1.本发明涉及一种模型(former),特别是涉及一种具有提高导热率的节能模型。
背景技术:
2.陶瓷是一类无机和非金属固体,它们在制造和使用中受到高温。模型制造是陶瓷行业的一部分。在手套制造处理中,模型也称为手型或手模型。有很多类型的材料用于生产模型,例如铝或木材,而瓷器由于它的耐用性和成本效率而成为用于手套制造处理的主要类型的材料。
3.在手套制造处理中使用的模型通常涉及高温(在存在很多烤箱的情况下),特别是在干燥和固化过程中。使用更多烤箱以便保证均匀加热在模型上的乳胶薄膜以及生产更少缺陷的手套。不均匀地干燥或固化可能引起问题,例如在乳胶浸渍槽中的凝结剂脱水收缩,其中,由于在乳胶浸渍槽中和固化手套的下面存在团块,将最终导致有缺陷的手套。另一方面,使用更多烤箱导致气体和能量的高消耗。因此,由上述显然可知,手套制造行业正面临着一些需要克服的难题。
4.因此,可以开发一种方法,以便确定用于制造节能模型的、具有提高导热率的合适材料以及用于制造节能模型的合适方法,从而使它对于手套制造行业具有成本效益。
技术实现要素:
5.本发明涉及一种模型,该模型包括:
6.粘土,该粘土的用量范围为模型重量的37%至41%之间;
7.增塑剂,该增塑剂的用量范围为模型重量的15%至20%之间。
8.耐火剂,该耐火剂的用量范围为模型重量的16%至20%之间;
9.助熔剂,该助熔剂的用量范围为模型重量的20%至24%之间;以及
10.填料,该填料的用量范围为模型重量的2%至6%之间。
11.通过考虑下面对本发明优选实施例的详细说明,本领域技术人员将清楚本发明的其它方面、特征和优点。
具体实施方式
12.本文公开了本发明优选实施例的详细说明。不过,应当理解,实施例只是本发明的示例,它们可以以各种形式来实施。因此,本文公开的细节并不解释为限制,而只是作为权利要求的基础和用于教导本发明领域的技术人员。说明书中使用的数值数据或范围并不解释为限制。
13.在本文中,模型是指用于制造手套的手模型,该手套由天然、合成橡胶材料或它们的组合来制造。而且,应当理解,本文所述的实施例可以用于制备任何陶瓷物体,例如但不局限于砖、地板和屋顶瓦片、耐火材料、白色陶瓷、陶器和粗陶。模型表示为可以使用本文所述的方法来制备的物体的代表示例。
14.本发明涉及一种模型,特别是,该模型是节能模型,它的重量更轻,并有提高的导热率。模型具有低孔隙率,这样的证明可从示例部分中观察到。该模型也能够是(但不局限于)无纹理、有手指纹理和有手掌纹理的模型。
15.综上所述,本发明的第一实施例介绍了节能模型。该节能模型包括(i)粘土、(ii)增塑剂、(iii)耐火剂、(iv)助熔剂和(v)填料。
16.粘土是从包括高岭土、煅烧瓷土和它们的任意组合的组中选择的任何一种,优选是高岭土。粘土的用量范围为模型重量的37%至41%之间,优选是模型重量的38%至40%,更优选是模型重量的39%。
17.增塑剂是球形粘土。增塑剂的用量范围为模型重量的15%至20%之间,优选是模型重量的16%至18%,更优选是模型重量的17%。
18.耐火剂是从包括氧化铝和高岭土的组中选择的任何一种,优选是氧化铝。耐火剂的用量范围为模型重量的16%至20%,优选是模型重量的17%至19%,更优选是模型重量的18%。
