1.本实用新型涉及烟用包装技术领域,尤其涉及一种加热卷烟用双腔双开包装盒。
背景技术:
2.近年来,国内外多家烟草企业相继推出加热卷烟机包盒型,由于受到加热烟支尺寸较短的影响,烟支长度短于小盒宽度,在使用过程中会出现烟支侧倒在盒内的情况,所有目前市场上的加热卷烟机包盒型都采用横向双铝包的方式,造成了几乎所有的加热卷烟机包盒型的包装形式都千篇一律,超短的包装形式在去除警语面积、标识信息后较小的狭长型面积非常不利于包装设计。且加热烟支非常容易受潮,在打开小盒不及时的抽完的情况下,烟支品质收到严重影响。
3.公开号为cn2618887的专利文件公开了这样一种能上、下翻盖的硬香烟盒,其由外包装硬盒、翻盖组成,其特征是上、下未封口的包装硬盒上、下两端装置有呈斗形的翻盖。该申请主要用于传统香烟的包装,其虽然上下两端均开口,但是仍然只有一个用于存放香烟的内腔,可用于放置香烟的空间较小。
4.公开号为cn103935640a的专利文件公开了这样一种双向取出的节俭型香烟以及烟盒,涉及一种香烟以及包装,在盒体的两端分别设有上翻盖、下翻盖,由内衬纸中部的折弯将盒体内分为上下两个腔体,在两个腔体中分别设有内衬铝箔纸,香烟包裹在两个腔体中的内衬铝箔纸内。该申请中,是由“内衬纸中部的折弯将盒体内分为上下两个腔体”,两个腔体实际上不是独立的。当取用该包装某个腔体内的香烟、尤其是第一次取用时,由于香烟紧密填充在包装内,取出香烟时,势必会带动内衬纸发生移动,从而造成两个腔体均发生移动形变、对两个腔体内的香烟均会造成影响。
技术实现要素:
5.本实用新型要解决上述问题,提供一种加热卷烟用双腔双开包装盒。
6.本实用新型解决问题的技术方案是,提供一种加热卷烟用双腔双开包装盒,包括外盒以及两个内盒,所述外盒两端开口,两所述内盒分别通过所述外盒两端的开口设置于所述外盒内;所述内盒均包括设置于所述外盒内的封闭部,以及位于所述外盒外、并设有取烟口的取烟部,两所述内盒的封闭部抵接,所述外盒的两端分别设有用于开合所述取烟口的盒盖。
7.作为本实用新型的优选,还包括用于开合所述取烟口的内盒盖,所述内盒盖包括相对的连接端和活动端,所述连接端与所述取烟口的一侧缘连接、所述活动端与所述取烟口的另一侧缘活动连接。
8.作为本实用新型的优选,所述活动端与所述外盒盖连接。
9.作为本实用新型的优选,所述取烟口均包括设置于所述内盒端面的端面口、以及设置于所述内盒侧面的侧面口。
10.作为本实用新型的优选,两所述内盒的侧面口位于同一平面。
11.作为本实用新型的优选,两所述内盒的侧面口分别位于不同平面。
12.作为本实用新型的优选,所述内盒通过内盒框架纸折叠形成,所述内盒框架纸包括两个呈轴对称的内盒半成型纸,所述内盒半成型纸包括内盒正面成型部,所述内盒正面成型部的一组相对的两侧缘分别设有内盒侧面成型部,另一组相对的两侧缘中,一侧缘设有豁口、另一侧缘设有内盒底面成型部,一所述内盒半成型纸的豁口形成所述侧面口。
13.作为本实用新型的优选,所述外盒通过外盒框架纸折叠形成,所述外盒框架纸包括主体成型部以及分别设置于所述主体成型部两端的盒盖成型部;所述主体成型部包括第一主体部和第二主体部,所述第一主体部的相对的两侧缘分别设有第一侧面成型部,所述第二主体部的相对的两侧缘分别设有第二侧面成型部,一所述第二侧面成型部与一所述第一侧面成型部叠合并连接;所述盒盖成型部依次包括与主体成型部连接的连接部、端面口遮盖部、侧面口遮盖部,所述侧面口遮盖部的相对的两侧缘分别设有侧面成型翼,所述连接部的相对的两侧缘分别设有在盒盖折叠成型时、用于与所述侧面成型翼连接的固定部。
