1.本发明涉及一种旋转组装体的测定装置。
背景技术:
2.作为使多个部件安装在旋转体的周围制造的旋转组装体,有用于航空发动机、发电的涡轮发电机。作为将作为被安装构件的叶片安装在旋转体上的方法,公开了将多个叶片安装在遍及旋转体的周方向地形成的槽中的方法(专利文献1、专利文献2)。另外,公开了将叶片安装在以规定的间隔形成在旋转体的周围的多个安装部的各自上的方法(专利文献3)。
3.【在先技术文献】
4.【专利文献】
5.专利文献1:日本特开2010
‑
270751号公报
6.专利文献2:日本特开2013
‑
139769号公报
7.专利文献3:日本特许第5999845号公报
技术实现要素:
8.发明所要解决的课题
9.在安装叶片时需要测定叶片的物理量,从作业效率的观点看,希望有效地进行其测定。
10.本发明是鉴于上述课题作出的发明,其目的在于提供一种有效地进行被安装构件的测定的技术。
11.为了解决课题的手段
12.根据本发明提供一种测定装置,其测定在旋转主体部的周方向安装的多个被安装构件的物理量,其特征在于,具备载置部、测定组件和移载组件,该载置部载置可收容上述多个被安装构件的收容构件;该测定组件测定被安装构件的物理量;该移载组件在上述载置部和上述测定组件之间移载上述被安装构件。
13.发明的效果
14.根据本发明,能有效地进行被安装构件的测定。
附图说明
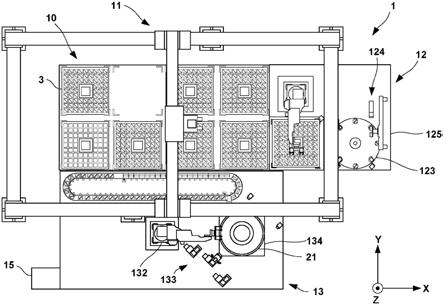
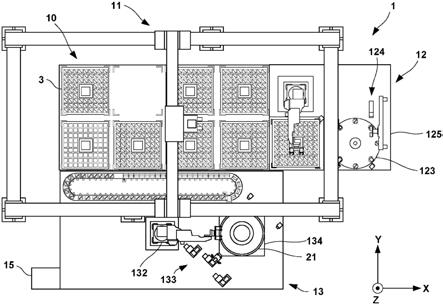
15.图1是概略地表示一实施方式的制造系统的俯视图。
16.图2是概略地表示一实施方式的叶片的结构的立体图。
17.图3是概略地表示一实施方式的托盘的结构的立体图。
18.图4是表示图1的置台的概略的立体图。
19.图5是表示图1的移载装置的概略的立体图。
20.图6是表示图1的测定装置的概略的立体图。
21.图7是表示图1的测定装置的概略的俯视图。
22.图8是表示图1的安装装置的概略的俯视图。
23.图9a是图8的8b方向的向视图,是表示限制单元没有限制运送体的移动的状态的图。
24.图9b是图8的8b方向的向视图,是表示限制单元限制运送体的移动的状态的图。
25.图10是图8的8a方向的向视图。
26.图11是8a方向的向视图,是仅表示旋转主体部21的图。
27.图12是模式地表示安装了叶片的状态的安装部的图。
28.图13a是图11的i
‑
i线剖视图,是表示将叶片插入安装部的途中的状态的模式图。
29.图13b是图11的ii
‑
ii线剖视图,是表示叶片与安装部卡合的状态的图。
30.图14是表示制造系统的硬件结构的概略图。
31.图15是表示移载装置的硬件结构的概略图。
32.图16是表示测定装置的硬件结构的概略图。
33.图17是表示安装装置的硬件结构的概略图。
34.图18是表示由制造系统进行的叶片的安装工序的一例的流程图。
35.图19是表示图18的处理的详细情况的流程图,是表示移载装置的处理的一例的流程图。
36.图20是表示图18的处理的详细情况的流程图,是表示测定装置的处理的一例的流程图。
37.图21是表示图18的处理的详细情况的流程图,是表示安装装置的处理的一例的流程图。
38.图22是概略地表示其它的实施方式的叶片的结构的立体图。
具体实施方式
39.为了实施发明的方式
40.以下,参照附图详细地说明实施方式。此外,以下的实施方式不是限定与权利要求的范围有关的发明实施方式,另外,在实施方式中说明的特征的组合的全部不一定是在发明中所必须的。在实施方式中说明的多个特征之中的两个以上的特征也可以任意地组合。另外,在同一或者同样的结构上附加同一参照符号,重复的说明省略。此外,在各图中,将x方向及y方向作为水平方向,将z方向作为铅直方向。
