1.本实用新型属于机械加工技术领域,特别是涉及一种内套架片状焊接工装。
背景技术:
2.塔式起重机,简称塔机,是动臂装载于高耸塔身上部的旋转起重机,塔机的作业空间较大,主要用于房屋建筑施工中物料的垂直和水平位置的输送以及建筑构件的安装,塔机能够适用于各种复杂的工地施工,并可以加节升高,适合高层建筑,操作简单,反应灵活,应用于各种大型建筑工程的施工,但由于塔机的体量大,其生产时往往拆分为多个部分分别进行加工焊接,其中主要有金属结构、工作机构和电气系统三部分组成,其中工作机构主要有起升、变幅、回转和行走四个部分,而内套架片状是塔机用于起升的装置的重要组成部分之一,但它在实际使用中仍存在以下弊端:
3.1、现有的内套架片状由于其占地面积较大,在现有的技术中对内套架片状的焊接方式往往是通过工作人员人工焊接,而人工焊接需要两套模具,其焊接过程占用场地较大,工作人员的劳动强度较大,焊接时间较长,生产效率较低;
4.2、现有的内套架片状焊接工装虽然通过机械加工焊接的方式代替人工焊接,节省了时间成本,但由于不同塔机所需要的内套架片状产品尺寸有所不同,需要设置多个焊接工装以应对不同尺寸的内套架片状,焊接工装的占地面积较大,占用大量生产场地,且不能同时进行不同尺寸内套架片状的焊接加工,生产效率较低。
5.因此,现有的内套架片状焊接工装,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种内套架片状焊接工装,通过底架、主梁定位座和端头定位座,解决了现有的内套架片状基本是通过人工焊接的方式进行焊接,劳动强度大,模具占用场地较大,且现有的焊接工装只能对应一种尺寸的内套架片状,在不同尺寸的内套架片状进行焊接时,需要设置多个焊接工装,占用场地较大,生产效率较低的问题。
7.为解决上述技术问题,本实用新型是通过以下技术方案实现的:
8.本实用新型为一种内套架片状焊接工装,包括底架、主梁定位座和端头定位座,所述底架两侧一端焊接固定有主梁定位座,底架能够保持产品的稳定,在机械手进行焊接时能够避免焊接变形,保证产成产品符合设计尺寸,底架能够为不同产品通过不同颜色的套筒进行快速插销定位,操作简单快速,主梁定位座通过两组不同的定位销,能够实现通过插接于不同定位销达到对不同产品的定位更换,减少需要设置的焊接工装的数量,提高生产效率,所述底架两侧焊接固定有端头定位座,通过端头定位座上端两组不同的定位孔位,使得端头定位座能够采用插销和螺栓紧固两种不同的定位方式,实现不同产品使用不同的定位方式进行定位,实现本实用新型能够为两种不同内套架片状进行定位焊接,提高焊接效率,所述端头定位座位于主梁定位座一侧,通过底架、主梁定位座和端头定位座,实现了两
种不同塔机机型内套架片状产品的焊接,本实用新型通过设计不同的定位,可以通过快速切换定位达到生产不同塔机机型的内套架片状,减少了生产场地的使用,本实用新型为机械手焊接工装,保证了焊缝质量的稳定性,提升焊接精度,大大降低了工作人员的劳动强度,提高了生产效率。
9.进一步地,所述底架下端焊接有连接梁,所述连接梁位于两个底架之间,所述连接梁上端焊接固定有两个腹杆,两个所述腹杆位于两个底架内侧,通过连接梁能够稳固两端的底架和内侧的腹杆,保证底架位于平行且处于同一水平面,保证了腹杆位于同一水平面,提高了本实用新型焊接时的稳定性,避免了焊接时由于位置不固定导致的尺寸不符合设计要求,提高了产品的焊接质量。
10.进一步地,所述腹杆一侧焊接固定有定位板,所述腹杆和定位板上端焊接固定有红套筒,所述腹杆和定位板上端焊接固定有黄套筒,通过红套筒能够为一种产品进行快速插销定位,通过黄套筒能够为另一种产品进行快速插销定位,通过不同颜色的套筒便于快速辨认产品所插销的位置,使产品能够进行快速切换,减少了定位所用时间,降低工作人员的劳动强度,提高生产效率。
