1.本技术涉及电子封装技术领域,尤其涉及一种泵浦源封装工装。
背景技术:
2.作为泵浦源的半导体激光器在封装过程中,一般通过加热焊料将半导体激光芯片模组(cos)焊接于泵浦源底座,以及通过加热焊料将泵浦源底座焊接于泵浦源壳体。
3.但是,相关技术的泵浦源焊接封装工艺一般通过风冷或自然冷却至环境温度的冷却方式完成焊料固化,使得散热效率低、散热时间长,严重影响泵浦源的生产效率。
技术实现要素:
4.本技术实施例提供一种泵浦源封装工装、装置及封装方法,通过第一主体部将热源的热量导向泵浦源壳体,通过热沉层将泵浦源壳体的热量导向冷源,使得焊料熔化后得到快速固化,提高了泵浦源的生产效率。
5.本技术实施例提供一种泵浦源封装工装,其包括:
6.第一底座,第一底座包括第一主体部和第一中空区域,第一主体部围合形成第一中空区域;第一中空区域用以容置泵浦源壳体;和
7.第二底座,第二底座包括热沉层;热沉层能够插入第一中空区域并与泵浦源壳体连接;
8.其中,第一主体部与热源连接,热源的热量经第一主体部向泵浦源壳体传导,泵浦源壳体吸收的热量用以熔化焊料并使得焊料在泵浦源的待焊接界面形成呈熔融状态的焊接层;热沉层直接或间接连接冷源,泵浦源壳体的热量能够经热沉层向冷源传导,用以将焊接层从熔融状态快速冷却为固化状态以完成泵浦源的焊接封装。
9.本技术实施例还提供一种泵浦源封装装置,其包括:
10.泵浦源封装工装;和
11.冷却流体供应模块;
12.其中,冷却流体供应模块用以向制冷板提供冷却流体。
13.本技术实施例还提供一种泵浦源封装方法,其包括:
14.提供第一结构的泵浦源,第一结构的泵浦源包括半导体激光模组、泵浦源底座和泵浦源壳体,半导体激光模组与泵浦底座以及泵浦底座与泵浦源壳体尚未形成焊接层;
15.在半导体激光模组与泵浦源底座的接触界面放置焊料,在泵浦源底座和泵浦源壳体的接触界面放置焊料,形成第二结构的泵浦源;
16.提供的泵浦源封装装置,将第二结构的泵浦源卡合于第一中空区域,给电加热结构供电;当焊料受热熔化形成呈熔融状态的焊接层时,停止给电加热结构供电,同时给半导体制冷片供电以及给制冷板的通道不断通入冷却水;当焊接层从熔融状态快速冷却为固化状态时,泵浦源的焊接封装完成。
17.本技术实施例中,通过第一主体部与热源连接,将热源的热量导向泵浦源壳体,泵
浦源壳体再将热量导向位于泵浦源的待焊接界面的焊料,焊料吸热熔化并在泵浦源的待焊接界面形成呈熔融状态的焊接层;在焊料形成呈熔融状态的焊接层后,通过热沉层将泵浦源壳体与冷源连接,将泵浦源壳体的热量导向冷源,呈熔融状态的焊料层放热变成呈固化状态的焊料层,使得焊料熔化后得到快速固化,提高了泵浦源的生产效率。
附图说明
18.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
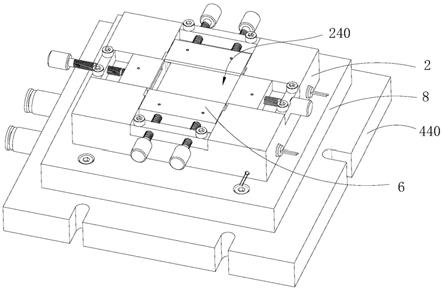
19.图1为本技术实施例提供的泵浦源封装工装的结构示意图。
20.图2为泵浦源的结构示意图。
21.图3为图1的爆炸图。
22.图4为图1所示的泵浦源封装工装对图2所示的泵浦源进行封装的状态图。
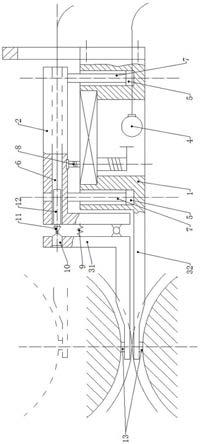
23.图5为图4所示的结构沿p1
‑
p1方向剖开后的剖视图。
24.图6为图4中所示的制冷板沿p2
‑
p2方向剖开后的剖视图。
25.图7为图3中所示的夹持组件的结构示意图。
26.图8为图7中所示的夹持组件的爆炸图。
27.图9为图7中所示的夹持组件沿p3
‑
p3方向的剖视图。