19.助熔剂是从包括钾长石、霞石正长岩和它们的任意组合的组中选择的任何一种,优选是钾长石。助熔剂的用量范围为模型重量的20%至24%,优选是模型重量的21%至23%,更优选是模型重量的22%。
20.填料是从包括煅烧瓷土、莫来石和它们的任意组合的组中选择的任何一种,优选是煅烧瓷土。填料的用量范围为模型重量的2%至6%,优选是模型重量的3%至5%,更优选是模型重量的4%。
21.表1表示了用于制备本发明的节能模型的化学成分(如上所述)和它们的组成。
22.表1:用于制备本发明的节能模型的化学成分和它们的组成
23.化学品工作范围(%)优选范围(%)典型值(%)粘土37至4138至4039增塑剂15至2016至1817耐火剂16至2017至1918助熔剂20至2421至2322填料2至63至54
24.本发明的节能模型使用上述配方采用模型制造行业中通常已知的方法来制备,该方法包括以下步骤:
25.i.使得包含(i)粘土,(ii)增塑剂,(iii)耐火剂,(iv)助熔剂和(v)填料的组分进行复合(compounding),以便获得复合混合物;
26.ii.铸造由步骤(i)获得的复合混合物,以便获得铸造模型,其中,铸造的持续时间范围为20分钟至25分钟之间,优选是21分钟至24分钟之间;
27.iii.由步骤(ii)获得的铸造模型进行脱模,以便获得脱模模型,其中,脱模在回滑(return slip)倒出后的50分钟至60分钟(优选55分钟)持续时间之后进行;
28.iv.烤箱干燥由步骤(iii)获得的脱模模型,以便获得干燥的模型,其中,烤箱干燥在50℃至60℃之间的温度下进行50分钟至60分钟之间的持续时间,优选是在52分钟至58分钟之间;
29.v.修整由步骤(iv)获得的干燥模型,以便获得修整的模型,其中,修整是通过修整
在模型上可见的接缝区域来进行;
30.vi.海绵擦拭由步骤(v)获得的修整模型,以便形成海绵擦拭模型,其中,海绵擦拭通过任何常规的海绵擦拭方法来进行,例如但不局限于通过用湿海绵擦拭修整模型以使得整个表面光滑而手动进行;
31.vii.对由步骤(vi)获得的海绵擦拭模型进行喷砂,以便获得喷砂模型,其中,喷砂通过使用研磨材料的常规方法来进行,该研磨材料例如但不局限于玻璃珠或陶瓷珠,优选是陶瓷珠;
32.viii.使用质量控制步骤来检查由步骤(vii)获得的喷砂模型的质量,其中,质量控制步骤包括视觉检查、弯曲检查和重量检查;
33.ix.碱浸渍(base dipping)由步骤(viii)获得的模型,以便获得浸渍模型,其中,碱浸渍通过将模型从碱中浸渍在有色釉料中一定长度、以便根据它们的大小来标记模型来进行,其中,长度是(但不局限于)50cm;
34.x.烘烤由步骤(ix)获得的浸渍模型,以便获得本发明的节能模型,其中,烘烤使用(但不局限于)气窑在1250℃至1350℃之间(优选是1300℃)的烘烤温度下进行6小时至10小时的持续时间来进行。
35.构造以下示例,以便以非限制意义来示例说明本发明。
36.示例
37.节能模型
38.节能模型包括粘土、增塑剂、耐火剂、助熔剂和填料。