41.<制造系统>
42.图1是概略地表示本发明的一实施方式的制造系统1的俯视图。制造系统1是用于将多个被安装构件安装在旋转主体部21制造旋转组装体的系统。在本实施方式中,将作为被安装构件的叶片22(参照图2)安装在旋转主体部21。由制造系统1制造的旋转组装体2(参照图13b)例如可作为航空发动机、涡轮发电机的结构部件使用。在本实施方式中,制造系统1包括载置收容叶片22的托盘3的置台10;移载叶片22的移载装置11;测定叶片22的物理量的测定装置12;和将叶片22安装在旋转主体部21的安装装置13。另外,制造系统1包括总体地控制这些装置的控制装置15。此外,至于各装置的结构后述。
43.<叶片及托盘>
44.图2是概略地表示叶片22的结构的立体图。叶片22是在制造系统1中安装在旋转主体部21的被安装构件。例如,叶片22由耐热合金(例如,镍基高温合金、钛铝合金)、陶瓷基复合材料(cmc)等构成。在本实施方式的情况下,叶片22包括根部221、凸缘部222、翼形状部223和识别符224。
45.根部221构成为可与旋转主体部21的槽211卡合。通过根部221的下侧的被卡合部2211与在图13a及图13b中所示的槽211的卡合槽2111卡合,限制叶片22的相对于旋转主体部21的径方向(在图13b中是上下方向)及旋转轴方向(在图13b中是左右方向)的移动。翼部223构成旋转组装体2的所谓的动翼。另外,凸缘部222规定翼部223彼此的间隔。在将多个叶片22在旋转主体部21的周方向并列地配置的情况下,通过相邻的叶片22的凸缘部222彼此抵接,将翼部223彼此的间隔保持为规定的值。另外,识别符224是用于识别各个叶片22的识别符。作为识别符224,例如可以使用条形码、qr码(注册商标)等二维码。
46.图3是概略地表示托盘3的结构的立体图。托盘3是可收容作为被安装构件的叶片22的收容构件。托盘3包括多个叶片收容部31、被保持部32及识别符33。
47.在多个叶片收容部31可分别收容叶片22。多个叶片收容部31构成为可在一方向或者与一方向交叉的方向一个一个地并列地收容叶片22。被保持部32是在移载装置11移载托盘3时由移载装置11的托盘保持部111保持的部分。识别符33是用于可识别各个托盘3的识别符。作为识别符33,能使用与识别符224同样的识别符。识别符33可由移载装置11的读取部115(后述)读取,托盘3的识别符33、叶片收容部31的位置及叶片22的识别符224关联地存储在托盘收容信息存储部1262a(后述)。此外,至于叶片收容部31,考虑到容易看见,仅在其一部分上附加符号,省略了其它的符号。
48.<置台>
49.图4是表示图1的置台10的概略的立体图。置台10是用于预先临时载置托盘3的台。在本实施方式中,置台10包括用于载置托盘3的载置构件101,载置构件101的载置区域划分为供给区域102、待机区域103和回收区域104。
50.供给区域102是载置从制造系统1的外部移送的托盘3的区域。即,在本实施方式的情况下是供给收容了叶片22的状态的托盘3的区域。在供给区域102上,设置了进行托盘3的定位的定位构件1021。定位构件1021从载置构件101向上方延伸到大幅地超过托盘3的一个量的高度的位置。由此,供给区域102能装载多个托盘3。此外,向供给区域102供给的托盘3也可以是没有收容叶片22的空的状态。
51.待机区域103是用于使收容了测定装置12测定的叶片22的托盘3待机的区域。待机区域103不装载多个托盘3,以可在水平方向并列地载置的方式具有比供给区域102、回收区域104大的空间。在本实施方式中,待机区域103可在x方向及y方向并列多个地载置地设置成矩形状。由此,载置在待机区域103上的托盘3可由位于它们的上方的移载装置11的读取部115(后述)读取托盘3的识别符33、叶片22的识别符224。此外,作为在待机区域103上待机的托盘3,也可以载置没有将叶片22收容在多个叶片收容部31的空的托盘3。