28.图10为本技术实施例提供的泵浦源封装装置的结构示意图。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本技术的保护范围。
30.请参阅图1和图2,本技术实施例提供一种泵浦源封装工装,包括第一底座2和第二底座4。
31.请参阅图1、图3和图4,第一底座2包括第一主体部220和第一中空区域240。第一主体部220围合形成第一中空区域240。第一中空区域240用以容置泵浦源壳体360。请参阅图3和图5,第二底座4包括热沉层420。热沉层420能够插入第一中空区域240并与泵浦源壳体360连接。
32.可以理解的是,请参阅图3和图5,第一主体部220用以与热源连接,热源的热量经第一主体部220向泵浦源壳体360传导,泵浦源壳体360吸收的热量用以熔化焊料并使得焊料在泵浦源3的待焊接界面形成呈熔融状态的焊接层。热沉层420直接或间接连接冷源,泵浦源壳体360的热量能够经热沉层420向冷源传导,用以将焊接层从熔融状态快速冷却为固化状态以完成泵浦源3的焊接封装。
33.可以理解的是,请参阅图2,泵浦源3包括半导体激光模组340、泵浦源底座320和泵浦源壳体360。其中,泵浦源壳体360包括泵浦源壳体底壁361和泵浦源壳体侧壁362,泵浦源
壳体侧壁362垂直于泵浦源壳体底壁361设置,泵浦源壳体侧壁362与泵浦源壳体底壁361围合形成容纳腔363。泵浦源壳体底壁361包括相连接的底壁内壁3614和底壁外缘3612,底壁内壁3614位于容纳腔363内侧,底壁外缘3612位于容纳腔363外侧。半导体激光模组340和泵浦源底座320设置于容纳腔363;半导体激光模组340焊接于泵浦源底座320,泵浦源底座320焊接于泵浦源壳体360的底壁内壁3614朝向容纳腔363一侧。
34.可以理解的是,泵浦源封装工装能够实现焊料的快速熔化。请参阅图2,泵浦源封装工装的使用过程中,放置于第一中空区域240的泵浦源壳体360的内部放置有半导体激光模组340和泵浦源底座320,半导体激光模组340与泵浦源底座320之间以及泵浦底座与泵浦源壳体360之间尚未形成焊接层;在半导体激光模组340与泵浦源底座320的接触界面放置焊料,在泵浦源底座320和泵浦源壳体360的接触界面放置焊料,形成待焊接封装的泵浦源结构。
35.可以进一步理解的是,请参阅图2和图5,第一主体部220与热源连接,热源产生的热量经第一主体部220传导至与第一主体部220连接的泵浦源壳体360,再由泵浦源壳体360传导至位于泵浦源壳体360与泵浦源底座320之间的焊料,且由泵浦源壳体360传导至与泵浦源壳体360连接的泵浦源底座320,再由泵浦源底座320传导至位于泵浦源底座320与半导体激光模组340之间的焊料。
36.请参阅图4和图6,第二底座4包括制冷板440。制冷板440直接或间接连接热沉层420,用以使得热量从热沉层420向制冷板440方向传导。
37.制冷板440内设置有通道441,制冷板440通过向通道441通入冷源进行制冷;制冷板440设有进口端4412和出口端4414,进口端4412与出口端4414之间为通道441;冷源为冷却流体;冷源从进口端4412流入通道441及从出口端4414流出通道441;冷源通过进入进口端4412并在通道441内流动的过程中与制冷板440进行热交换以吸收制冷板440的热量,冷源通过从出口端4414流出以带走制冷板440的热量。
38.可以理解的是,通道441的形状可以为曲线或蛇形走线,以增大冷却流体与制冷板440的热交换面积。