39.粘土是从包括高岭土、煅烧瓷土和它们的任意组合的组中选择的任何一种,优选是高岭土。粘土的用量范围为模型重量的37%至41%之间,优选是模型重量的38%至40%,更优选是模型重量的39%。
40.增塑剂是球形粘土。增塑剂的用量范围为模型重量的15%至20%之间,优选是模型重量的16%至18%,更优选是模型重量的17%。
41.耐火剂是从包括氧化铝和高岭土的组中选择的任何一种,优选是氧化铝。耐火剂的用量范围为模型重量的16%至20%,优选是模型重量的17%至19%,更优选是模型重量的18%。
42.助熔剂是从包括钾长石、霞石正长岩和它们的任意组合的组中选择的任何一种,优选是钾长石。助熔剂的用量范围为模型重量的20%至24%,优选是模型重量的21%至23%,更优选是模型重量的22%。
43.填料是从包括煅烧瓷土、莫来石和它们的任意组合的组中选择的任何一种,优选是煅烧瓷土。填料的用量范围为模型重量的2%至6%,优选是模型重量的3%至5%,更优选是模型重量的4%。
44.本发明的节能模型使用上述配方采用在模型制造行业中通常已知的方法来制备,该方法的细节如上所述。
45.对本发明的节能模型进行物理性质分析。根据在常规模型和本发明的节能模型之间的比较来评估该节能模型。结果总结在下面的表2至表6中:
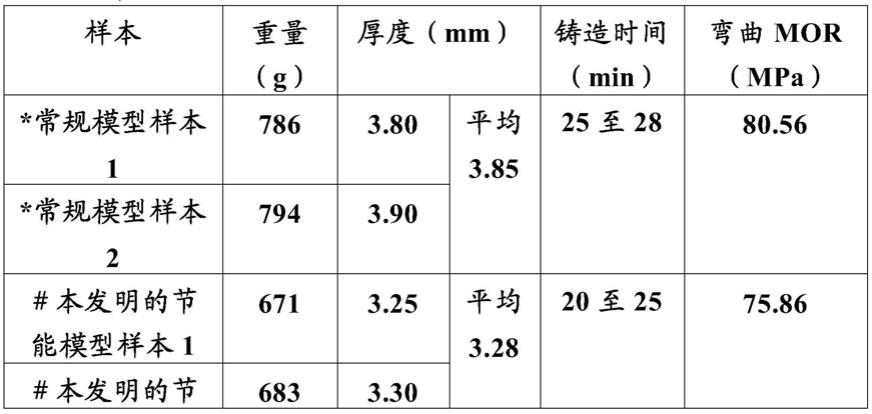
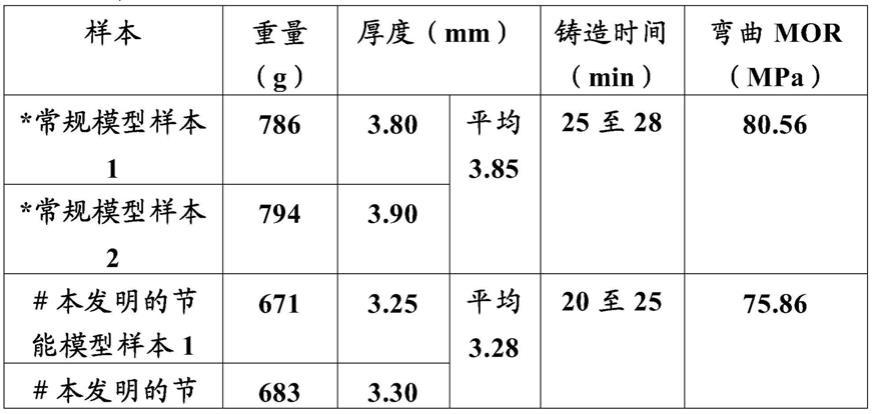
46.表2表示了具有不同铸造时间的常规模型和本发明的节能模型的物理性能,例如模型重量、厚度和断裂弯曲模量(mor)。
47.表2:具有不同铸造时间的常规模型和本发明的节能模型的模型重量、厚度和弯曲mor
[0048][0049][0050]
*常规模型样本1和2是具有相同成分和特性的两组模型,用于获得平均结果。
[0051]
#本发明的节能模型样本1和2是具有相同成分和特性的两组模型,用于获得平均结果。
[0052]
根据表2,显然,更低的铸造时间使本发明的模型具有更低厚度,这直接使模型的重量也更轻。综上所述,更低厚度将特别减小在模型的内侧和外侧之间的热变化,从而导致导热率增加。
[0053]
另外显然,更低厚度将提供更低的mor。尽管本发明的节能模型的厚度比常规模型的厚度薄14.8%,平均3.28mm,但是与平均厚度3.85mm的类似常规模型相比,本发明的节能模型的强度高了9.5%。
[0054]
表3表示了在常规模型和本发明的节能模型之间的物理性质的差异,例如吸水率、耐化学性、煅烧密度和抗热震性。
[0055]
表3:在常规模型和本发明的节能模型之间的物理性质差异
[0056][0057][0058]
*常规模型样本1和2是在没有煅烧瓷土和不减少铸造时间的情况下的控制组模型。常规模型1和2是具有相同成分和特性的两组模型,用于获得平均结果。
[0059]
**常规模型样本3和4是在没有煅烧瓷土和减少铸造时间的情况下的常规模型。常规的模型3和4是具有相同成分和特性的两组模型,用于获得平均结果。
[0060]
#本发明的节能模型样本1和模型样本2是两组具有相同成分和性质的模型,用于获得平均结果。
[0061]
