,转移组件运动至其中一个配砖台的侧部,缓慢从配砖台的一侧吸取位于上方的瓷砖的一侧,转移组件带动瓷砖一侧升起,以使瓷砖与下方的瓷砖分离;
70.步骤三,转移组件将吸取的瓷砖转移至输送组件上;
71.步骤四,输送组件将瓷砖移送到平移组件上,平移组件中的多个滚轮将大板瓷砖沿垂直于输送组件的方向平移至码垛组件上;
72.步骤五,码垛组件的定位机构和限位机构对瓷砖进行自动对中,再由六轴机械手抓取大板瓷砖并竖向翻转后放置至托架。
73.本实施例中,在进行配砖作业时,例如在取a品类的大板瓷砖,转移组件可以运动至放置a品类的配砖台,转移组件抓取a品类的瓷砖并放置在输送组件的输送端面上,输送组件便可进行输送,将该a品类的大板瓷砖输送至码垛工位,在上一a品类大板瓷砖输送过程中,转移组件可以持续吸取对应配砖台上的a品类瓷砖,根据系统抓取a品类大板瓷砖量后,在码垛组件处进行码垛,包装即可。
74.此后,再进行b品类的大板瓷砖的抓取,转移组件可以运动至放置b品类的配砖台,转移组件抓取b品类的瓷砖并放置在输送组件的输送端面上,输送组件便可进行输送,将该b品类的大板瓷砖输送至码垛工位,在上一b品类大板瓷砖输送过程中,转移组件可以持续吸取对应配砖台上的b品类瓷砖,根据系统抓取b品类大板瓷砖量后,在码垛组件处进行码垛,包装即可。
75.如此往复,直至各个品类的瓷砖均配砖完成即可。
76.行转移作业时,驱动机构可以先带动转移架沿输送方向运动,运动至对应配砖台运动,然后驱动机构再带动转移架运动至输送组件的侧部,以使转移架位于对应配砖台的侧部,此后,驱动机构带动转移架向下运动,转移架底端的吸盘组件可以向下吸取瓷砖,由于吸盘组件的位置在瓷砖的侧部,偏移瓷砖中间位置,导致吸盘组的吸附力将偏向大板瓷砖的一侧,取件瓷砖的一侧将先脱离下一工件并掀起,然后在缓慢抬升的过程中使空气进入两个工件之间以脱离真空状态,并进一步和下一工件分离。然后驱动机构再进入“快速移走送件”步骤进行快速提升后平移到上砖工位的输送带组上方,最后下降并放置在输送带组上,从而避免了传统机械手取砖过程中同时吸取相叠的两块瓷砖的问题。
77.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。