一种免洗无残留且高润湿的smt焊锡膏及其制备方法
技术领域
1.本发明属于焊锡膏技术领域,具体涉及一种免洗无残留且高润湿的smt焊锡膏及其制备方法。
背景技术:
2.目前电子产品向超大规模、数字化、微型化方面的发展,使得表面贴装技术smt成为电子组装的主流技术。焊锡膏作为一种重要的焊接材料,广泛应用于表面组装工艺中。它在焊接过程中起到了固定电子元器件、去除表面氧化膜、形成可靠焊点等一系列作用,其质量的优劣直接关系到表面组装组件品质的好坏。
3.现有技术中,焊锡膏存在多种不足,如双面貼片焊接时,元器件的脱落:焊锡膏的润湿性及可焊性差;焊接后板面有锡珠产生:抗氧化剂不合适;助焊剂本身调配不合理﹐有不挥发的溶剂或液体添加剂或活化剂;焊接后板面有较多残留物:松香树脂含量过多或其品质不好;印刷时出現锡丝,粘连,图像模糊等问題:焊锡膏本身的粘度偏低;锡膏溢流性差;焊锡膏中的金属成份偏低;助焊剂成分比例偏高;焊点上锡不饱满:助焊剂的活性不够,未能完全去除smt焊接位的氧化物质,smt焊接位有较严重的氧化现象;助焊剂的润湿性、切断性不好;在过回流焊时预热时间过长或预热温度过高,活性剂失效,活性剂工作温度范围过窄;焊点不光亮:锡膏中锡粉有氧化的现象;助焊剂本身有造成消光效果的添加剂;有不易挥发物残留存在焊点表面;焊后有松香或树脂的残留存在焊点的表面。
4.如专利公开号为cn101380699b的专利公开了一种锡锌系无铅合金焊膏及其制备方法,采用合金化的方法,在sn
‑
zn焊锡合金中添加合金元素,并采用特制的助焊剂,使得焊膏应用于smt工艺过程中,不易氧化,避免了焊点不能形成或焊点质量差的现象发生。但其仅可避免氧化问题,无法满足焊接无残留、免清洗、高湿润的要求,使得焊接场景、焊接质量受限。
技术实现要素:
5.本发明的目的是提供一种免洗无残留且高润湿的smt焊锡膏及其制备方法,克服了上述缺陷。
6.本发明提供了如下的技术方案:
7.本技术提出一种免洗无残留且高润湿的smt焊锡膏,包括合金粉末和助焊剂,合金粉末的重量百分比为70
‑
85%,助焊剂包括:
8.重量百分比为0.5
‑
3%的稀土粉末,包括铈粉ce、钇粉y、铌粉nb、铷粉rb中的一种或几种,用于提高锡膏的强度、韧性、抗高温氧化性和耐蚀性;
9.重量百分比为0.5
‑
5%的抗氧化剂,用于避免焊锡膏中锡粉的氧化,避免焊接后板面锡珠产生,使焊点光亮;
10.重量百分比为4
‑
18%的树脂,用于提高焊锡膏的初黏性、相容性、粘接性、抗氧化性、热稳定性和耐老化性,使焊接后板面无残留物;
11.重量百分比为1
‑
5%的活性剂,用于在焊接后挥发,使焊接后板面无残留物;
12.重量百分比为0.5
‑
0.8%的触变剂,用于增加粘度和触变性,避免印刷时出现锡丝、粘连、图像模糊;
13.重量百分比为0.5
‑
5%的溶剂,用于混合树脂和触变剂,分别得到载体和活化后的膏状触变剂,且在焊接后挥发,使焊接后板面无残留物;
14.重量百分比为0.01
‑
0.5%的润湿剂,用于配合活性剂完全去除氧化层,使焊点上锡饱满,提高焊锡膏的润湿性和切断性;
15.重量百分比为0.01
‑
3%的缓蚀剂,用于减缓焊接后的穿透性腐蚀。
16.优先地,合金粉末为微米级sn96.5
‑
3.0ag
‑
cu0.5合金粉末,且粉末粒径为10
‑
50um。
17.优先地,抗氧化剂为丁基羟基茴香醚、二丁基羟基甲苯、没食子酸丙酯、特丁基对苯二酚、β(3,5二叔丁基
‑4‑
羟基苯基)丙酸十八醇酯中的一种或两种或两种以上的组合。
18.优先地,树脂为松香季戊四醇酯、甘油松香酯、二氢松香、四氢松香、丙烯酸改性松香、二聚松香、聚异丁烯中的一种或两种或两种以上的组合。
19.优先地,活性剂为衣康酸、苹果酸、柠檬酸、甲基丙二酸、甲基丁二酸、二氯乙酸、丁二酸、戊二酸、二乙胺氢溴酸盐、2
