1.本发明涉及汽车零部件加工技术领域,具体为一种汽车板料冲压卸料及其落料防护机械组件。
背景技术:
2.汽车板料的冲压定型,是汽车零部件加工中重要组成部分,利用冲压模具及机床的共同组合,对板料进行冲压形变加持,使得板料改变原有的形态,能够良好的应用于后续的汽车零部件加工操作。
3.然而现有的汽车板料冲压机械组件在使用时存在以下问题:1、在板料冲压定型后,需要人为或利用机械爪臂完成板料的推动及卸料操作,其操作耗时长,并且容易因计算机程序的编程导致板料出现卸料时的安全隐患,导致冲压机械组件损耗率高,缺陷大。
4.2、在进行板料的冲压卸料时,容易出现卸料过程中的板料移动碰撞,造成板料本身及冲压机械的撞击碰撞受损和形变,出现本体的损坏,影响板料后续的常规化正常加工应用。
5.针对上述问题,急需在原有汽车板料冲压机械组件的基础上进行创新设计。
技术实现要素:
6.本发明的目的在于提供一种汽车板料冲压卸料及其落料防护机械组件,以解决上述背景技术提出汽车板料冲压机械组件在板料冲压定型后,需要人为或利用机械爪臂完成板料的推动及卸料操作,其操作耗时长,并且容易因计算机程序的编程导致板料出现卸料时的安全隐患,导致冲压机械组件损耗率高,缺陷大,冲压卸料时,容易出现卸料过程中的板料移动碰撞,造成板料本身及冲压机械的撞击碰撞受损和形变,出现本体的损坏,影响板料后续常规化正常加工应用的问题。
7.为实现上述目的,本发明提供如下技术方案:一种汽车板料冲压卸料及其落料防护机械组件,包括:下模组,设置于机床上,且下模组的左侧活动安装有冲压模组,并且下模组的顶部与冲压模组的底部边缘处之前固定连接有第一伸缩杆;第一上模组,位于所述冲压模组的正上方,且第一上模组的右侧活动连接有第二上模组,并且第一上模组和第二上模组的底部外壁上固定安装有冲压加强头;液压缸,其输出轴下端固定连接于所述第一上模组的顶部,且第一上模组和第二上模组两者之间为滑动连接,并且第二上模组的顶部与竖杆的下端固定连接,而且液压缸的本体固定于机床上;内空管,固定安装于所述下模组的右侧外壁上,且内空管的顶部与下模组之间安装有导气管,并且导气管的中部固定有三通阀,而且内空管的内部活动连接有支撑杆的下端;
第二伸缩杆,其固定于所述下模组的左侧外壁上,且第二伸缩杆的输出轴端之间固定有安装架,并且安装架之间安装有进行板料落料的输送带组件。
8.采用上述技术方案,完成汽车板料的冲压稳固定位,防止板料出现冲压松动,而且能够完成板料冲压后的卸料及后续的落料防护保护措施。
9.优选的,所述冲压模组的侧截面设置为“t”字型结构,且冲压模组和下模组之间的第一伸缩杆对称分布,并且冲压模组的外侧壁与下模组的外侧壁之间相互贴合。
10.采用上述技术方案,使得冲压模组能够进行板料放置的稳定承接,而且能够利用冲压模组的位置移动改变,完成后续的板料良好冲压定型。
11.优选的,所述第一上模组和第二上模组的外侧壁相互贴合,且第一上模组和第二上模组的外侧壁贴合处轴线与下模组和冲压模组的外侧壁贴合处轴线在竖直方向上错位分布。
12.采用上述技术方案,利用冲压模组和第一上模组及第二上模组多者的错位分布设计,使得板料在冲压定型更加稳定,不会在冲压时出现板料的异样形变损坏。
13.优选的,所述液压缸和竖杆之间还设置有连接件;连接件,其一端直接固定连接于液压缸的输出轴外壁上,且所述连接件的另一端设置为环形结构,并且连接件的环形端内壁在竖杆的外壁上为贴合的滑动连接。
14.采用上述技术方案,使得液压缸在带动第一上模组进行位置移动改变时,能够使竖杆及其内部结构带动第二上模组进行反作用力运动,使其对板料的末端进行稳固的夹持,防止板料出现冲压的翘边问题。
15.优选的,所述竖杆的整体设置为外壁条形镂空及中部内空状结构设计,且竖杆的内部活动安装有滑块,并且滑块的外壁贯穿竖杆外壁上的条形镂空孔与连接件的环形端内壁固定连接,并且滑块的顶部及竖杆的中空内壁顶部分别设置有永磁体和电磁铁。