52.另外,在待机区域103上,设置了进行托盘3的定位的定位构件1031。此外,也可以将收容了测定前的叶片22的托盘3载置在待机区域103上。在这里,至于定位构件1031,考虑到容易看见,仅在其一部分上附加符号,省略了其它的符号。
53.回收区域104是载置向制造系统1的外部移送的托盘3的区域。即,在回收区域104
上,载置待回收的托盘3。通过将收容的叶片22向安装装置13移载成为空了的托盘3,由移载装置11向回收区域104移载。此外,载置在回收区域104上的托盘3也可以是收容了叶片22的状态。另外,在回收区域104上,设置了进行托盘3的定位的定位构件1041。定位构件1041从载置构件101向上方延伸到大幅地超过托盘3的一个量的高度的位置。由此,供给区域102能装载多个托盘3。另外,通过设置供给区域102及回收区域104,能依次供给并回收托盘3,使制造系统1连续地工作。
54.一并地参照图1。在本实施方式的情况下,在置台10中的第一方侧103a(在图1中是右侧)设置测定装置12,在与第一方侧103a不同的第二方侧103b(在图1中是下侧)设置安装装置13。另外,将置台10中的与第一方侧103a及第二方侧103b不同的第三方侧103c(在图1中是左侧)的部分作为供给区域102及回收区域104。这样,与置台10的待机区域103邻接地设置测定装置12及安装装置13。而且,由移载装置11遍及地供给区域102、回收区域104、测定装置12及安装装置13地在各自的上方进行托盘3或者叶片22的移载。因此,托盘3及叶片22的移动距离减小,制造系统1能有效地进行制造。
55.<移载装置>
56.图5是表示图1的移载装置11的概略的立体图。移载装置11是用于在置台10和测定装置12之间及在置台10和安装装置13之间移载叶片22的装置。在本实施方式的情况下,移载装置11是所谓的龙门型的正交机器人,在置台10、测定装置12及安装装置13的上方,设置成可在水平方向及铅直方向移动。另外,在本实施方式中,移载装置11包括托盘保持部111、叶片保持部112、水平移动部113、铅直移动部114、读取部115、支承部117和控制部116(后述)。此外,作为移载装置11的结构,例如也可采用垂直多关节机器人等其它的众所周知的装置。
57.托盘保持部111保持托盘3。在本实施方式的情况下,托盘保持部111包括分别具有钩挂部1112的一对板状构件1111、1111。通过使这些板状构件1111、1111向相互离开间隔的方向(箭头5a方向)分别平行移动,钩挂部1112、1112勾挂在托盘3的被保持部32的被勾挂部(未图示),保持托盘3。此外,托盘保持部111保持托盘3的结构是例示,也可采用托盘保持部111把持托盘3的一部分的结构等其它的结构。
58.叶片保持部112(移载保持组件)保持叶片22。在本实施方式的情况下,设置了2个叶片保持部112、112,其各自具有可把持叶片22的翼形状部223的一对把持构件1121、1121。叶片保持部112通过使一对把持构件1121、1121向相互离开间隔的方向(箭头5b方向)分别平行移动把持翼形状部223来保持叶片22。在本实施方式的情况下,2个叶片保持部112、112能分别一个一个地保持叶片22。
59.此外,在本实施方式的情况下,托盘保持部111及叶片保持部112支承在设置在铅直移动部114的前端(下端)部的支承部117。支承部117具备安装在铅直移动部114的前端(下端)部的固定部117a;和构成为可相对于固定部117a转动的转动部117b。在本实施方式的情况下,固定部117a,其一方固定在铅直移动部114的前端(下端)部,在另一方构成为可使转动部117b转动。转动部117b的转动轴是相对于铅直移动部114的铅直轴va向下方倾斜45度的倾斜轴ta,转动部117b以倾斜轴ta为中心转动。转动部117b可转动地支承在固定部117a,在相对于倾斜轴ta向一方向(水平方向)倾斜45度的一方部构成托盘保持部111,在相对于倾斜轴ta向另一方向(铅直方向)倾斜45度的另一方部构成叶片保持部112。