14.作为本实用新型的主体成型部一种实施方式的优选,所述第一侧面成型部和第二侧面成型部均为梯形、均包括长边侧缘和短边侧缘,所述第一侧面成型部的长边侧缘与所述第一主体部连接,所述第二侧面成型部的短边侧缘与所述第二主体部连接;所述盒盖成型部分别设置于所述第一主体部的两端。
15.作为本实用新型的主体成型部另一种实施方式的优选,所述第一侧面成型部和第二侧面成型部均为平行四边形;一所述盒盖成型部设置于所述第一主体部、另一所述盒盖成型部设置于所述第二主体部。
16.作为本实用新型的优选,所述侧面口遮盖部还设有能够折叠贴合至所述侧面口遮盖部的阻尼部。
17.作为本实用新型的优选,所述第一侧面成型部、第二侧面成型部、侧面成型翼均设有模切线,所述模切线将所述第一侧面成型部分为第一侧面和第二侧面,所述模切线将所述第二侧面成型部分为第三侧面和第四侧面,所述第四侧面与所述第二侧面叠合并连接。
18.本实用新型的有益效果:
19.1.本技术采用两个独立的内盒形成两个用于装载加热卷烟的内腔,无论是对哪个内盒中的加热卷烟进行取用,另一内盒均不会受到影响,且在一内盒开封后、另一内盒中的加热卷烟还处于密封状态,有效的保证了加热卷烟在开包使用后的储存。同时这种竖向双腔的包装形式新颖,整体外观为长条形与加热烟具更加匹配。
20.2.本技术可以采用内盒框架纸和外盒框架纸一次折叠成型,具有生产效率高的优点。
21.3.本技术的盒盖既可以在同一面双开、也可以在正反两面双开。
附图说明
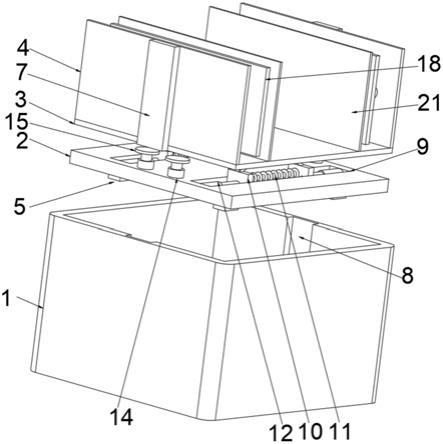
22.图1是一种加热卷烟用双腔双开包装盒一种实施方式的结构示意图;
23.图2是一种加热卷烟用双腔双开包装盒另一种实施方式的结构示意图;
24.图3是一种加热卷烟用双腔双开包装盒又一种实施方式的结构示意图;
25.图4是一种加热卷烟用双腔双开包装盒的内盒框架纸一种实施方式的结构示意图;
26.图5是一种加热卷烟用双腔双开包装盒的内盒框架纸另一种实施方式的结构示意图;
27.图6是一种加热卷烟用双腔双开包装盒的外盒框架纸一种实施方式的结构示意图;
28.图7是一种加热卷烟用双腔双开包装盒的外盒框架纸另一种实施方式的结构示意图;
29.图8是一种加热卷烟用双腔双开包装盒的外盒框架纸又一种实施方式的结构示意图;
30.图中:外盒1,盒盖11,内盒2,取烟口21,主体成型部31,第一主体部311,第二主体部312,第一侧面成型部313,第二侧面成型部314,盒盖成型部32,连接部321,端面口遮盖部322,侧面口遮盖部323,侧面成型翼324,固定部325,阻尼部326,内盒半成型纸4,内盒正面成型部41,内盒侧面成型部42,豁口43,内盒底面成型部44。
具体实施方式
31.以下是本实用新型的具体实施方式,并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
32.实施例1