‑
溴乙胺氢溴酸盐、环己胺氢溴酸盐、环己胺盐酸盐中的一种或两种或两种以上的组合。
20.优先地,触变剂为聚酰胺蜡、氢化蓖麻油、硬脂酸酰胺、乙撑双硬脂酸酰胺和气相二氧化硅中的一种或两种或两种以上的组合。
21.优先地,溶剂为丙二醇苯醚醋酸酯、二乙二醇丁醚醋酸酯、乙二醇单丁醚、乙二醇、乙二醇二甲醚、乙二醇单丁醚、丙二醇、丙三醇、柠檬酸三丁酯、三乙二醇丙醚中的一种或两种或两种以上的组合。
22.优先地,润湿剂为2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇。
23.优先地,缓蚀剂为苯骈三氮唑、甲基苯骈三氮唑、2
‑
乙基
‑4‑
甲基咪唑、2
‑
乙基咪唑、2
‑
甲基咪唑、膦羧酸、聚天冬氨酸中的一种或两种或两种以上的组合。
24.基于上述焊锡膏,本技术还提出一种上述焊锡膏的制备方法,包括以下步骤:
25.s1.将树脂加入溶剂中,加热至80℃,400rpm搅拌至全部溶解均匀,得到载体;
26.s2.将触变剂加入溶剂中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂;若溶剂为两种溶剂混合,则将树脂和触变剂分别加入一种溶剂中,溶剂计量与所用树脂和触变剂的多少有关;若溶剂为一种溶剂或两种以上溶剂,则将溶剂充分混合后,再加入树脂和触变剂。
27.s3.将载体、润湿剂、抗氧化剂、缓蚀剂、活性剂、活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂;
28.s4.将合金粉末和稀土粉末封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待合金粉末和稀土粉末粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末;
29.s5.在锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
30.本发明的有益效果是:
31.1.加入稀土元素铈粉ce、钇粉y、铌粉nb、铷粉rb,可提高焊锡膏的强度、韧性、抗高温氧化性和耐蚀性;
32.2.采用抗氧化剂丁基羟基茴香醚、二丁基羟基甲苯、没食子酸丙酯、特丁基对苯二酚、β(3,5二叔丁基
‑4‑
羟基苯基)丙酸十八醇酯中的一种或几种,使焊接后板面没有锡珠产生,焊锡膏中锡粉没有氧化的现象,使得焊点光亮;
33.3.采用松香季戊四醇酯、甘油松香酯、二氢松香、四氢松香、丙烯酸改性松香、二聚松香、聚异丁烯中的一种或几种,焊接后板面没有残留物,提高了初黏性、相容性、粘接性、抗氧化性、热稳定性和耐老化性;
34.4.所使用的溶剂、活化剂在焊接后均可挥发,无残留;
35.5.使用触变剂聚酰胺蜡、氢化蓖麻油、硬脂酸酰胺、乙撑双硬脂酸酰胺和气相二氧化硅中的一种或几种,增加粘度和触变性,避免印刷时出現锡丝、粘连、图像模糊等;
36.6.采用润湿剂2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇和活性剂衣康酸、苹果酸、柠檬酸、甲基丙二酸、甲基丁二酸、二氯乙酸、丁二酸、戊二酸、二乙胺氢溴酸盐、2
‑
溴乙胺氢溴酸盐、环己胺氢溴酸盐、环己胺盐酸盐中的一种或几种,使得氧化层完全去除,焊点上锡饱满,使焊锡膏的润湿性和切断性好。
具体实施方式
37.实施例1
38.本实施例提供了一种免清洗无残留、高润湿性的smt焊锡膏,按照质量百分比计算,其具体组分包括:
39.微米级合金粉末sn96.5
‑
3.0ag
‑
cu0.5的重量百分比为70%,粉粒粒径为10
‑
50um;
40.0.5%稀土元素钇粉y;
41.抗氧化剂包括5%二丁基羟基甲苯;
