一种用于普通铣床的u型坡口加工刀具
技术领域
1.本实用新型属于坡口加工技术领域,具体涉及一种用于普通铣床的u型坡口加工刀具。
背景技术:
2.坡口是主要为了焊接工件,保证焊接度,普通情况下用机加工方法加工出的型面,要求不高时也可以气割(如果是一类焊缝,需超声波探伤的,则只能用机加工方法),但需清除氧化渣,根据需要,有x型坡口,v型坡口,u型坡口(如图1所示)等,但大多要求保留一定的钝边。u形坡口是指有u形坡口、单边u形坡口、双面u形坡口三种, u形坡口的特点是焊缝金属量最少,焊件产生的变形小,焊缝金属中母材金属所占比例也小;但这种坡口加工较困难,一般应用于较重要的焊接结构。
3.采煤机主机架、电控箱都为焊接件,焊缝采用u型坡口,u型坡口焊的金属面少,焊接产生的变形相对其它焊缝焊接要较小,但这种坡口加工起来比较复杂。传统u型坡口加工,铣床摇转铣头角度,只形成斜面,底部r不加工,改变了设计要求,给产品带来安全隐患。近几年为了保证质量消除隐患,u型坡口都安排在数控龙铣加工,采用宏程序加工,时间比龙铣加工多出一倍,效率低下,加大了成本,同时使数控龙铣严重超负荷。
技术实现要素:
4.本实用新型要解决采用数控龙铣加工u型坡口效率低下,成本高,数控龙铣严重超负荷的问题,提供了一种用于普通铣床的u型坡口加工刀具。
5.本实用新型采用如下的技术方案实现:一种用于普通铣床的u型坡口加工刀具,包括刀头本体和刀柄;
6.所述刀头本体呈圆椎体,圆锥角与待加工u型坡口的侧面与底面的夹角α一致,刀头本体沿其周向均布有若干排凹槽,每排凹槽上沿刀头本体的轴向固定有刀片,刀片包括一个带有圆角的第一刀片和若干第二刀片,第一刀片位于刀头本体的前端,第一刀片的圆角与待加工u型坡口的圆角r一致,若干第二刀片依次位于刀头本体的中后端;奇数排凹槽的第二刀片与偶数排凹槽的第二刀片前后错位设置,并且奇数排凹槽的刀片覆盖偶数排凹槽的相邻两刀片之间的间隙,同样的偶数排凹槽的刀片覆盖奇数排凹槽的相邻两刀片之间的间隙;
7.所述刀柄为圆柱状结构;
8.所述刀头本体和刀柄为一体结构,刀头本体与刀柄同轴设置,刀头本体位于刀柄的前端。
9.进一步的,所述凹槽为四排。
10.进一步的,所述若干第二刀片等间距设置。
11.进一步的,所述相邻两第二刀片的间距为3mm。
12.进一步的,所述刀片通过螺钉固定在凹槽内。
13.进一步的,所述刀头本体和刀柄均采用40crmo材料制成。
14.进一步的,所述刀柄的后端车有两个便于安装的安装面。
15.本实用新型相比现有技术的有益效果:
16.1.本申请刀头本体的圆锥角与待加工u型坡口的α一致,并且刀头本体的前端设有的第一刀片为的圆角与待加工u型坡口的圆角r一致,从而可以在普通龙铣上一次加工成型,提高了生产效率,降低加工成本,减轻数控龙铣的负荷;
17.2.本申请有四排凹槽,转速可达到600r/min,进给达到200mm/min,比以前龙铣铣削加工提高了50%,比数控龙铣加工提高了300%。
附图说明
18.图1为u型坡口的结构示意图;
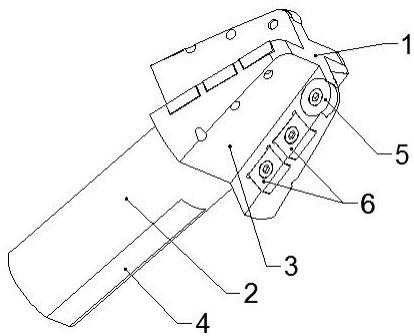
19.图2为本实用新型的结构示意图;
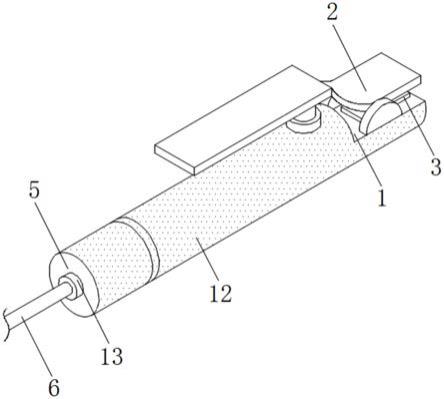
20.图3为奇数排凹槽与偶数排凹槽的第二刀片错位排布的示意图;
21.图中:1
‑
刀头本体,2
‑
刀柄,3
‑
凹槽,4
‑
安装面,5
‑
第一刀片,6
‑
第二刀片。
具体实施方式
22.以下由特定的具体实施例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
23.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
24.文中所述的“前后”指的是刀具的轴向;刀头本体位于前,刀柄位于后。
25.参照图2,本实用新型提供一种技术方案:一种用于普通铣床的u型坡口加工刀具,包括刀头本体1和刀柄2;
26.所述刀头本体1呈圆椎体,圆锥角与待加工u型坡口的侧面与底面的夹角α一致,从而实现一次成型;刀头本体1沿其周向均布有若干排凹槽3,每排凹槽3上沿刀头本体1的轴向固定有刀片,刀片包括一个带有圆角的第一刀片5和若干第二刀片6,第一刀片5位于刀头本体1的前端,第一刀片5的圆角与待加工u型坡口的圆角r一致,从而实现一次成型;若干第二刀片6依次位于刀头本体1的中后端;奇数排凹槽3的第二刀片6与偶数排凹槽3的第二刀片6前后错位设置(如图3所示),并且奇数排凹槽3的刀片覆盖偶数排凹槽3的相邻两刀片之间的间隙,同样的偶数排凹槽3的刀片覆盖奇数排凹槽3的相邻两刀片之间的间隙;
