1.本实用新型属于弯管加工领域,涉及一种用于带弯头扁管弯管工装,可以实现弯管的单件加工,提高了精度和加工合格率,避免了弯管过程中造成的凹陷缺陷,满足使用要求。
背景技术:
2.包端管为压力表核心感压元件,典型样式为c形管,其结构为中空的圆形管。利用在包端管内腔冲压,包端管末端产生形变带动传动机构来指示压力。其中包端管弯管加工的精度直接影响包端管特性要求,现有的弯管有热成型弯管、三轴弯管机弯管、半自动弯管机弯管等方式、主要应用于管道连接管、连续加工,一般只有角度要求,弯管存在凹陷缺陷,整体精度差。
3.本实用新型的目的是:提供一种用于带弯头扁管弯管工装,可以实现弯管的单件加工,提高了加工合格率和精度,避免了弯管过程中造成的凹陷缺陷,满足使用要求。
4.本实用新型的技术方案是:提供一种用于带弯头的扁管弯管工装,所述用于带弯头的扁管弯管工装包括芯轴1和引条2;所述芯轴1为圆柱回转结构;所述芯轴1上设置有凹槽,用于固定扁管3的一端;扁管3的另一端套设有引条2,引条2远离扁管的一端固定;所述芯轴1的一端与弯管机主轴连接,弯管机带动芯轴1旋转,芯轴1旋转带动扁管弯曲变形。
5.可选地,所述芯轴1包括椎体部分和圆柱体部分;椎体部分与弯管机主轴相连,圆柱体部分设置有凹槽。
6.可选地,所述引条2为长条状结构,引条2的端部设置有安装孔,便于引条2与弯管机固定连接。
7.可选地,所述引条2插入扁管的端部淬火硬度为hrc48~52。
8.可选地,扁管的一端预先冲压有弯头,弯头与扁管的夹角为α;凹槽的斜边与圆柱中心线的夹角γ,夹角γ与夹角α相等。
9.可选地,凹槽为长方体结构,凹槽的宽度t3与扁管的弯头的厚度t1相等。
10.可选地,引条2的厚度t4小于扁管弯曲前的内径厚度t2。
11.本实用新型的优点是:提供了一种用于带弯头扁管弯管工装,能够快速安装,可以实现弯管的单件加工,提高了加工合格率和精度,避免了弯管过程中造成的凹陷缺陷,满足使用要求。
附图说明
12.图1是带弯头的扁管原材料示意图,其中左图为扁管剖视图,右图为a
‑
a截面图;
13.图2是扁管加工后的产品示意图,其中左图为产品剖视图,右图为a
‑
a截面图;
14.图3是芯轴示意图,其中左图为芯轴正视图,右图为芯轴剖视图;
15.图4是引条示意图,其中左图为引条剖视图,右图为a
‑
a截面图;
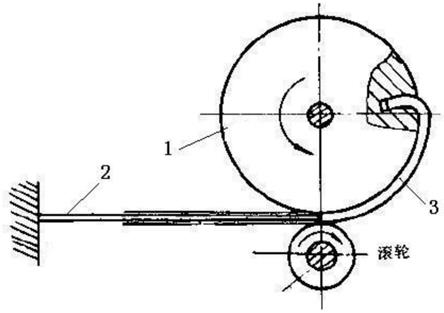
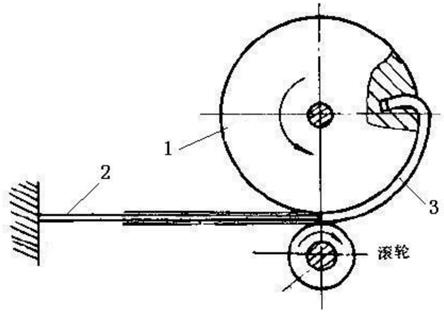
16.图5是弯管加工过程示意图。
具体实施方式
17.下面对本实用新型做进一步详细说明。
18.本实施例,提供一种用于带弯头的扁管弯管工装,所述用于带弯头的扁管弯管工装包括芯轴1和引条2;所述芯轴1为圆柱回转结构;所述芯轴1上设置有凹槽,用于固定扁管的一端;扁管的另一端套设有引条2,引条2远离扁管的一端固定;所述芯轴1的一端与弯管机主轴连接,弯管机带动芯轴1旋转,芯轴1旋转带动扁管弯曲变形。
19.图3是芯轴示意图,左图为芯轴正视图,右图为芯轴剖视图。所述芯轴1包括椎体部分和圆柱体部分;椎体部分与弯管机主轴相连,圆柱体部分设置有凹槽。
20.图1是带弯头的扁管原材料示意图,左图为扁管剖视图,右图为a
‑
a截面图。扁管的一端预先冲压有弯头,弯头与扁管的夹角为α。凹槽的斜边与圆柱中心线的夹角为γ,夹角γ与夹角α相等。本实施例,芯轴右端凹槽角度需根据带弯头原材料弯头角度α匹配,满足γ=5
°±1°
,以便带弯头原材料在芯轴上固定。
21.进一步地,凹槽为长方体结构,凹槽的宽度t3与扁管的弯头的厚度t1相等,以便带弯头原材料可以放入芯轴凹槽中。