16.采用上述技术方案,利用永磁体和电磁铁之间的磁性同极相斥作用力,使得第二上模组的反作用推动外力更加牢固。
17.优选的,所述内空管的顶部内壁固定有密封伸缩组件,且密封伸缩组件与导气管的内部贯通连接设置,并且导气管设置为横置的“t”字型结构,而且导气管的另一端贯穿连接于下模组的内部,同时下模组和导气管的贯通连接处设置有气腔,气腔朝向下模组的一侧嵌入式固定有吸附胶盘;所述密封伸缩组件的下端与支撑杆的下端之间固定连接设置,且支撑杆的下端与内空管的外侧壁为贯穿的卡合式滑动连接。
18.采用上述技术方案,改变密封伸缩组件的内部的气压压强强度,使得密封伸缩组件在伸缩运动出现内部负压和释压时,能够对板料进行吸附牢固定位及后续的板料推动,便于板料后续的卸料和落料。
19.优选的,所述第二伸缩杆的底部与第一伸缩杆的底部之间设置有双段油腔;双段油腔,其固定于下模组的内部,且双段油腔的右侧内部与第一伸缩杆的内部贯通设置,并且双段油腔的内部活动安装有油封件,而且第一伸缩杆及第二伸缩杆的内部设置有油液,同时油封件的右端与双段油腔的内部之间固定连接有弹性件。
20.采用上述技术方案,能够利用第一伸缩杆的伸缩运动,使得第一伸缩杆内部的油液导入双段油腔中,从而调整油封件的定位位置。
21.优选的,所述油封件设置为“工”字型结构,且油封件的两端外壁与双段油腔的内侧壁之间为密封式的贴合滑动连接,并且油封件的中部外壁与双段油腔的中部为贯穿的密封滑动连接。
22.采用上述技术方案,使得油封件在进行位置移动改变时,能够控制双段油腔与第二伸缩杆及第一伸缩杆内部的油液导流,达到调整第一伸缩杆和第二伸缩杆的伸缩运动调整的目的。
23.优选的,所述安装架的中部还设置有传动组件;传动组件位于输送带组件的内侧,且传动组件的边侧与输送带组件两侧转辊中部相互连接,并且传动组件上的履带内侧壁固定有磁铁软条。
24.采用上述技术方案,使得输送带组件在因传动组件的启动传动而进行工作时,与磁铁软条同步作用,带动板料进行输送和落料,提高板料输送机落料的稳定性,避免板料出现落料撞击损坏。
25.与现有技术相比,本发明的有益效果是:该汽车板料冲压卸料及其落料防护机械组件,实现板料冲压操作的稳定放料和定型处理,并且能够对冲压后的成型板料进行推动式的卸料和落料输送,有效避免落料时的工件损坏;1、只需要通过移动式安装的冲压模组和下模组组合作用,在进行物料的盛放时,提高放料的稳定性,并且错位设置第一上模组和第二上模组组合设置,在进行位置移动改变时,利用连接件及其内部的结构,能够在第一上模组实现工件板料的冲压定型时,第二上模组因其使用的作用力与反作用力,对板料实现良好而稳固的夹持定位效果,防止板料出现定型时的偏位移动问题,而且内空管及其内部的密封伸缩组件组合安装设置,能够对冲压过程中的板料进行负压吸附式的定位,在卸料时,更是利用增压作用,提高板料与模组的脱离效率,方便后续的卸料操作;2、在第一伸缩杆与第二伸缩杆及其双段油腔内部结构的组合作用下,使第一伸缩杆得伸缩运动,能够对其内部的油液进行导向流通,改变双段油腔内部的油液蓄留量和压强,理由能够油液压强对油封件施加外力,实现第二伸缩杆与第一伸缩杆同步伸缩目的,使得安装架及其上的输送带组件能够随着冲压模组同步升降,并且在双段油腔内部的弹性件自身弹力作用下,使得第一伸缩杆和第二伸缩杆在复位伸缩时,安装架及其上的输送带组件会高于冲压模组顶部所在水平面,便于完成板料的落料输送,同时在输送带组件及其内部的结构作用下,实现板料的稳定落料输送,有效防止板料在落料输送的过程中出现碰撞导致的形变损坏。
附图说明
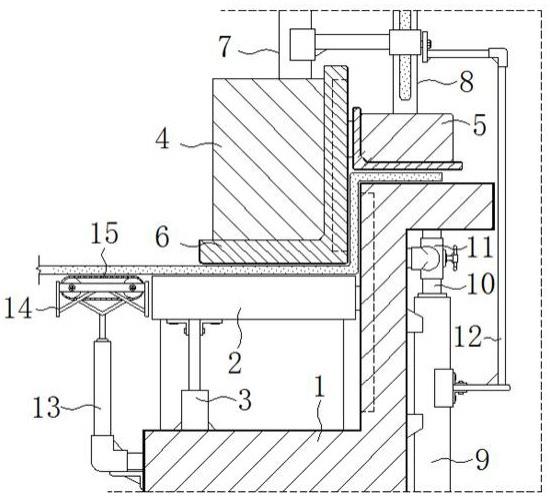
26.图1为本发明正面结构示意图;图2为本发明冲压模组冲压后结构示意图;图3为本发明冲压模组冲压中结构示意图;图4为本发明冲压模组安装侧面结构示意图;图5为本发明连接件安装结构示意图;图6为本发明密封伸缩组件安装结构示意图;图7为本发明输送带组件安装侧面结构示意图;
