1.本实用新型涉及焊接领域,具体涉及一种钣金件折弯后辅助自动焊接装置。
背景技术:
2.焊接是通过电流的加热作用将两个钣金件接触的部分熔化且熔在一起,并在停止通电后熔化的部分凝固,从而实现钣金件连接的一种加工方式。
3.现在常用的焊接方式是焊工手持焊枪将钣金件需要连接的部分焊接在一起,人工焊接人力劳动强度大,工作效率低,且焊接过程对焊工的身体有害。
技术实现要素:
4.本实用新型的目的是:提供一种钣金件折弯后辅助自动焊接装置,解决以上问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种钣金件折弯后辅助自动焊接装置,包括底板、放板件、模组以及放枪件;所述放板件通过连接件与底板连接,所述放板件上设置有侧角和侧面,所述模组通过竖板与底板连接,所述模组上设置有压平件,所述压平件与放板件位置相对应,所述放枪件通过压平件与模组连接,所述放枪件与放板件位置相对应,所述放板件上设置有气孔和气管接头,所述气孔和气管接头连通,所述侧角位于两个侧面的交汇处。
7.进一步的,所述压平件与侧面位置相对应,所述压平件上设置有压轮,所述放枪件上设置有放枪孔,所述放枪件与侧角位置相对应。
8.进一步的,所述压轮与侧面位置相对应,所述放枪件与压平件呈45度角,所述放枪孔与侧角的棱边在一条直线上。
9.进一步的,所述气孔有多个,所述气孔具体位于侧面上靠近侧角处,所述气孔关于放枪孔对称。
10.进一步的,所述气孔在竖直方向上呈直线阵列状分布,所述气孔关于侧角的棱边对称。
11.本实用新型的有益效果为:提供一种钣金件折弯后辅助自动焊接装置,通过底板、放板件、模组以及放枪件相互配合使用,实现制作自动焊接装置代替焊工对钣金件进行焊接的效果,降低了人力劳动强度,提高了工作效率,避免了焊接过程中对焊工身体的伤害,机器焊接的一致性好,节约了生产成本。
附图说明
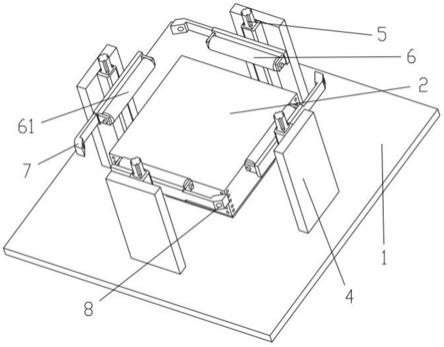
12.图1为本实用新型一种钣金件折弯后辅助自动焊接装置的整体结构轴测图。
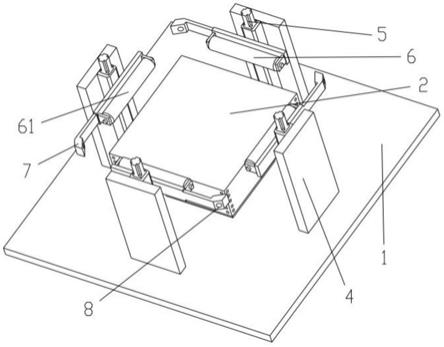
13.图2为本实用新型一种钣金件折弯后辅助自动焊接装置的另一整体结构轴测图。
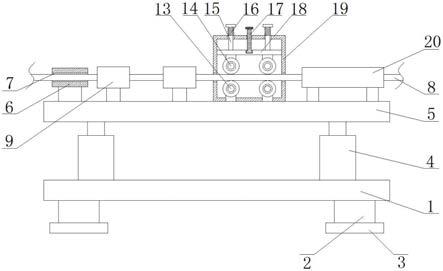
14.图3为本实用新型一种钣金件折弯后辅助自动焊接装置的整体结构主视图。
15.图中:1、底板;2、放板件;21、侧角;22、气孔;23、侧面;24、气管接头;3、连接件;4、竖板;5、模组;6、压平件;61、压轮;7、放枪件;8、放枪孔。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.参考图1至图3,一种钣金件折弯后辅助自动焊接装置,包括底板1、放板件2、模组5以及放枪件7;所述放板件2通过连接件3与底板1连接,用于放置需要焊接的钣金件,所述放板件2上设置有侧角21和侧面23,所述模组5通过竖板4与底板1连接,所述模组5上设置有压平件6,用于压紧折弯后的钣金件的折弯面,确保折弯面贴紧侧面23,所述压平件6与放板件2位置相对应,用于压平放板件2上钣金件的折弯面,所述放枪件7通过压平件6与模组5连接,所述放枪件7与放板件2位置相对应,所述放板件2上设置有气孔22和气管接头24,所述气孔22和气管接头24连通,用于充当气道,吸紧侧面23上的钣金件的折弯面,有利于焊接的精准性,所述侧角21位于两个侧面23的交汇处,所述模组5与外部控制系统电性连接。
18.所述压平件6与侧面23位置相对应,所述压平件6上设置有压轮61,用于直接压紧钣金件的折弯面,所述放枪件7上设置有放枪孔8,用于放置焊枪,所述放枪件7与侧角21位置相对应。
19.所述压轮61与侧面23位置相对应,所述放枪件7与压平件6呈45度角,所述放枪孔8与侧角21的棱边在一条直线上,因为钣金件的折弯面的交汇处与棱边重合。