60.因此,一对把持构件1121、1121在图5中朝向水平方向,但通过支承部117的转动部117b在绕倾斜轴ta的(箭头5c)方向转动,托盘保持部111和叶片保持部112的位置替换,能与移载目的相应地任意地把持成为铅直移动部114的铅直方向的下方的叶片22或者托盘3的把持进行移载。另外,在本实施方式的情况下,移载装置11具有2个叶片保持部112。由此,移载装置11能有效地进行叶片22的替换作业。
61.水平移动部113是用于将托盘保持部111及叶片保持部112在水平方向(图的x方向及y方向)移动的结构。水平移动部113包括在x方向延伸的一对轨道构件1131、1131;跨在一对轨道构件1131、1131上设置,并可在x方向移动的1132;和在x移动体1132上可在y方向移动的y移动体1133。
62.一对轨道构件1131、1131是在y方向空开间隔地设置并支承x移动体1132的结构,划定托盘保持部111及叶片保持部112的移动范围。在本实施方式的情况下,一对轨道构件1131、1131在x方向遍及置台10的全域及测定装置12的一部分地延伸,并且在y方向以置台10的全域及安装装置13的一部分位于它们之间的方式离开间隔地设置。由此,构成为可将托盘保持部111及叶片保持部112遍及置台10的全域、测定装置12的一部分及安装装置13的一部分地移动。
63.x移动体1132是用于使托盘保持部111及叶片保持部112在x方向移动的结构。例如,x移动体1132包括电动马达等驱动源(未图示)。而且,x移动体1132通过与电动马达的输出轴连结的小齿轮机构和设置在轨道构件1131上的齿条机构啮合,使托盘保持部111及叶片保持部112在x方向移动。
64.y移动体1133是用于使托盘保持部111及叶片保持部112在y方向移动的结构。例如,y移动体1133包括电动马达等驱动源(未图示)。而且,y移动体1133通过与电动马达的输出轴连结的小齿轮机构和设置在x移动体1132上的齿条机构啮合,使托盘保持部111及叶片保持部112在y方向移动。此外,x移动体1132及y移动体1133的结构不限于上述的结构,可采用众所周知的结构。
65.铅直移动部114是用于使托盘保持部111及叶片保持部112在铅直方向(z方向)移动的结构。例如,铅直移动部114包括电动马达等驱动源(未图示),由滚珠丝杠机构、齿条和小齿轮机构等使托盘保持部111及叶片保持部112在z方向移动。此外,铅直移动部114的结构不限于上述的结构,可采用众所周知的结构。
66.读取部115读取托盘3的识别符33、叶片22的识别符224。由此,能判别成为移载的对象的托盘3、叶片22。
67.此外,在本实施方式中,置台10的上方、测定装置12的一部分的上方及安装装置13的一部分的上方成为移载装置11的托盘保持部111及叶片保持部112的移动范围,但移动范围可适宜设计。例如,置台10、测定装置12及安装装置13的全体也可以作为移载装置11的托盘保持部111及叶片保持部112的移动范围。
68.另外,在本实施方式中,如后述的那样,移载装置11在置台10和测定装置12之间经托盘3进行叶片22的移载,在置台10和安装装置13之间直接移载叶片22。但是,移载装置11也可采用在置台10和测定装置12之间直接移载叶片22的结构、在置台10和安装装置13之间经托盘3移载叶片22的结构。
69.<测定装置>
