1.本实用新型属于铸件钻孔辅助定位的工装技术领域,具体涉及结构合理,能够用于五轴机床辅助钻孔,便于要加工的铸件毛坯找正中心轴线,能够方便调整铸件毛坯的加工面,钻孔定位精准,结构简单,使用方便的一种铸件毛坯定位辅助工装。
背景技术:
2.现有的铸件毛坯通过五轴机床进行钻孔加工时通常需要将铸件固定到机床旋转工作台上,而对于外形不规则的壳型结构工件,在将其固定到机床旋转工作台时一般无法直接固定,需要借助辅助工具。在涉及到一些具有外圆结构,且要对铸件毛坯对称钻孔时需要精准找正铸件中心轴线,现有的辅助定位装置 一般仅具有辅助固定的功能,在找正铸件中心轴线时需要人工调整工件、通过实时测量来确定铸件中心轴线,这种操作方式由于是人工测量,不仅效率低,而且由于测量的精度限制,导致中心轴线找正存在较大偏差,最终使得铸件毛坯加工后达不到精密铸件的要求。
技术实现要素:
3.本实用新型的目的为解决现有的铸件毛坯钻孔加工时存在的中间轴线找正不便,存在较大偏差的问题,而提供一种结构合理,能够用于五轴机床辅助钻孔,便于要加工的铸件毛坯找正中心轴线,能够方便调整铸件毛坯的加工面,钻孔定位精准,结构简单,使用方便的铸件毛坯定位辅助工装
4.本实用新型采用的技术方案是:
5.一种铸件毛坯定位辅助工装,包括底板一,所述底板一顶面对称设置有两块v型块,所述v型块的为顶面向内凹陷成v字形凹槽的板状结构,两块v型块平行正对设置,且两块v型块均与底板一垂直设置,所述v字形凹槽贯穿v型块的左右两侧面,所述两块v型块之间设置有一个左右旋双头螺母,所述左右旋双头螺母与两块v型块相对的侧面垂直,左右旋双头螺母的两个螺孔内各设置有一个与之相匹配螺柱,螺柱未伸入到螺孔的一端的侧面开设有键槽,v型块上与螺柱正对的位置开设有通孔,螺柱透过通孔延伸到v型块的另一侧,通孔内在螺柱上的键槽相对的位置也开设有键槽,键槽内设置有定位键;v型块朝向前方的前侧面靠近底面的位置向内凹陷,与底板一共同形成一个梯形的凹口,凹口贯穿v型块的左右两侧面,v型块朝向前方的前侧面位于凹口内的部分与底板一垂直。
6.进一步的,所述v型块朝向前方的前侧面位于凹口内的部分开设有定位调整螺孔,定位调整螺孔内设置有定位调整螺钉。
7.进一步的,所述底板一上位于两块v型块的外侧各开设有一组支撑调整螺孔,两组支撑调整螺孔对称设置,支撑调整螺孔内设置有支撑调整螺钉。
8.进一步的,所述底板一上位于支撑调整螺孔的外侧各开设有一组压紧螺孔,两组压紧螺孔对称设置,压紧螺孔内设置有压紧螺钉。
9.进一步的,所述底板一下方平行设置有底板二,底板一与底板二之间设置有支撑
板,支撑板与底板一和底板二垂直且固定连接。