图8为本发明输送带组件安装正面结构示意图。
27.图中:1、下模组;2、冲压模组;3、第一伸缩杆;4、第一上模组;5、第二上模组;6、冲压加强头;7、液压缸;701、连接件;702、滑块;703、电磁铁;8、竖杆;9、内空管;901、密封伸缩组件;902、气腔;903、吸附胶盘;10、导气管;11、三通阀;12、支撑杆;13、第二伸缩杆;1301、双段油腔;1302、油封件;1303、油液;1304、弹性件;14、安装架;15、输送带组件;1501、传动组件;1502、磁铁软条。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.请参阅图1
‑
8,本发明提供一种技术方案:一种汽车板料冲压卸料及其落料防护机械组件,包括:下模组1,设置于机床上,且下模组1的左侧活动安装有冲压模组2,并且下模组1的顶部与冲压模组2的底部边缘处之前固定连接有第一伸缩杆3,进行板料的承接盛放及后续的冲压定位,冲压模组2的侧截面设置为“t”字型结构,且冲压模组2和下模组1之间的第一伸缩杆3对称分布,并且冲压模组2的外侧壁与下模组1的外侧壁之间相互贴合,利用第一伸缩杆3进行冲压模组2在下模组1上方的初步定位,有效避免冲压模组2定位的落差出现板料放置定位后的松动及掉落;根据图1
‑
3所示的该技术方案,第一上模组4,位于冲压模组2的正上方,且第一上模组4的右侧活动连接有第二上模组5,并且第一上模组4和第二上模组5的底部外壁上固定安装有冲压加强头6,冲压述第一上模组4和第二上模组5组合对板料的冲压定型稳定性和强度,第一上模组4和第二上模组5的外侧壁相互贴合,且第一上模组4和第二上模组5的外侧壁贴合处轴线与下模组1和冲压模组2的外侧壁贴合处轴线在竖直方向上错位分布,使得第一上模组4和第二上模组5在冲压时,第一上模组4进行板料的冲压形变改变,而第二上模组5对板料进行定位加固,防止板料出现冲压的松动导致其出现异样形变损坏,同时提高板料的冲压形变稳定效果;根据图1和图5
‑
6所示的该技术方案,液压缸7,其输出轴下端固定连接于第一上模组4的顶部,且第一上模组4和第二上模组5两者之间为滑动连接,并且第二上模组5的顶部与竖杆8的下端固定连接,而且液压缸7的本体固定于机床上,利用液压缸7调整改变第一上模组4的移动位置,提高板料的冲压定型效果;液压缸7和竖杆8之间还设置有连接件701;连接件701,其一端直接固定连接于液压缸7的输出轴外壁上,且连接件701的另一端设置为环形结构,并且连接件701的环形端内壁在竖杆8的外壁上为贴合的滑动连接,利用连接件701的连接,使得液压缸7的启动还能够带动竖杆8及其底部的第二上模组5进行定位高度的调整改变,提高第二上模组5对板料末端的夹持定位稳定效果,而竖杆8的整体设置为外壁条形镂空及中部内空状结构设计,且竖杆8的内部活动安装有滑块702,并且滑块702的外壁贯穿竖杆8外壁上的条形镂空孔与连接件701的环形端内壁固定连接,并且滑块
702的顶部及竖杆8的中空内壁顶部分别设置有永磁体和电磁铁703,直接通过永磁体和电磁铁703之间的磁性同极排斥作用力,使得第二上模组5在对板料的末端进行挤压夹持定位时更加稳定,随着液压缸7带动第一上模组4下移进行板料的冲压,板料的末端不会出现夹持松动;根据图1和图6所示的该技术方案,内空管9,固定安装于下模组1的右侧外壁上,且内空管9的顶部与下模组1之间安装有导气管10,并且导气管10的中部固定有三通阀11,而且内空管9的内部活动连接有支撑杆12的下端,利用内空管9及其附属结构提高板料的二次冲压夹持稳定效果,内空管9的顶部内壁固定有密封伸缩组件901,且密封伸缩组件901与导气管10的内部贯通连接设置,并且导气管10设置为横置的“t”字型结构,而且导气管10的另一端贯穿连接于下模组1的内部,同时下模组1和导气管10的贯通连接处设置有气腔902,气腔902朝向下模组1的一侧嵌入式固定有吸附胶盘903;密封伸缩组件901的下端与