42.树脂包括9%甘油松香酯和9%二氢松香;
43.活性剂包括2%衣康酸、1%甲基丁二酸、1%二氯乙酸和1%2
‑
溴乙胺氢溴酸盐;
44.触变剂包括0.6%聚酰胺蜡;
45.溶剂包括0.25%乙二醇和0.25%乙二醇二甲醚;
46.润湿剂包括0.1%2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇;
47.缓蚀剂包括0.1%甲基苯骈三氮唑和0.2%2
‑
乙基咪唑。
48.按照上述配方,将树脂9%甘油松香酯、9%二氢松香加入溶剂乙二醇0.25%中,加热至80℃,400rpm搅拌至全部溶解均匀得到载体。将触变剂聚酰胺蜡加入溶剂乙二醇二甲醚中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂。将载体、2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇、抗氧化剂二丁基羟基甲苯、活性剂2%衣康酸、1%甲基丁二酸、1%二氯乙酸、1%2
‑
溴乙胺氢溴酸盐、缓蚀剂0.1%甲基苯骈三氮唑、0.2%2
‑
乙基咪唑和活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂。
49.将粉粒粒径为10
‑
50um的sn96.5
‑
3.0ag
‑
cu0.5合金粉末和稀土粉末钇粉y封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待焊料粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气
体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末。
50.在焊锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
51.实施例2
52.本实施例提供了一种免清洗无残留、高润湿性的smt焊锡膏,按照质量百分比由以下组分制备而成:
53.微米级sn96.5
‑
3.0ag
‑
cu0.5合金粉末的重量百分比为75%;
54.1%稀土元素铈粉ce;
55.抗氧化剂包括1%丁基羟基茴香醚;
56.树脂包括8.2%松香季戊四醇酯和8.2%四氢松香;
57.活性剂包括1%柠檬酸、1%甲基丙二酸、1%丁二酸和1%二乙胺氢溴酸盐;
58.触变剂包括0.5%氢化蓖麻油;
59.溶剂包括1%丙二醇苯醚醋酸酯和1%乙二醇单丁醚;
60.润湿剂包括0.02%2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇;
61.缓蚀剂包括0.02%苯骈三氮唑、0.02%甲基苯骈三氮唑、0.02%2
‑
乙基咪唑和0.02%膦羧酸;
62.按照上述配方将松香季戊四醇酯、四氢松香加入丙二醇苯醚醋酸酯中,加热至80℃,400rpm搅拌至全部溶解均匀得到载体。将氢化蓖麻油加入乙二醇单丁醚中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂。将载体、2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇、丁基羟基茴香醚、苯骈三氮唑、甲基苯骈三氮唑、2
‑
乙基咪唑、膦羧酸、柠檬酸、甲基丙二酸、丁二酸、二乙胺氢溴酸盐、活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂。
63.将sn96.5
‑
3.0ag
‑
cu0.5合金粉末和稀土粉末铈粉ce封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待焊料粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末。