39.可以理解的是,制冷板440包括第一侧面442和第二侧面443,第一侧面442可以与热沉层420连接。第二侧面443垂直于第一侧面442,进口端4412与出口端4414设置于第二侧面443,使得进口端4412及出口端4414接入冷却流体时不影响制冷板440与热沉层420连接。在一些实施例中,进口端4412和出口端4414均安装有管道560接口444,用于接入冷却流体。
40.请参阅图3和5,第二底座4包括半导体制冷片460,半导体制冷片460包括热端侧壁462和冷端侧壁461;冷端侧壁461与热沉层420连接,热端侧壁462与制冷板440连接;在半导体制冷片460通电时,冷端侧壁461吸收热沉层420的热量,热端侧壁462将热量传导至制冷板440;通过半导体制冷片460提高热传导效率用以对热沉层420进行快速制冷。
41.请参阅图1、图3和图5,泵浦源封装工装包括电加热结构7。电加热结构7通电时产生热源;电加热结构7为柱状。第一主体部220为金属导热体。
42.第一主体部220设有槽体221,用以容纳电加热结构7插入。
43.在电加热结构7插入槽体221时,电加热结构7的外侧壁与槽体221的内侧壁相接触;在电加热结构7插入槽体221且电加热结构7通电时,电加热结构7产生热量,热量经电加热结构7的外侧壁及槽体221的内侧壁传导至第一主体部220、再经第一主体部220传导至泵
浦源壳体360。
44.请参阅图1和图3,泵浦源封装工装包括热电偶结构9;热电偶结构9为柱状。
45.第一主体部220设有槽体221,用以容纳热电偶结构9插入,热电偶结构9在通电时用以监测第一主体的温度,便于控制第一主体的温度。
46.热电偶结构9与第一主体部220连接,热电偶结构9在通电时监测第一主体的温度,在温度上升至焊料的熔点时,给电加热结构7断电,避免第一主体温度过高而对泵浦源器件内部的芯片等电子元器件造成损害。
47.请参阅2,泵浦源壳体360包括泵浦源壳体底壁361和泵浦源壳体侧壁362;泵浦源壳体侧壁362垂直于泵浦源壳体底壁361设置,泵浦源壳体侧壁362与泵浦源壳体底壁361围合形成容纳腔363;泵浦源壳体底壁361包括相连接的底壁内壁3614和底壁外缘3612,底壁内壁3614位于容纳腔363内侧;底壁外缘3612位于容纳腔363外侧。
48.放在说明书,可以理解的是,请参阅图2,容纳腔363内设置有半导体激光模组340和泵浦源底座320;半导体激光模组340与泵浦源底座320之间设置有焊料;泵浦源底座320与底座内壁之间设置有焊料;当第一主体部220连接热源时,热量通过泵浦源壳体360间接或直接传导至焊料,使得焊料熔化形成焊接层,而后再将热沉层420直接或间接连接冷源,使得焊接层固化,进而完成泵浦源3的焊接封装过程。
49.请参阅图3,第一中空区域240包括相连通的第一子中空区域241和第二子中空区域242;第一子中空区域241用以设置泵浦源壳体底壁361;第二子中空区域242用以容纳热沉层420穿过。
50.请参阅图3和图5,第一主体部220包括第一壁面222,第一壁面222围合形成第一子中空区域241;第一子中空区域241的开口尺寸大于热沉层420的横截面积,用以在将热沉层420设置于第一子中空区域241时,热沉层420面向第一壁面222的侧面与第一壁面222间隔设置,从而避免第一主体部220的热量直接传导至热沉层420。