10.本实用新型的有益效果在于:本实用新型提供的一种铸件毛坯定位辅助工装通过设置在底板一上的v型块,可以将要加工的铸件毛坯的外圆部分放置到v字形凹槽上,通过转动左右旋双头螺母,使其两侧的螺柱同时向两块v型块的外侧移动,由于螺柱与通孔上的键槽内设置有定位键,因此在转动左右旋双头螺母时,两根螺柱在通孔内不会发生转动,只会沿通孔伸缩平移,当两根螺柱同时顶住铸件毛坯内壁上时,则铸件毛坯的中心轴线相对于两块v型块已自动找正;v型块朝向前方的前侧面靠近底面的位置的梯形的凹口便于将壳型的铸件毛坯套设在v型块的前面位置,目的是为了调整铸件的俯仰角度;两块v型块的外侧开设的支撑调整螺孔以及设置在支撑调整螺孔内的支撑调整螺钉,是为了调整铸件毛坯相对于底板一的垂直高度;开设在底板一上位于支撑调整螺孔的外侧的压紧螺孔,以及压紧螺孔内设置的压紧螺钉,是为了将相对于底板一调整好三轴参数的铸件毛坯与底板一固定在一起,便于后续上机床进一步加工;设置在底板一下方的底板二为固定安装板,其作用是将整个工装连同固定在其上的毛坯铸件一并固定安装到机床的工作台上。
11.总之,本实用新型提供的一种铸件毛坯定位辅助工装具有结构合理,能够用于五轴机床辅助钻孔,便于要加工的铸件毛坯找正中心轴线,能够方便调整铸件毛坯的加工面,钻孔定位精准,结构简单,使用方便的优点。
附图说明
12.图1是本实用新型提供的一种铸件毛坯定位辅助工装的立体结构示意图;
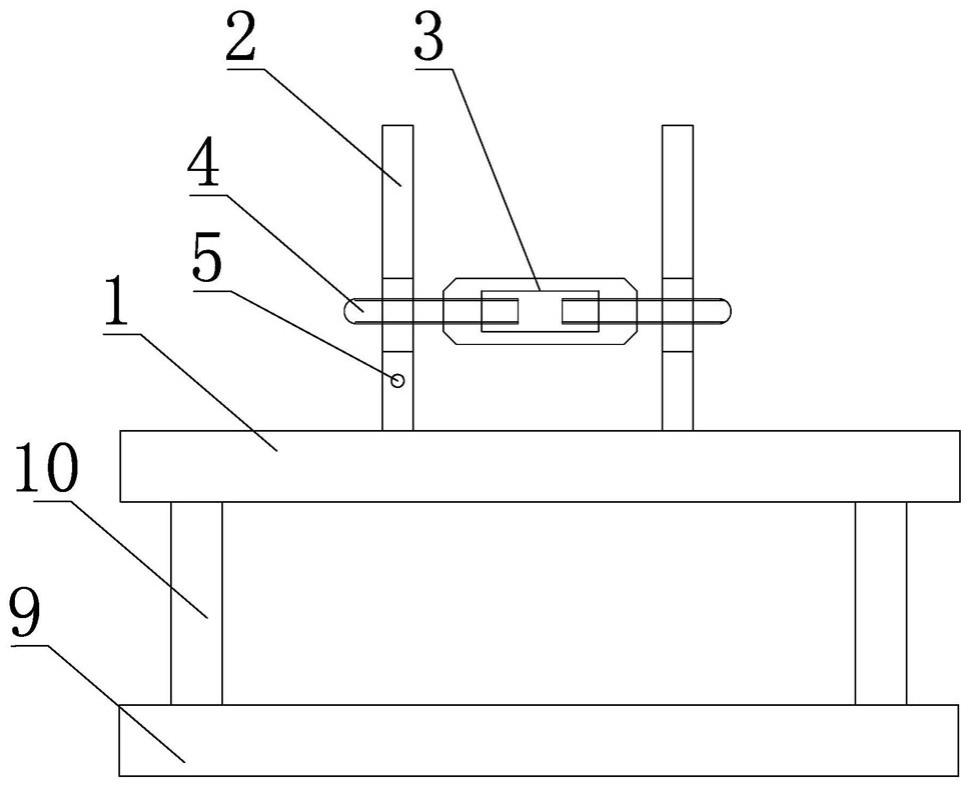
13.图2是本实用新型提供的一种铸件毛坯定位辅助工装的主视结构示意图;
14.图3是本实用新型提供的一种铸件毛坯定位辅助工装的左视结构示意图;
15.图4是本实用新型提供的一种铸件毛坯定位辅助工装的俯视结构示意图;
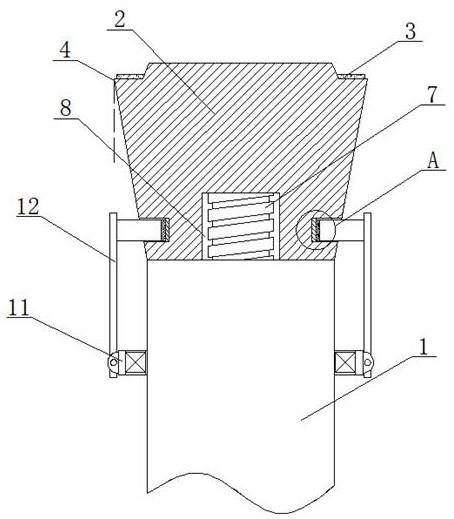
16.图5是使用本实用新型提供的一种铸件毛坯定位辅助工装进定位调整加工的铸件毛坯的立体结构示意图
17.图中: 1、底板一;2、v型块;3、左右旋双头螺母; 4、螺柱;5、定位键;6、定位调整螺孔;7、支撑调整螺孔;8、压紧螺孔;9、底板二;10、支撑板。
具体实施方式
18.本实用新型的核心是提供一种铸件毛坯定位辅助工装。
19.下面结合附图对本实用新型的内容作进一步说明:
20.一种铸件毛坯定位辅助工装,如图1~4所示,包括底板一1,在底板一1的顶面对称焊接有两块v型块2, v型块2的为顶面向内凹陷成v字形凹槽的板状结构,两块v型块2平行正对设置,且两块v型块2均与底板一1垂直设置, v字形凹槽贯穿v型块2的左右两侧面,两块v型块2之间设置有一个左右旋双头螺母3,左右旋双头螺母3与两块v型块2相对的侧面垂直,左右旋双头螺母3的两个螺孔内各设置有一个与之相匹配螺柱4,螺柱4未伸入到螺孔的一端的侧面开设有键槽,v型块2上与螺柱4正对的位置开设有通孔,螺柱4透过通孔延伸到v型块2的另一侧,通孔内在螺柱3上的键槽相对的位置也开设有键槽,键槽内设置有定位键5,通过转动左右旋双头螺母3,使其两侧的螺柱4同时向两块v型块2的外侧移动,由于螺柱4与通孔上的键槽内设置有定位键5,因此在转动左右旋双头螺母3时,两根螺柱4在通孔内不
会发生转动,只会沿通孔伸缩平移;v型块2朝向前方的前侧面靠近底面的位置向内凹陷,与底板一1共同形成一个梯形的凹口,凹口贯穿v型块2的左右两侧面,v型块2朝向前方的前侧面位于凹口内的部分与底板一1垂直,由于有凹口的结构,便于将壳型的铸件毛坯套设在v型块2的前面位置,易于固定铸件毛坯,v型块2朝向前方的前侧面位于凹口内的部分开设有定位调整螺孔6,定位调整螺孔6内设置有定位调整螺钉;底板一1上位于两块v型块2的外侧各开设有一组支撑调整螺孔7,两组支撑调整螺孔7对称设置,支撑调整螺孔7内设置有支撑调整螺钉;底板一1上位于支撑调整螺孔7的外侧各开设有一组压紧螺孔8,两组压紧螺孔8对称设置,压紧螺孔8内设置有压紧螺钉;底板一1下方平行设置有底板二9,底板一1与底板二9之间焊接有支撑板10,支撑板10与底板一1和底板二9垂直且固定连接。
21.具体使用时,将如图5所示的壳型的铸件毛坯套设在v型块2的前面位置,使要加工的铸件毛坯的外圆部分放置到v字形凹槽上,通过转动左右旋双头螺母3,使其两侧的螺柱4同时向两块v型块2的外侧移动,由于螺柱4与通孔上的键槽内设置有定位键5,因此在转动左右旋双头螺母3时,两根螺柱4在通孔内不会发生转动,只会沿通孔伸缩平移,当两根螺柱4同时顶住铸件毛坯内壁上时,则铸件毛坯的中心轴线相对于两块v型块2已自动找正;待找正中心轴线后,通过旋转设置在定位调整螺孔6内的定位调整螺钉的伸出长度,让其顶在铸件毛坯上,使铸件毛坯相对于底板一1的垂直度达到加工要求;通过旋转支撑调整螺钉,让其顶在铸件毛坯上,使铸件毛坯相对于底板一1的垂直高度达到加工要求;在铸件毛坯上正对压紧螺孔8的位置开设出工艺孔(螺孔),通过压紧螺栓将铸件毛坯与底板一1固定连接;通过将底板二9固定安装到机床的工作台上,最终达到将整个工装连同固定在其上的毛坯铸件一并固定安装到机床的工作台上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。