33.一种加热卷烟用双腔双开包装盒,如图1所示:包括外盒1以及两个内盒2,本实施例中的外盒1和内盒2均为四面体。外盒1两端开口,两内盒2分别通过外盒1两端的开口插入外盒1内;内盒2均包括插入外盒1内的封闭部,以及位于外盒1外、并设有取烟口21的取烟部,两内盒2的封闭部抵接,还可以将封闭部与外盒1内壁连接,一般可以采用胶粘,提高内盒2和外盒1之间的连接紧密度的同时,避免了两个内盒2之间的影响。此外,外盒1的两端分别设有用于开合取烟口21的盒盖11。为了便于使用者取烟,本实施例中,取烟口21均包括设置于内盒2端面的端面口、以及设置于内盒2侧面的侧面口。同时本实施例中,两取烟口21的侧面口位于外盒1的同一侧面。
34.其中,内盒2通过内盒框架纸折叠形成,如图4和图5所示,内盒框架纸包括两个呈轴对称的内盒半成型纸4,内盒半成型纸4包括内盒正面成型部41,内盒正面成型部41的一组相对的两侧缘分别设有内盒侧面成型部42,另一组相对的两侧缘中,一侧缘设有豁口43、另一侧缘设有内盒底面成型部44。将该内盒框架纸折叠形成内盒2时,内盒2上即有两个豁口423,使其中任一豁口43形成侧面口即可。两个内盒半成型纸4的对称轴可以是图4中的竖直轴,也可以是图5中的水平轴,本实施例中采用图5的结构方式,两个内盒底面成型部44连接。在将其折叠形成内盒2时,通过折叠的方式,使得内盒正面成型部41与其内盒底面成型部44垂直、使得内盒正面成型部41与其内盒侧面成型部42垂直。两个内盒底面成型部44共同形成内盒2的底面,然后将一内盒半成型纸4的内盒侧面成型部42与另一内盒半成型纸4的内盒侧面成型部42叠合并连接(通常采用胶粘)即可。同时,由于将内盒框架纸折叠形成立体的内盒2后,内盒2的侧面和底面之间会有缝隙,因此,本实施例中,内盒底面成型部44的两端还分别设有加强部,在折叠形成立体的内盒2时,将加强部折叠贴合到内盒侧面成型部42上并连接即可,加强部可以贴合至内盒侧面成型部42位于内盒2内的一面、也可以贴合至内盒侧面成型部42位于内盒2外的一面。
35.外盒1通过外盒框架纸折叠形成,如图6所示,外盒框架纸包括主体成型部31以及分别设置于主体成型部31两端的盒盖成型部32;主体成型部31包括第一主体部311和第二主体部312,第一主体部311的相对的两侧缘分别设有第一侧面成型部313,第二主体部312的相对的两侧缘分别设有第二侧面成型部314。在作为外盒框架纸时,一第二侧面成型部314与一第一侧面成型部313叠合并连接;在折叠形成立体结构时,再将另一第二侧面成型部314与另一第一侧面成型部313叠合并连接。
36.盒盖成型部32依次包括与主体成型部31连接的连接部321、端面口遮盖部322、侧面口遮盖部323,侧面口遮盖部323的相对的两侧缘分别设有侧面成型翼324,连接部321的相对的两侧缘分别设有在盒盖11折叠成型时、用于与侧面成型翼324连接的固定部325。为了进一步加强固定效果,还可以在端面口遮盖部322的两侧缘设置加强固定部,在盒盖11折叠成型时,加强固定部与固定部325或侧面成型翼324的内侧面连接。此外,为了避免盒盖11盖合时,容易受外力而打开导致加热卷烟掉出,侧面口遮盖部323还设有用于折叠贴合至侧面口遮盖部323、以增大侧面口遮盖部323与内盒2实体部分之间的摩擦力的阻尼部326。
