一种自动组装上料设备
【技术领域】
1.本实用新型涉及注射器装配技术领域,特别涉及一种自动组装上料设备。
背景技术:
2.现有的注射器多使用人工组装,针套插入外壳,弹簧插入针套,激发环套在弹簧上,工序繁多。人工组装效率低,原材料损失多。同时需人工进行包装,最终产品好坏需由人工检验判断,失误率高。依靠员工工作,不但强度大易疲劳,每袋产品不可追溯,也影响后期工艺流程的矫正优化。
3.一些注射器的上料设备,虽然降低了人工需求,但是仍然做不到完全的自动化、智能化,效率低下,影响注射器整体生产力。
技术实现要素:
4.本实用新型的目的在于提供一种自动化程度高,效果高的自动组装上料设备。
5.本实用新型的目的是通过以下技术方案实现:
6.一种自动组装上料设备,包括控制器、工作台以及设于所述工作台上的电动滚筒、顶升气缸、皮带机和若干光电传感器,所述控制器与所述电动滚筒、顶升气缸、皮带机和若干光电传感器信号连接,所述电动滚筒输入载有待组装原料的若干托盘,所述光电传感器检测所述托盘位置,所述顶升气缸根据所述光电传感器反馈的所述托盘到位信号,顶起单个所述托盘至所述皮带机,由所述皮带机输送所述托盘至组装工位。
7.在其中一个实施例中,所述光电传感器分别一一设置在所述电动滚筒、顶升气缸和皮带机位置,分别检测所述托盘在所述电动滚筒上位置、是否抵达顶升气缸位置和是否抵达所述组装工位。
8.在其中一个实施例中,还包括位于所述电动滚筒末端并向上伸出的第一阻挡气缸,所述第一阻挡气缸连接所述控制器,所述光电传感器检测到所述托盘运动至所述电动滚筒末端时,所述控制器根据所述光电传感器反馈信号控制所述第一阻挡气缸由拉伸状态变为缩回状态。
9.在其中一个实施例中,还包括位于所述皮带机并向上伸出的第二阻挡气缸,所述第二阻挡气缸连接所述控制器,所述光电传感器检测到所述托盘运动至所述顶升气缸位置时,所述控制器根据所述光电传感器反馈信号控制所述第二阻挡气缸由拉伸状态变为缩回状态。
10.在其中一个实施例中,所述光电传感器检测到所述托盘抵达所述组装工位时,所述控制器根据所述光电传感器反馈信号控制所述皮带机停止。
11.与现有技术相比,本实用新型具有如下有益效果:本实用新型自动组装上料设备,利用传感器和控制器,自动传送载有原料的托盘至组装工位,设计合理巧妙,动作有条不紊,自动化程度高,解决了人工上料的种种不便。
【附图说明】
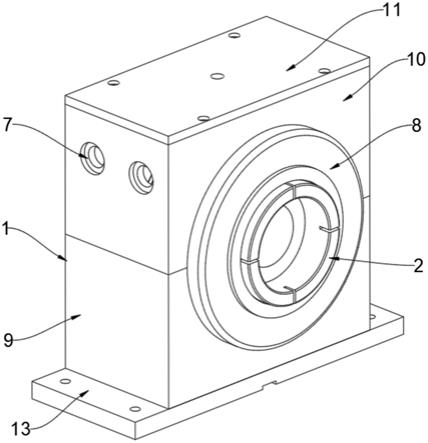
12.图1是本实用新型自动组装上料设备示意图;
13.图2是本实用新型注射器自动组装系统示意图。
【具体实施方式】
14.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
15.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
16.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本技术中的具体含义。
17.图1是本实用新型自动组装上料设备示意图;图2是本实用新型注射器自动组装系统示意图。
18.请参考图1,一种自动组装上料设备100,包括控制器、工作台110以及设于工作台110上的电动滚筒120、顶升气缸(位于皮带机130前端下方)、皮带机130和若干光电传感器。工作台110为一独立空间,以便于与产线其他设备模块化组合。实施例中工作台呈箱体状,一侧有可开合的门用于送入物料。agv(automated guided vehicle)小车,即装备有电磁或光学等自动导航装置,能够沿规定的导航路径行驶,具有安全保护以及各种移载功能的运输车,将载有待组装原料的若干托盘运送至工作台110。通过光通信识别到agv小车到位后,开门气缸开门,agv小车提升到与电动滚筒120线平齐,电动滚筒120与agv小车接驳输送。控制器与电动滚筒120、顶升气缸、皮带机130和若干光电传感器信号连接,电动滚筒120由agv小车输入载有待组装原料的若干托盘,向工作110深处运送,光电传感器检测托盘位置,顶升气缸根据光电传感器反馈的托盘到位信号,顶起单个托盘至皮带机130,由皮带机130输送托盘至组装工位。其中,上述到位位置位于电动滚筒120和皮带机130之间,即电动滚筒120的运送末端和皮带机130的启运前端。本实施例中,皮带机130由滚筒驱动两条平行的皮带组成。