70.图6是图1的测定装置12的概略的立体图,图7是表示测定装置12的概略的俯视图。测定装置12是用于测定叶片22的物理量的装置。在本实施方式的情况下,测定装置12邻接地设置在置台10的待机区域103侧。另外,在本实施方式中,测定装置12包括载置部121;机器人122;旋转台123;测定单元124;支承它们的基座部125;和控制部126(后述)。
71.载置部121是为了测定前后的叶片22待机而设置的,包括载置收容测定前后的叶片22的托盘3的载置台1211;和托进行盘3的定位的定位机构1212。在本实施方式的情况下,载置台1211在测定装置12内与置台10相向地设置。由此,载置部121和置台10的距离变近,可进行托盘3的有效的移载。
72.定位机构1212具备限制托盘3的四角的位置的限制构件;和可使限制构件的1个位移的位移单元1213。通过在将托盘3载置在载置台1211上的状态下位移单元1213在图的箭头7a方向位移,托盘3与各限制构件抵接,决定载置台1211上的托盘3的位置。
73.机器人122进行载置部121、旋转台123之间的叶片22的移载。在本实施方式中,机器人122是垂直多关节型的机器人,在其前端部设置了可把持叶片22的保持部1221。由此,机器人122能进行旋转台123上的处于替换位置n1的支承在叶片支承构件1232(后述)上的叶片22和不同的叶片122的替换。此外,在本实施方式中,机器人122是垂直多关节型,但可使用水平多关节型的机器人、其它的众所周知的产业用机器人。
74.旋转台123一个一个地载置由机器人123从载置部121移载的叶片22,可移动地设置在配置在旋转台123的周边的测定单元124上。通过将载置在旋转台123上的叶片22由旋转台123的旋转移动向测定单元124的各测定器移动,依次进行由各测定器进行的测定。旋转台123包括可旋转地支承的圆形的板状构件1231;和以规定的间隔配置在与成为板状构件1231的中心的轴123c同心的圆上123r的多个叶片支承部1232。
75.板状构件1231例如可由马达等驱动机构1235在图7的箭头7b方向绕成为板状构件1231的中心的轴旋转。而且,通过使板状构件123间歇动作,能使叶片支承部1232移动并停止在由测定单元124进行的测定位置。叶片支承构件1232是支承叶片22的支承构件,设置了多个,各自可支承叶片22。在本实施方式的情况下,在板状构件1231的周缘部1236以等间隔配置了8个叶片支承构件1232。但是,其个数可适宜设计。此外,至于叶片支承构件1232,考虑到容易看见,仅在其一部分上附加符号,省略了其它的符号。
76.测定单元124是用于测定叶片22的各种物理量等的结构。测定单元124包括读取器1241、尺寸测定器1242、重量测定器1243及温度测定器1244,以能实施支承在旋转台123上的叶片22的测定的方式配置这些测定器。此外,以下,存在将它们总称来称为各测定器124a的情况。另外,测定单元124包括在重量测定器1243和旋转台123之间移送叶片的移送机构1245。
77.读取器1241读取预先向叶片22赋予的识别符224(例如,qr码(注册商标)、条形码等二维码)。由此,在各叶片22中,能单独地管理测定的各种物理量。例如,读取器1241是条形码读取器。
78.尺寸测定器1242测定成为预先设定的叶片22的尺寸l(图3的尺寸l)的尺寸测定部位。尺寸l与在将叶片22安装在旋转主体部21时的周方向的尺寸对应。而且,基于尺寸l,选择安装在旋转主体部21的叶片22。例如,尺寸测定器1242也可以包括照相机。而且,尺寸测定器1242也可以由照相机从上方拍摄叶片22,并分析其图像数据,算出尺寸。另外,例如,尺
寸测定器1242也可以是激光式的测长传感器等。