37.本实施例中,由于取烟口的侧面口设置在外盒1的同一侧面,因此第二主体部312的长度应该小于第一主体部311的长度,以使得折叠形成外盒1后,第二主体部312的两端形成可供侧面口露出的开口。这种设计方式还需要第一侧面成型部和第二侧面成型部的配合,如图6所示,第一侧面成型部313和第二侧面成型部314均为梯形、均包括长边侧缘和短边侧缘,第一侧面成型部313的长边侧缘与第一主体部311连接,第二侧面成型部314的短边侧缘与第二主体部312连接;盒盖成型部32分别设置于第一主体部311的两端。
38.实施例2
39.本实施例与实施例1基本相同,其不同之处在于:本实施例中,如图2所示,两取烟口21的侧面口分别位于不同平面、分别位于外盒1相对的两侧面。
40.基于此,本实施例中,外盒框架纸的主体成型部31也需要不同的设计方式,如图7所示,第一侧面成型部313和第二侧面成型部314均为内角为非直角的平行四边形;以使得在折叠形成立体结构时,第一主体部311和第二主体部312交错,分别形成可供内盒2的侧面口露出的开口。此时,一盒盖成型部32设置于第一主体部311、另一盒盖成型部32设置于第二主体部312。
41.实施例3
42.本实施例与实施例1基本相同,其不同之处在于:本实施例中,如图3所示,外盒1和内盒2均为八面体。
43.基于此,本实施例中,外盒框架纸和内盒框架纸均需要不同的设计方式,如图8所示,第一侧面成型部313、第二侧面成型部314、侧面成型翼324均设有模切线,模切线将第一侧面成型部313由靠近第一主体部311到远离第一主体311的方向依次分为第一侧面和第二侧面,模切线将第二侧面成型部314由靠近第二主体部312到远离第二主体312的方向依次分为第三侧面和第四侧面。在作为外盒框架纸时,一第二侧面成型部314的第四侧面与一第一侧面成型部313第二侧面叠合并连接;在折叠形成立体结构时,再将另一第二侧面成型部314的第四侧面与另一第一侧面成型部313的第二侧面叠合并连接。
44.实施例4
45.本实施例与实施例1基本相同,其不同之处在于:本实施例中,内盒2均采用具有保
湿保润的内衬纸制成,同时,内盒2还包括用于开合取烟口21的内盒盖,内盒盖可以仅为一张保湿保润纸,其包括相对的连接端和活动端。其中,连接端与取烟口21的一侧缘连接,可以是直接与用于制成内盒2的内衬纸一体成型;活动端与取烟口21的另一侧缘活动连接,这种活动连接可以是胶粘,优选地采用不干胶,使得活动端可以与内盒反复粘连、打开,从而可以反复开启取烟口21。此外,本实施例中,内盒2直接设置于外盒1内,内盒2与外盒1内壁不连接。
46.基于上述结构,本实施例的包装盒在使用时,可以将内盒2从外盒1中抽出分离后单独使用,具有携带方便的优点,此时内盒盖可以起到密封保护卷烟的效果。
47.实施例5
48.本实施例与实施例4基本相同,其不同之处在于:本实施例中,保湿保润的内盒盖的活动端与外盒盖11连接,这种连接方式可以有多种,比如通过不干胶连接。
49.基于上述结构,本实施例的包装盒在关闭时,内、外两层盒盖可以提高对卷烟的保护效果,避免卷烟受外界环境影响而变质;同时,在打开包装盒以取用香烟时,通过打开外盒盖11即可同时打开内盒盖,操作方便。
50.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。