64.在焊锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
65.实施例3
66.本实施例提供了一种免清洗无残留、高润湿性的smt焊锡膏,按照质量百分比由以下组分制备而成:
67.77.5%微米级sn96.5
‑
3.0ag
‑
cu0.5合金粉末;
68.稀土元素包括0.3%钇粉y、0.2%铷粉rb;
69.抗氧化剂包括3%特丁基对苯二酚;
70.树脂包括2.5%四氢松香、2.5%丙烯酸改性松香、3%二聚松香、2.75%聚异丁烯;
71.活性剂包括0.25%衣康酸、0.25%柠檬酸、0.25%环己胺氢溴酸盐、0.25%戊二酸;
72.触变剂包括0.25%乙撑双硬脂酸酰胺和0.25%气相二氧化硅;
73.溶剂包括2.5%丙三醇和2.5%柠檬酸三丁酯;
74.润湿剂包括0.25%2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇;
75.缓蚀剂包括0.5%甲基苯骈三氮唑、0.5%2
‑
乙基咪唑、0.5%聚天冬氨酸。
76.按照上述配方将树脂2.5%四氢松香、2.5%丙烯酸改性松香、3%二聚松香、2.75%聚异丁烯加入溶剂丙三醇中,加热至80℃,400rpm搅拌至全部溶解均匀得到载体。将触变剂0.25%乙撑双硬脂酸酰胺和0.25%气相二氧化硅加入溶剂柠檬酸三丁酯中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂。将载体、2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇、抗氧化剂特丁基对苯二酚、0.25%衣康酸、0.25%柠檬酸、0.25%环己胺氢溴酸盐、0.25%戊二酸,缓蚀剂0.5%甲基苯骈三氮唑、0.5%2
‑
乙基咪唑、0.5%聚天冬氨酸、活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂。
77.将sn96.5
‑
3.0ag
‑
cu0.5合金粉末和稀土粉末0.3%钇粉y、0.2%铷粉rb封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待焊料粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末。
78.在焊锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
79.实施例4
80.本实施例提供了一种免清洗无残留、高润湿性的smt焊锡膏,按照质量百分比由以下组分制备而成:
81.80%微米级sn96.5
‑
3.0ag
‑
cu0.5合金粉末;
82.稀土元素包括3%铌粉nb;
83.抗氧化剂包括0.5%没食子酸丙酯;
84.树脂包括4%甘油松香酯、3.3%二聚松香;
85.活性剂包括0.5%衣康酸、0.5%苹果酸、0.5%柠檬酸、0.5%甲基丙二酸;
86.触变剂包括0.7%乙撑双硬脂酸酰胺;
87.溶剂包括1.5%乙二醇单丁醚、1.5%丙二醇;
88.润湿剂包括0.5%2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇;
89.缓蚀剂包括1%苯骈三氮唑、1%2
‑
乙基
‑4‑
甲基咪唑、1%聚天冬氨酸。