27.所述刀柄2为圆柱状结构;
28.所述刀头本体1和刀柄2为一体结构,刀头本体1与刀柄2同轴设置,刀头本体1位于刀柄2的前端。
29.第一刀片5采用通用圆弧铣刀刀片,互换性好。
30.所述凹槽3为四排;使得转速快,进给量大,切削深度深。
31.所述若干第二刀片6等间距设置。
32.第二刀片6采用玉米铣刀通用刀片,互换性好。
33.所述相邻两第二刀片6的间距为3mm。
34.所述刀片通过螺钉固定在凹槽3内,便于更换。
35.所述刀头本体1和刀柄2均采用40crmo材料制成。
36.所述刀柄2的后端车有两个便于安装的安装面4,刀柄2与通用销平型柄连接,螺钉顶在安装面4上进行固定。
37.第二刀片6的数量根据待加工u型坡口的深度h而定。
38.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
技术特征:
1.一种用于普通铣床的u型坡口加工刀具,其特征在于:包括刀头本体(1)和刀柄(2);所述刀头本体(1)呈圆椎体,圆锥角与待加工u型坡口的侧面与底面的夹角α一致,刀头本体(1)沿其周向均布有若干排凹槽(3),每排凹槽(3)上沿刀头本体(1)的轴向固定有刀片,刀片包括一个带有圆角的第一刀片(5)和若干第二刀片(6),第一刀片(5)位于刀头本体(1)的前端,第一刀片(5)的圆角与待加工u型坡口的圆角r一致,若干第二刀片(6)依次位于刀头本体(1)的中后端;奇数排凹槽(3)的第二刀片(6)与偶数排凹槽(3)的第二刀片(6)前后错位设置,并且奇数排凹槽(3)的刀片覆盖偶数排凹槽(3)的相邻两刀片之间的间隙,同样的偶数排凹槽(3)的刀片覆盖奇数排凹槽(3)的相邻两刀片之间的间隙;所述刀柄(2)为圆柱状结构;所述刀头本体(1)和刀柄(2)为一体结构,刀头本体(1)与刀柄(2)同轴设置,刀头本体(1)位于刀柄(2)的前端。2.根据权利要求1所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述凹槽(3)为四排。3.根据权利要求1所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述若干第二刀片(6)等间距设置。4.根据权利要求3所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述相邻两第二刀片(6)的间距为3mm。5.根据权利要求1
‑
4中国任意一项所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述刀片通过螺钉固定在凹槽(3)内。6.根据权利要求5所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述刀头本体(1)和刀柄(2)均采用40crmo材料制成。7.根据权利要求6所述的一种用于普通铣床的u型坡口加工刀具,其特征在于:所述刀柄(2)的后端车有两个便于安装的安装面(4)。
技术总结
本实用新型属于坡口加工技术领域,具体涉及一种用于普通铣床的U型坡口加工刀具,其解决了采用数控龙铣加工U型坡口效率低下,成本高,数控龙铣严重超负荷的问题。本实用新型包括刀头本体和刀柄;刀头本体呈圆椎体,圆锥角与待加工U型坡口的α一致,刀头本体沿其周向均布有若干排凹槽,每排凹槽上沿刀头本体的轴向固定有刀片,刀片包括一个带有圆角的第一刀片和若干第二刀片,第一刀片的圆角与待加工U型坡口的圆角R一致;相邻两排凹槽上的第二刀片前后错位设置;刀柄为圆柱状结构;刀头本体与刀柄同轴设置,刀头本体位于刀柄的前端。本实用新型可以在普通龙铣上一次加工成型,提高了生产效率,降低加工成本,减轻数控龙铣的负荷。荷。荷。
技术研发人员:齐明 王亚敏 李生才 庞翠明 张立森 成跃 梁智军 张桃
受保护的技术使用者:太重煤机有限公司
技术研发日:2021.05.21
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。