支撑杆12的下端之间固定连接设置,且支撑杆12的下端与内空管9的外侧壁为贯穿的卡合式滑动连接,利用连接件701的位置与下移,由于连接件701与支撑杆12的上端固定连接,使得支撑杆12推动密封伸缩组件901进行伸缩运动,造成密封伸缩组件901伸缩而出现其及气腔902内部的负压,利用负压作用对板料的末端及中段进行吸附的二次定位,并在后续的密封伸缩组件901的伸缩回复时,其内部的气体反能够推动板料远离下模组1,朝向输送带组件15所在位置,使得板料在卸料时更加快速,其具有良好的落料效果;第二伸缩杆13,其固定于下模组1的左侧外壁上,且第二伸缩杆13的输出轴端之间固定有安装架14,并且安装架14之间安装有进行板料落料的输送带组件15,第二伸缩杆13的底部与第一伸缩杆3的底部之间设置有双段油腔1301;根据图1
‑
3所示的该技术方案,双段油腔1301,其固定于下模组1的内部,且双段油腔1301的右侧内部与第一伸缩杆3的内部贯通设置,并且双段油腔1301的内部活动安装有油封件1302,而且第一伸缩杆3及第二伸缩杆13的内部设置有油液1303,同时油封件1302的右端与双段油腔1301的内部之间固定连接有弹性件1304,能够利用双段油腔1301的联动,进行第二伸缩杆13和第一伸缩杆3的联动,使得两者在进行伸缩时可以同步进行,油封件1302设置为“工”字型结构,且油封件1302的两端外壁与双段油腔1301的内侧壁之间为密封式的贴合滑动连接,并且油封件1302的中部外壁与双段油腔1301的中部为贯穿的密封滑动连接,油封件1302的作用,能够使得第一伸缩杆3的伸缩时,第二伸缩杆13也可以进行同步的伸缩,使两者不会对板料的冲压,板料直接放置于冲压模组2和输送带组件15的顶部后,由于板料的自身重量及第一上模组4的下压推动,使得输送带组件15下方的第二伸缩杆13出现伸缩下移,输送带组件15与冲压模组2的顶部会处于同一水平面内,避免板料出现放置和后续冲压出现的松动掉落,随着冲压模组2下移,第一伸缩杆3缩短且其内部的油液导入双段油腔1301中并使油封件1302发生位置移动改变,导致第二伸缩杆13同步伸缩,有利于板料的冲压形变,并且后续第一伸缩杆3及第二伸缩杆13两者在同步外伸时,可以利用弹性件1304的弹性作用,使两者在外伸时会出现高度差,将板料从冲压模组2上推下,便于其卸料及后续的落料;根据图1和图7
‑
8所示的该技术方案,在上述的输送带组件15的顶部与冲压模组2的顶部出现高度差后,安装架14的中部还设置有传动组件1501;
传动组件1501位于输送带组件15的内侧,且传动组件1501的边侧与输送带组件15两侧转辊中部相互连接,并且传动组件1501上的履带内侧壁固定有磁铁软条1502,传动组件1501的启动带动输送带组件15进行运输启动,使得输送带组件15和磁铁软条1502组合作用,进行板料的吸附式定位推动,使得板料的落料更加稳定,不会出现板料在卸料后出现掉落的碰撞损坏。
30.工作原理:在使用该汽车板料冲压卸料及其落料防护机械组件时,首先在板料放置于输送带组件15的顶部与冲压模组2的顶部后,因板料的重量和液压缸7的启动使得板料下移导致输送带组件15的顶部与冲压模组2的顶部处于同一水平面上,提高板料在放置时的稳定性,而且随着液压缸7带动第一上模组4下移,竖杆8及连接件701的组合结构,使第一上模组4下移对板料进行冲压时,第二上模组5对板料的末端进行夹持加固定位,而液压缸7启动还能够通过连接件701与支撑杆12改变密封伸缩组件901内部的压强,达到板料的吸附定位及后续的气流式推动卸料,提高卸料便利性,而冲压模组2与第一上模组4同步下移,完成板料的冲压,而且第一伸缩杆3及第二伸缩杆13和双段油腔1301内部结构的组合,便于后续的板料推动卸料和稳定有效的卸料落料,避免板料出现落料时的松动掉落和撞击损坏。
31.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。