19.在其中一个实施例中,光电传感器分别一一设置在电动滚筒120、顶升气缸和皮带机130位置,分别检测托盘在电动滚筒120上位置、是否抵达顶升气缸位置和是否抵达组装工位。上述组装工位位于皮带机130末端。
20.在其中一个实施例中,还包括位于电动滚筒末端并向上伸出的第一阻挡气缸140,
第一阻挡气缸140原位为伸出状态。第一阻挡气缸140连接控制器,光电传感器检测到托盘运动至电动滚筒120末端时,控制器根据光电传感器反馈信号控制第一阻挡气缸140由拉伸状态变为缩回状态,从而便于托盘继续运动。
21.在其中一个实施例中,还包括位于皮带机130并向上伸出的第二阻挡气缸150,第二阻挡气缸140原位为伸出状态。第二阻挡气缸150连接控制器,光电传感器检测到托盘运动至顶升气缸位置时,控制器根据光电传感器反馈信号控制第二阻挡气缸150由拉伸状态变为缩回状态,从而便于由顶升气缸运托盘至皮带机130。为了便于移动托盘至皮带机130,工作台110上还设有侧向输出的分盘气缸,从而在水平方向调整托盘至准确位置。
22.在其中一个实施例中,光电传感器检测到托盘抵达组装工位时,控制器根据光电传感器反馈信号控制皮带机130停止。
23.请进一步参考图2,实施例还公开了一种注射器自动组装系统,用于组装注射器,包括依次设置的自动组装上料设备100、组装设备200、下料设备300和包装机400。优选的,上述自动组装上料设备100、组装设备200、下料设备300和包装机400可集成多组位于同一车间。待组装原料依次经过自动组装上料设备100上料,进入组装设备200组装,组装完毕后由下料设备300运出组装设备200,并由包装机400包装产品。其中,自动组装上料设备包括控制器、工作台110以及设于工作台110上的电动滚筒120、顶升气缸、皮带机130和若干光电传感器。控制器与电动滚筒120、顶升气缸、皮带机130和若干光电传感器信号连接,电动滚筒120输入载有待组装原料的若干托盘,光电传感器检测托盘位置,顶升气缸根据光电传感器反馈的托盘到位信号,顶起单个托盘至皮带机130,由皮带机130输送托盘至组装工位。
24.本实施例中,自动组装上料设备和组装设备之间、组装设备和下料设备之间皆设有机械手,待组装原料依次经过自动组装上料设备上料,机械手转运入组装设备组装,组装完毕后的产品由下料设备运出组装设备,并由包装机包装。
25.在其中一个实施例中,组装设备200具有至少4个工位,便于提高生产效率。优选的,组装设备200包括凸轮分割器210,凸轮分割器210位于组装设备中央并转动调整待组装原料所处工位。
26.为了替代人工检测,在其中一个实施例中,组装设备200中设有拍摄组装后产品的相机,相机连接控制器,控制器根据相机拍摄的照片判断产品是否为不良品。
27.为了提高自动化程度,在其中一个实施例中,控制器与机械手信号连接,机械手根据控制器反馈的良品信号,将相应的产品移入下料设备。
28.为了提高自动化程度,回收材料,在其中一个实施例中,还包括回收箱,回收箱与组装设备连接,控制器与机械手信号连接,机械手根据控制器反馈的不良品信号,将相应的产品移入回收箱。
29.在其中一个实施例中,包装机400集成有喷码器,喷码器在包装后产品上喷涂编码,包装机集成喷码器管控每袋产品可追溯,从而便于提升产品质量,优化工艺流程。
30.与现有技术相比,本实用新型具有如下有益效果:本实用新型自动组装上料设备及注射器自动组装系统,自动组装上料设备利用传感器和控制器,自动传送载有原料的托盘至组装工位,设计合理巧妙,动作有条不紊,自动化程度高,解决了人工上料的种种不便;相应的注射器自动组装系统,全自动生产,产量可达3600个/小时,相机检测可分辨细节瑕疵,降低员工工作强度、稳定性高,包装机集成喷码器管控每袋产品可追溯,提升产品质量。
31.以上述依据本技术的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项申请技术思想的范围内,进行多样的变更以及修改。本项申请的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。