11.进一步地,主梁定位座上端粘接有垫板,所述主梁定位座上端贯穿卡接有第一销套,所述主梁定位座上端贯穿卡接有第二销套,所述第二销套位于第一销套内侧,通过垫板能够减少焊接时所产生的震动,避免焊接时由于震动导致产品尺寸不符合设计需求,垫板能够避免产品与主梁定位座直接接触,避免产品在焊接时产生磨损,提高焊接精度。
12.进一步地,所述第一销套内侧贯穿卡接有第一定位销,所述第二销套内侧贯穿卡接有第二定位销,所述第一定位销和第二定位销贯穿插接于垫板上表面,通过第一定位销和第一销套的协同作用,实现了一种产品的定位,通过第二定位销和第二销套的协同作用,实现了另一种产品的定位,实现本实用新型对不同产品的快速定位更换,减少了使用场地,提高了生产效率。
13.进一步地,所述端头定位座上端贯穿卡接第三定位销,所述端头定位座上表面贯穿卡接有第三销套,所述第三销套位于第三定位销内侧,通过第三定位销能够实现一种产品的插销定位,通过第三销套能够使另一种产品的通过螺栓旋接紧固定位,达到不同产品的切换生产,提高了生产效率。
14.本实用新型具有以下有益效果:
15.1、本实用新型通过设置底架、主梁定位座和端头定位座,解决了现有的内套架片状由于其占地面积较大,在现有的技术中对内套架片状的焊接方式往往是通过工作人员人工焊接,而人工焊接需要两套模具,其焊接过程占用场地较大,工作人员的劳动强度较大,焊接时间较长,生产效率较低的问题,本实用新型通过机械手进行焊接,解决了人工焊接复杂困难的问题,并通过红套筒、黄套筒、主梁定位座和端头定位座对内套架片状进行定位稳固,保证了焊缝质量的稳定性,避免了焊接变形,提升内套架片状的焊接质量,降低了工作人员的劳动强度,节约生产时间,减少了生产场地的使用。
16.2、本实用新型通过设置底架、主梁定位座和端头定位座,解决了现有的内套架片状焊接工装虽然通过机械加工焊接的方式代替人工焊接,节省了时间成本,但由于不同塔机所需要的内套架片状产品尺寸有所不同,需要设置多个焊接工装以应对不同尺寸的内套架片状,焊接工装的占地面积较大,占用大量生产场地,且不能同时进行不同尺寸内套架片
状的焊接加工,生产效率较低的问题,通过黄套筒和红套筒能够对两种不同内套架片状进行快速插销定位和切换,通过第一定位销、第一销套和第二定位销、第二销套,实现本实用新型对两种不同塔机机型内套架片状的定位更换,通过第三定位销和第三销套,实现本实用新型通过插销和螺栓紧固两种定位方式对不同塔机机型内套架片状的定位切换,实现本实用新型对不同产品的切换生产,大大减少焊接工装的场地占用率,减少生产成本,提高生产效率。
17.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的前视图;
21.图3为本实用新型的左视图;
22.图4为本实用新型的右视图。
23.附图中,各标号所代表的部件列表如下:
24.1、底架;101、连接梁;102、腹杆;103、红套筒;104、黄套筒;105、定位板;2、主梁定位座;201、垫板;202、第一定位销;203、第二定位销;204、第一销套;205、第二销套;3、端头定位座;301、第三定位销;302、第三销套。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
26.请参阅图1
‑
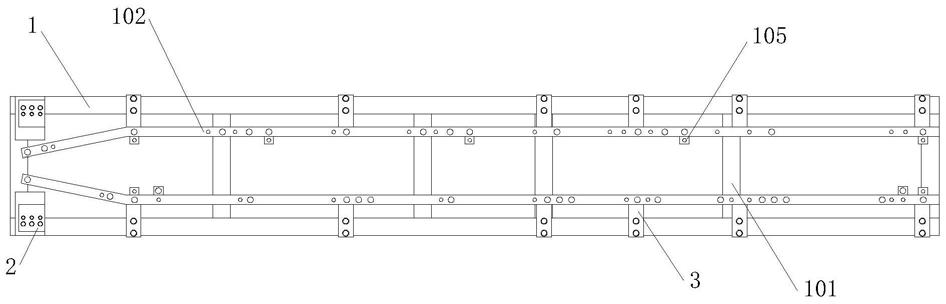