51.请参阅图3和图5,第一主体部220还包括至少两个第二壁面223,至少两个第二壁面223围合形成第二子中空区域242,用以在将泵浦源壳体360设置于第二子中空区域242时,至少两个第二壁面223与泵浦源壳体底壁361连接,使得泵浦源壳体底壁361卡合于至少两个第二壁面223之间,从而使得泵浦源壳体360卡合于第二子中空区域242,且使得热沉层420朝向泵浦源壳体360的侧面与泵浦源壳体底壁361朝向热沉层420的侧面相连接,用以将泵浦源壳体360的热量通过热沉层420导出。
52.请参阅图1,泵浦源封装工装包括夹持组件6。
53.请参阅图3,第一主体部220包括凸台224结构,第二壁面223形成于凸台224结构,凸台224结构与第二壁面223一一对应,凸台224结构围合形成第二子中空区域242;每相邻的两个凸台224结构之间形成沉槽225。
54.请参阅图3和图5,夹持组件6设置于沉槽225。请参阅图2、图3和图5,夹持组件6能够与底壁外缘3612卡合连接,用以将泵浦源壳体360限位于第二子中空区域242,使得第二壁面223与泵浦源壳体底壁361的连接更为稳定,也使得热沉层420朝向泵浦源壳体360的侧面与泵浦源壳体底壁361朝向热沉层420的侧面的连接更为稳定,用以确保热传导的稳定性。
55.请参阅图7
‑
图9,夹持组件6包括夹持部620、固定部640和调节杆660,调节杆660与
夹持部620可转动连接,调节杆660与固定部640螺纹连接;固定部640与沉槽225的槽底固定连接。
56.请参阅图1、图3、图7和图8,夹持部620包括夹持端621,夹持端621包括相互垂直连接的水平壁面6212和竖直壁面6214,水平壁面6212与竖直壁面6214形成直角空间6216,水平壁面6212朝向第一底座2设置,竖直壁面6214朝向第二子中空区域242设置。请参阅图2,将底壁外缘3612背向第二子中空区域242的面定义为第一面3612a,将底壁外缘3612与第一面3612a垂直的面定义为第二面3612b。请参阅图2和图8当底壁外缘3612伸入直角空间6216时,水平壁面6212与底壁外缘3612的第一面3612a贴合,竖直壁面6214与底壁外缘3612的第二面3612b贴合,使得第一面3612a限位于水平壁面6212朝向第一底座2一侧,且第二面3612b限位于竖直壁面6214限位于朝向第二子中空区域242一侧。
57.可以理解的是,当调节杆660相对于固定部640向靠近第二子中空区域242方向运动时,调节杆660同时带动夹持部620向靠近第二子中空区域242方向运动,使得底壁外缘3612能够伸入直角空间6216,以使夹持部620与底壁外缘3612卡合连接;当调节杆660相对于固定部640向远离第二子中空区域242方向运动时,调节杆660同时带动夹持部620向远离第二子中空区域242方向运动,使得底壁外缘3612能够退出直角空间6216,以使夹持部620与底壁外缘3612解除卡合连接。
58.请参阅图7
‑
图9,夹持组件6还包括限位销680。
59.夹持部620还包括连接端622,连接端622与夹持端621相连接;连接端622设有第一孔槽6222和第二孔槽6224,第一孔槽6222用以容纳调节杆660穿过;第二孔槽6224垂直于第一孔槽6222且与第一孔槽6222连通,第二孔槽6224用以容纳限位销680。
60.调节杆660设有限位槽661,限位槽661呈环状,限位槽661围绕调节杆660外围设置;限位槽661与第二孔槽6224相对设置。
61.其中,在调节杆660安装于夹持部620时,调节杆660设置于第一孔槽6222,限位销680设置于第二孔槽6224,限位销680卡合于限位槽661内,调节杆660能够在第一孔槽6222内转动但不能沿第一孔槽6222前进或后退。