22.图4是引条示意图,左图为引条剖视图,右图为a
‑
a截面图。所述引条2为长条状结构,引条2的端部设置有安装孔,便于引条2与弯管机固定连接。本实施例,所述引条2插入扁管的端部淬火硬度为hrc48~52,保证了引条硬度和强度要求,增加了耐磨性,延长了使用寿命。引条2的厚度t4小于扁管弯曲前的内径厚度t2,引条厚度t4需与带弯头原材料内径厚度t2相匹配,即可以保证引条能够插入又能够保证产品厚度要求。
23.本实用新型的工作原理是:参见图5。本实用新型用于带弯头扁管弯管工装,芯轴t8a 材料并经淬火处理,硬度值hrc50~55;引条采用65mn材料并经过调质处理,硬度值 hrc30~35,插入端局部淬火硬度hrc48~52。带弯头扁管的一侧为芯轴,另一侧设置有滚轮。
24.实际使用时,先将芯轴一端圆锥体插入弯管机主轴中固定,再将带弯头扁管的弯头放入芯轴一端的凹槽中,将引条插入扁管的内孔中,插入深度以引条前端与芯轴相切即可,开动弯管机,芯轴带动扁管旋转一周后,自动停止;将引条沿水平方向退出,取下零件即可。这样的工装既保证了弯管后的内径要求,又保证了厚度要求,同时引条的使用有效的防止弯管内陷的缺陷。加工后的产品,如图2所示;图2是扁管加工后的产品示意图,左图为产品剖视图,右图为a
‑
a截面图。
25.本实施例,芯轴d=φ36mm,凹槽宽度t3=2mm
±
0.1mm,γ=5
°±1°
;引条厚度t4=0.65mm。
技术特征:
1.一种用于带弯头的扁管弯管工装,其特征在于,所述用于带弯头的扁管弯管工装包括芯轴(1)和引条(2);所述芯轴(1)为圆柱回转结构;所述芯轴(1)上设置有凹槽,用于固定扁管的一端;扁管(3)的另一端套设有引条(2),引条(2)远离扁管的一端固定;所述芯轴(1)的一端与弯管机主轴连接,弯管机带动芯轴(1)旋转,芯轴(1)旋转带动扁管弯曲变形。2.根据权利要求1所述的用于带弯头的扁管弯管工装,其特征在于,所述芯轴(1)包括椎体部分和圆柱体部分;椎体部分与弯管机主轴相连,圆柱体部分设置有凹槽。3.根据权利要求1所述的用于带弯头的扁管弯管工装,其特征在于,所述引条(2)为长条状结构,引条(2)的端部设置有安装孔,便于引条(2)与弯管机固定连接。4.根据权利要求3所述的用于带弯头的扁管弯管工装,其特征在于,所述引条(2)插入扁管的端部淬火硬度为hrc48~52。5.根据权利要求3所述的用于带弯头的扁管弯管工装,其特征在于,扁管的一端预先冲压有弯头,弯头与扁管的夹角为α;凹槽的斜边与圆柱中心线的夹角为γ,夹角γ与夹角α相等。6.根据权利要求3所述的用于带弯头的扁管弯管工装,其特征在于,凹槽为长方体结构,凹槽的宽度t3与扁管的弯头的厚度t1相等。7.根据权利要求3所述的用于带弯头的扁管弯管工装,其特征在于,引条(2)的厚度t4小于扁管弯曲前的内径厚度t2。
技术总结
本实用新型属于弯管加工领域,涉及一种用于带弯头的扁管弯管工装。所述用于带弯头的扁管弯管工装包括芯轴(1)和引条(2);所述芯轴(1)为圆柱回转结构;所述芯轴(1)上设置有凹槽,用于固定扁管的一端;扁管的另一端设有引条(2),引条(2)远离扁管的一端固定;所述芯轴(1)的一端与弯管机主轴连接,弯管机带动芯轴(1)旋转,芯轴(1)旋转带动扁管弯曲变形。本实用新型的用于带弯头的扁管弯管工装,可以实现弯管的单件加工,提高了加工合格率和精度,避免了弯管过程中造成的凹陷缺陷,满足使用要求。求。求。
技术研发人员:陈清 杨小雄 曾志成
受保护的技术使用者:合肥江航飞机装备股份有限公司
技术研发日:2020.12.04
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。