90.按照上述配方将树脂:甘油松香酯4%、二聚松香3.3%加入溶剂:乙二醇单丁醚中,加热至80℃,400rpm搅拌至全部溶解均匀得到载体。将触变剂:乙撑双硬脂酸酰胺加入溶剂丙二醇中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂。将载体、2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇、抗氧化剂没食子酸丙酯、活性剂衣康酸、苹果酸、柠檬酸、甲基丙二酸,缓蚀剂苯骈三氮唑、2
‑
乙基
‑4‑
甲基咪唑、聚天冬氨酸、活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂。
91.将sn96.5
‑
3.0ag
‑
cu0.5合金粉末和稀土粉末铌粉nb封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待焊料粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末。
92.在焊锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
93.实施例5
94.本实施例提供了一种免清洗无残留、高润湿性的smt焊锡膏,按照质量百分比由以下组分制备而成:
95.85%微米级sn96.5
‑
3.0ag
‑
cu0.5合金粉末;
96.稀土元素包括2%铷粉rb;
97.抗氧化剂包括2%β(3,5二叔丁基
‑4‑
羟基苯基)丙酸十八醇酯;
98.树脂包括2%丙烯酸改性松香、2%聚异丁烯;
99.活性剂包括1%苹果酸、1%戊二酸、1%环己胺盐酸盐;
100.触变剂包括0.9%硬脂酸酰胺;
101.溶剂包括1.5%二乙二醇丁醚醋酸酯、1.5%三乙二醇丙醚;
102.润湿剂包括0.05%2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇;
103.缓蚀剂包括0.01%2
‑
乙基
‑4‑
甲基咪唑、0.02%2
‑
甲基咪唑、0.02%聚天冬氨酸。
104.按照上述配方将丙烯酸改性松香、聚异丁烯加入二乙二醇丁醚醋酸酯中,加热至80℃,400rpm搅拌至全部溶解均匀得到载体。将硬脂酸酰胺加入三乙二醇丙醚中,加热至80℃,1000rpm搅拌至充分混合,得到活化后的触变剂。将载体、2.4.7.9
‑
四甲基
‑5‑
癸炔
‑
4.7
‑
二醇、β(3,5二叔丁基
‑4‑
羟基苯基)丙酸十八醇酯、苹果酸、戊二酸、环己胺盐酸盐、2
‑
乙基
‑4‑
甲基咪唑、2
‑
甲基咪唑、聚天冬氨酸、活化后的触变剂依次加入乳化机的不锈钢反应釜中,充分搅拌后获得助焊剂。
105.将(d50:10
‑
50um)sn96.5
‑
3.0ag
‑
cu0.5合金粉末和稀土粉末铷粉rb封装在真空石英管中,并向真空石英管中充入高纯度的氮气作为保护性气体,置于反应炉中,并对其进行加热熔炼处理,待焊料粉完全熔化后,得到焊料粉熔液;再将焊料粉熔液置于惰性气体保护箱中冷却至室温,然后装入模具中热压烧结得到焊料合金粉末。
106.在焊锡膏用双行星搅拌机中加入助焊剂和焊料合金粉末,搅拌1小时,得到焊锡膏,放入冰箱6℃冷藏保存。
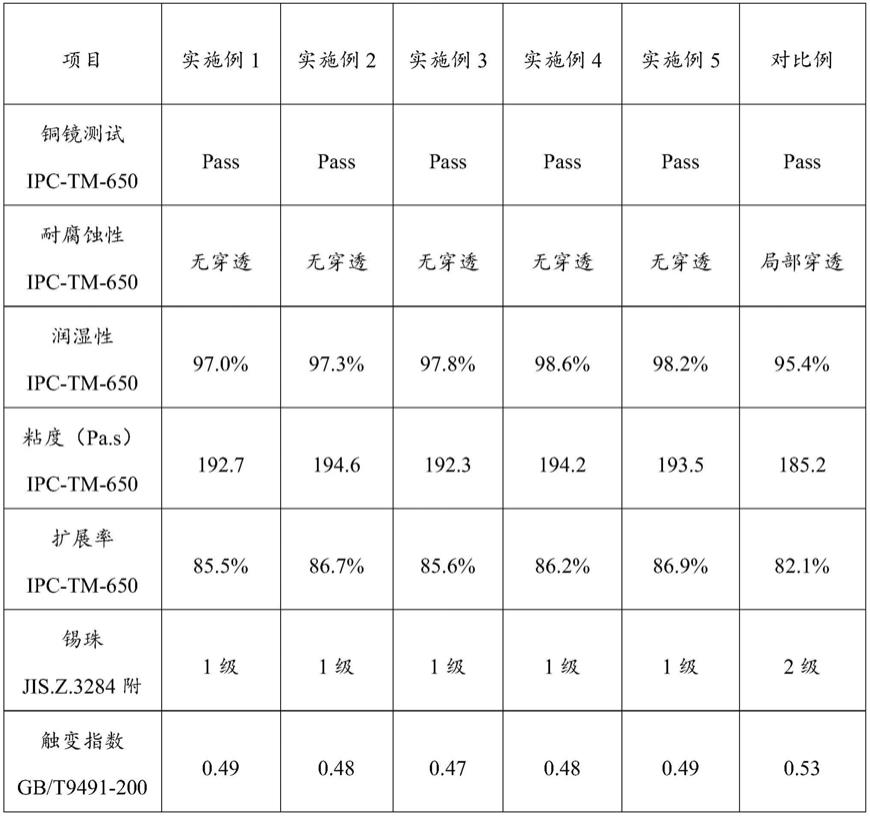
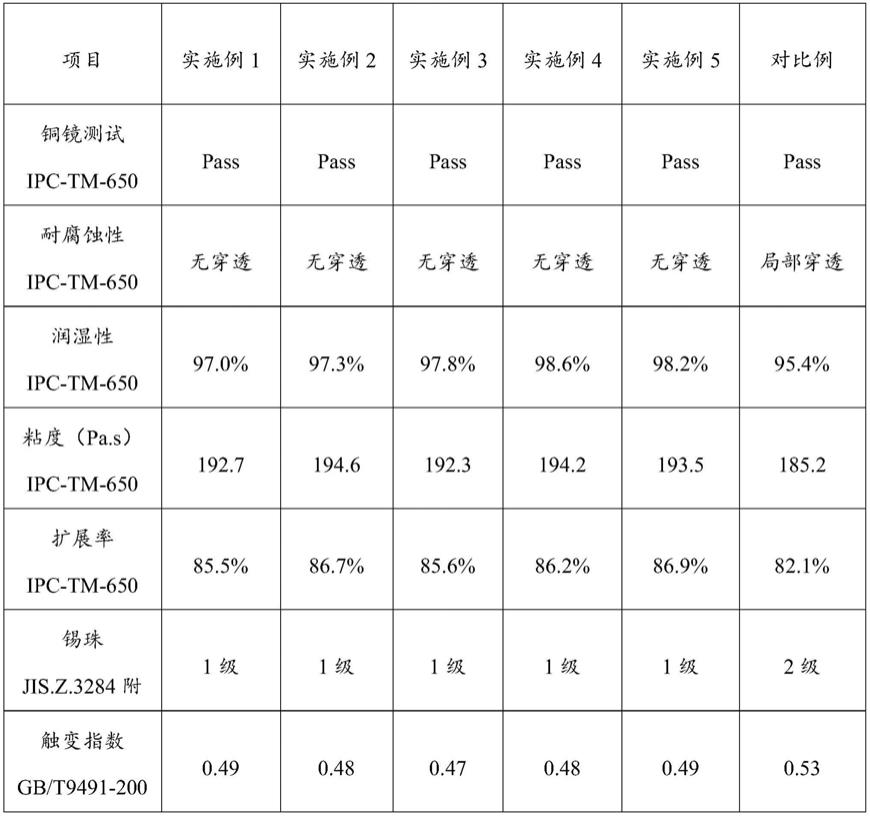
107.上述实施例1
‑
5中制备后的焊锡膏的性能如下表所示。由下表实施例1
‑
5的焊锡膏测试数据可知,与现有锡膏相比,具有高润湿性、耐腐蚀性和扩展率,触变性好,有效减少锡珠的产生,表面残留少等优点,满足相关检测标准。该焊锡膏可广泛用于通讯设备、计算机、家用电器等电子设备的印刷pcb板和元器件制造。
[0108][0109]
以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。