62.示例性的,当调节杆660相对于固定部640正向转动时,调节杆660向靠近第二子中空区域242方向运动,调节杆660同步带动夹持部620向远离第二子中空区域242方向运动。当调节杆660相对于固定部640反向转动时,调节杆660向远离第二子中空区域242方向运动,调节杆660同步带动夹持部620向远离第二子中空区域242方向运动。
63.请参阅图3和图5,泵浦源封装工装,包括第三底座8,第三底座8位于第一底座2的背向凸台224一侧,且第三底座8位于制冷板440朝向第一底座2一侧;第三底座8与制冷板440固定设置;第三底座8包括第二主体部820和第二中空区域840;所示第二主体部820为耐热热绝缘材质;第二主体部820围合形成第二中空区域840;第二中空区域840用以容纳热沉层420穿过,用以将热沉层420进行限位于第二中空区域840内;第二主体部820面向第一主体部220一侧设有沉槽225,用以将第一主体部220限位于沉槽225内;第一底座2在制冷板440的投影区域位于第三底座8在制冷板440的投影区域内,用以保护操作人员不被第一主体部220及热沉层420烫伤以及保护外围的电子器件不被第一主体部220及热沉层420的热量损坏。
64.第二主体部820包括第二壁面223,第二壁面223围合形成第二中空区域840;第二
中空区域840的开口尺寸大于热沉层420的横截面积,用以在将热沉层420设置于第二中空区域840时,热沉层420面向第二壁面223的侧面与第二壁面223间隔设置,从而避免热沉层420的热量直接传导至第二主体部820。第二主体部820可以为电木材质。
65.第一主体部220为金属导热体;热沉层420为金属导热体;制冷板440为金属导热体;
66.热沉层420为铜材质或铝合金材质。第一主体部220为铜材质或铝合金材质。制冷板440为铜材质或铝合金材质。
67.本技术实施例还提供一种泵浦源封装装置。
68.请参阅图10,泵浦源封装装置包括泵浦源封装工装和冷却流体供应模块5。
69.冷却流体供应模块5用以向制冷板440提供冷却流体。
70.请参阅图10,冷却流体供应模块5为水冷机,冷却流体为冷却水,冷却水由水冷机提供;进口端4412与水冷机的出水端520通过管道560连通,用以向通道441提供由水冷机制冷的冷却水,出口端4414与水冷机的进水端540通过管道560连通;用以从通道441将吸收了制冷板440的热量的冷却水回收至水冷机以进行制冷。
71.在一些实施例中,冷却流体供应模块5还可以为液氮循环冷却系统,冷却流体为液氮,液氮循环冷却系统用以向制冷板440提供液氮。
72.本技术实施例还提供一种泵浦源封装方法。
73.提供第一结构的泵浦源3,参见图2,第一结构的泵浦源3包括半导体激光模组340、泵浦源底座320和泵浦源壳体360,半导体激光模组340与泵浦底座以及泵浦底座与泵浦源壳体360尚未形成焊接层;
74.在半导体激光模组340与泵浦源底座320的接触界面放置焊料,在泵浦源底座320和泵浦源壳体360的接触界面放置焊料,形成第二结构的泵浦源3;
75.提供图10所示的泵浦源封装装置,将第二结构的泵浦源3卡合于第一中空区域240,给电加热结构供电;当焊料受热熔化形成呈熔融状态的焊接层时,停止给电加热结构供电,同时给半导体制冷片460供电以及给制冷板440的通道441不断通入冷却水;当焊接层从熔融状态快速冷却为固化状态时,泵浦源3的焊接封装完成。
76.以上对本技术实施例所提供的泵浦源封装工装、装置及封装方法进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。