根据表3,铸造时间减少的常规模型样本3和4不能满足用于煅烧密度、吸水率测试、耐化学性测试和180℃下抗热震性的最低要求值。这是因为当铸造时间缩短时,由于缺乏滑移颗粒致密化,使得滑移渗透到石膏模型的表面中。
[0062]
同时,本发明的节能模型样本1和2的吸水率测试、耐化学性测试、煅烧密度测试和抗热震性测试的结果表示了与常规模型样本1和2相比的比较结果。这些测试根据设置成用
于模型的内部参数、以便保证模型的最佳保存寿命而进行。因此,这表明本发明的节能模型能够满足为模型设置的内部物理性能,并适合用作手套制造处理中的模型。
[0063]
表4表示了常规模型和本发明的节能模型在手套制造处理过程中在线记录的模型温度。
[0064]
表4:常规模型和本发明的节能模型的在线模型温度
[0065][0066]
表4中的数据在实际手套制造条件下收集。称为数据记录器的装置插入模型中,以便在控制制造参数时记录模型实际施加温度。表4中的结果在烤箱温度设置为150℃时获得。
[0067]
根据获得的结果,在相同的加热温度和持续时间下,本发明的节能模型能够加热直至比常规模型大约高14℃的温度。这清楚地表示了本发明的节能模型与常规的模型相比具有更好的导热率。因此,它将能够改变手套的制造参数,从而精确降低在线烤箱温度。
[0068]
表5表示了在由上述常规模型和本发明节能模型所使用的全部原材料之间的元素比较。
[0069]
表5:常规模型和本发明的节能模型的元素比较
[0070][0071][0072]
根据表5,显然,与常规模型相比,在本发明的节能模型中氧化铝含量更高。除了重
量更轻之外,这还有助于提高本发明的节能模型的导热率。
[0073]
表6示出了本发明的节能模型中存在的化学成分的导热率和硬度值。
[0074]
表6:化学成分的导热率和硬度值
[0075][0076]
根据表6,煅烧瓷土具有仅次于氧化铝的第二高的导热率和硬度。这表明使用煅烧瓷土能够提高本发明的节能模型的mor和导热率,该节能模型更薄和重量更轻。这是由于煅烧瓷土包括较高的氧化铝含量,这有助于增强本发明的节能模型的导热率。
[0077]
总的来说,本发明的节能模型能够克服常规的缺点,因为本发明的模型能够通过使用合适的材料(例如但不局限于煅烧瓷土)作为提高本发明模型的导热率的化学成分而减少气体和能量消耗,这直接只需要最小的能量消耗来将模型的温度提高至操作的最佳值。
[0078]
本文使用的术语只是为了说明特殊示例实施例的目的,而并不用于限制。本文中使用的单数形式的“一”、“一个”和“该”也可以包括复数形式,除非上下文另外明确指出。术语“包括”、“包含”和“有”是包含性,因此指定存在所述特征、整数、步骤、操作、元件和/或组件,但并不排除存在或添加一个或多个其它特征、整数、步骤、操作、元件、组件和/或它们的组。
[0079]
本文所述的方法步骤、处理和操作并不解释为必须以所述或所示的特殊顺序来执行它们,除非明确指明为执行顺序。还应当理解,可以使用附加或替代步骤。使用表述“至少”或“至少一个”是建议使用一个或多个元件,因为在一个实施例中的使用可以用于实现一个或多个所希望的目的或结果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。