20.所述气孔22有多个,用于增加吸紧的效率,所述气孔22具体位于侧面23上靠近侧角21处,所述气孔22关于放枪孔8对称。
21.所述气孔22在竖直方向上呈直线阵列状分布,所述气孔22关于侧角21的棱边对称,用于确保钣金件的折弯面受到的吸紧力均匀。
22.本实用新型的工作原理为:当开始焊接工作前,外部搬运机构将需要焊接的折弯后的钣金件搬运到放板件2上,然后将焊枪插装在放枪孔8内,同时将焊机的另一端电线与底板1电性连接,然后开始焊接步骤:在外部控制系统的控制下模组5开始工作带动压平件6向下运动,进而压轮61接触钣金件被折弯的四个面,在此过程中四个压轮61相互配合确保钣金件的中心与放板件2的中心重合,与此同时钣金件的折弯面接触放板件2的侧面23,在此过程中外部控制系统通过气管接头24和气孔22抽气将钣金件的折弯面吸紧,此时钣金件每两个折弯面的接触部均与侧角21的棱边重合,在此过程中在外部控制系统的控制下焊机开始工作,在此过程中放枪孔8内的焊枪接触钣金件的折弯面的接触部,并将两个折弯面焊接在一起,由于模组5带动放枪件7和焊枪匀速运动,所以焊接的比较均匀,保持上述工序直到工作结束后,焊枪停止工作,外部控制系统停止抽气,外部搬运机构将焊接后的钣金件搬运到指定位置处,模组5带动压平件6复位,重复上述工序直到工作结束。
23.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种钣金件折弯后辅助自动焊接装置,其特征在于:包括底板(1)、放板件(2)、模组(5)以及放枪件(7);所述放板件(2)通过连接件(3)与底板(1)连接,所述放板件(2)上设置有侧角(21)和侧面(23),所述模组(5)通过竖板(4)与底板(1)连接,所述模组(5)上设置有压平件(6),所述压平件(6)与放板件(2)位置相对应,所述放枪件(7)通过压平件(6)与模组(5)连接,所述放枪件(7)与放板件(2)位置相对应,所述放板件(2)上设置有气孔(22)和气管接头(24),所述气孔(22)和气管接头(24)连通,所述侧角(21)位于两个侧面(23)的交汇处。2.根据权利要求1所述的一种钣金件折弯后辅助自动焊接装置,其特征在于:所述压平件(6)与侧面(23)位置相对应,所述压平件(6)上设置有压轮(61),所述放枪件(7)上设置有放枪孔(8),所述放枪件(7)与侧角(21)位置相对应。3.根据权利要求2所述的一种钣金件折弯后辅助自动焊接装置,其特征在于:所述压轮(61)与侧面(23)位置相对应,所述放枪件(7)与压平件(6)呈45度角,所述放枪孔(8)与侧角(21)的棱边在一条直线上。4.根据权利要求1所述的一种钣金件折弯后辅助自动焊接装置,其特征在于:所述气孔(22)有多个,所述气孔(22)具体位于侧面(23)上靠近侧角(21)处,所述气孔(22)关于放枪孔(8)对称。5.根据权利要求4所述的一种钣金件折弯后辅助自动焊接装置,其特征在于:所述气孔(22)在竖直方向上呈直线阵列状分布,所述气孔(22)关于侧角(21)的棱边对称。
技术总结
本实用新型涉及一种钣金件折弯后辅助自动焊接装置,包括底板、放板件、模组以及放枪件;所述放板件通过连接件与底板连接,所述放板件上设置有侧角和侧面,所述模组通过竖板与底板连接,所述模组上设置有压平件,所述压平件与放板件位置相对应,所述放枪件通过压平件与模组连接,所述放枪件与放板件位置相对应,所述放板件上设置有气孔和气管接头,所述气孔和气管接头连通,所述侧角位于两个侧面的交汇处。本实用新型提供一种钣金件折弯后辅助自动焊接装置,降低了人力劳动强度,提高了工作效率,避免了焊接过程中对焊工身体的伤害,机器焊接的一致性好,节约了生产成本。节约了生产成本。节约了生产成本。
技术研发人员:金仁发 张国娟
受保护的技术使用者:苏州英诺普精密工业有限公司
技术研发日:2021.08.04
技术公布日:2021/11/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。