4所示,本实用新型为一种内套架片状焊接工装,包括包括底架1、主梁定位座2和端头定位座3,底架1两侧一端焊接固定有主梁定位座2,底架1能够保持产品的稳定,在机械手进行焊接时能够避免焊接变形,底架1能够为不同产品通过不同颜色的套筒进行快速插销定位,主梁定位座2通过两组不同的定位销,能够实现通过插接于不同定位销达到对不同产品的定位更换,底架1两侧焊接固定有端头定位座3,通过端头定位座3上端两组不同的定位孔位,使得端头定位座3能够采用插销和螺栓紧固两种不同的定位方式,实现不同产品使用不同的定位方式进行定位,端头定位座3位于主梁定位座2一侧,通过底架1、主梁定位座2和端头定位座3,实现了两种不同塔机机型内套架片状产品的焊接,本实用新型通过设计不同的定位,可以通过快速切换定位达到生产不同塔机机型的内套架片状,本实用新型为机械手焊接工装,保证了焊缝质量的稳定性。
27.其中如图1
‑
2所示,底架1下端焊接有连接梁101,连接梁101位于两个底架1之间,连接梁101上端焊接固定有两个腹杆102,两个腹杆102位于两个底架1内侧,腹杆102一侧焊接固定有定位板105,腹杆102和定位板105上端焊接固定有红套筒103,腹杆102和定位板105上端焊接固定有黄套筒104,通过连接梁101能够稳固两端的底架1和内侧的腹杆102,保
证底架1位于平行且处于同一水平面,保证了腹杆102位于同一水平面,避免了焊接时由于位置不固定导致的尺寸不符合设计要求,通过红套筒103能够为一种产品进行快速插销定位,通过黄套筒104能够为另一种产品进行快速插销定位,通过不同颜色的套筒便于快速辨认产品所插销的位置。
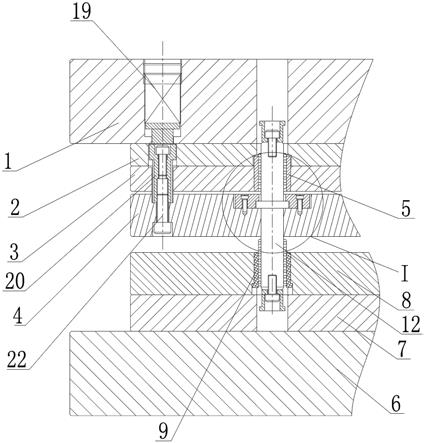
28.其中如图3所示,主梁定位座2上端粘接有垫板201,主梁定位座2上端贯穿卡接有第一销套204,主梁定位座2上端贯穿卡接有第二销套205,第二销套205位于第一销套204内侧,第一销套204内侧贯穿卡接有第一定位销202,第二销套205内侧贯穿卡接有第二定位销203,第一定位销202和第二定位销203贯穿插接于垫板201上表面,通过垫板201能够减少焊接时所产生的震动,避免焊接时由于震动导致产品尺寸不符合设计需求,垫板201能够避免产品与主梁定位座2的直接接触,避免产品在焊接时产生磨损,通过第一定位销202和第一销套204的协同作用,实现了一种产品的定位,通过第二定位销203和第二销套205的协同作用,实现了另一种产品的定位,实现本实用新型对不同产品的快速定位更换。
29.其中如图4所示,端头定位座3上端贯穿卡接第三定位销301,端头定位座3上表面贯穿卡接有第三销套302,第三销套302位于第三定位销301内侧,通过第三定位销301能够实现一种产品的插销定位,通过第三销套302能够使另一种产品的通过螺栓旋接紧固定位,达到不同产品的切换生产。
30.本实施例的一个具体应用为:将一种塔机机型的内套架片状放置于本实用新型上端,避免产生焊接变形,提高生产成品的稳定性,通过红套筒103对产品内侧进行快速插销定位,通过第一定位销202和第一销套204对产品端部进行插销定位,通过第三定位销301对产品两侧进行插销定位,保证产品在焊接过程中的稳定,避免由于晃动导致尺寸不符合设计要求,并通过机械手进行焊接,解决了人工焊接复杂困难的问题,降低了工作人员的劳动强度,保证了焊缝质量稳定性,提高产品焊接质量,通过黄套筒104能够对另一种产品进行快速插销切换,通过第二定位销203和第二销套205能够实现另一种产品端部的快速插销切换,通过第三销套302能够实现另一种产品的切换紧固,使本实用新型能够快速进行产品的切换定位和焊接加工,减少了场地使用,降低了生产成本,提高了生产效率。
31.以上仅为本实用新型的优选实施例,并不限制本实用新型,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,均属于在本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。