79.重量测定器1243测定叶片22的重量。从涡轮等高效率化(气体的流动性提高、燃烧效率的提高等)、振动的抑制等观点看,希望抑制在将叶片22安装在旋转主体部21时的旋转组装体2的重心和其旋转轴的位置偏离。因此,需要基于由重量测定器1243测定的重量将叶片22平衡良好地配置在旋转主体部21的周方向。
80.移送机构1245包括把持叶片22的把持部1245a,能由把持部1245a在重量测定器1243和旋转台123之间移送叶片。另外,把持部1245a可由未图示的驱动源在y方向及z方向移动。
81.温度测定器1244测定叶片22的温度。由此,能考虑到叶片22的热膨胀来修改尺寸l的值。例如,温度测定器1244也可以是非接触的红外线放射温度计。
82.在本实施方式中,如在图7中所示的那样,各测定器124a的测定区域p2~p4及读取区域p1在叶片支承构件1232的移动路径上位于等间隔的位置。即,测定区域p2~p4及读取区域p1沿着旋转台123的板状构件1231的边缘位于等间隔的位置。因此,各自的叶片22每当板状构件1231旋转90度时都进行测定。
83.另外,在本实施方式的情况下,如上述的那样沿着板状构件1231的边缘以等间隔配置了8个叶片支承构件1232。在8个叶片支承构件1232之中的每隔一个地配置的4个叶片支承构件1232位于测定位置m1~m4的位置情况下,分别配置在它们之间的剩余的4个叶片支承构件1232之中的1个以位于替换位置n1的方式配置。由此,机器人122能在由各测定器进行的测定的过程中替换测定后(测定完)的叶片22和测定前(未测定)的叶片22。因此,测定装置12通过使板状构件1231每次旋转45度并停止,能有效地进行测定及叶片22的替换。
84.基座部125可支承测定装置12的各结构要素地设置。基座部125包括支承载置部121的载置支承部1251;支承测定单元124的测定支承部1252;和支承移载叶片22的机器人122的移载支承部1253。由此,由于载置部121、测定单元124及机器人122的相对位置已经确定,所以能正确地进行作业。另外,通过任意地设定各自的支承部的高度来设定载置在载置部121的托盘3的高度、设置在旋转台123上的叶片支承构件1232的高度和最适合于由机器人122进行的叶片22的移载的高度,能使叶片22的移载效率提高。
85.<安装装置>
86.图8是表示安装装置13的概略的俯视图。安装装置13是用于将由测定装置12测定的叶片22安装在旋转主体部21的装置。安装装置13与置台10的待机区域103邻接地设置。由此,移载装置11能将由测定装置12测定完的叶片22有效地向安装装置13移载。安装装置13包括载置部131、机器人132、旋转体测定部133、旋转体支承部134和控制部135(后述)。另外,包括将载置部131、机器人132、旋转体测定部133和旋转体支承部134做成一体的基座部136。
87.载置部131是用于载置安装在旋转主体部21的叶片22的结构。在本实施方式的情况下,载置部131配置置台10侧。由此,能缩短在待机区域103和载置部131之间移载叶片22时的移载装置11的移动距离,能有效地进行叶片22的移载。
88.在本实施方式的情况下,载置部131包括多个运送体1311、移动单元1312、限制单元1313和读取单元1314。读取单元1314例如具有与测定装置12的读取器1241同样的结构,读取预先向叶片22赋予的识别符224。读取器1241例如是条形码读取器。
89.多个运送体1311分别具有载置叶片22的叶片载置部1311b和由限制单元1313限制运送体1311的移动的突出部1311a。此外,至于叶片支承构件1232,考虑到容易看见,仅在其一部分上附加符号,省略了其它的符号。
90.移动单元1312包括多个运送体1311循环地移动的环形的路径部r。即,多个运送体1311搭载在环形的路径部r。例如,移动单元1312既可以是形成环形的路径部r的滚子输送带,也可以采用其它的输送带、众所周知的运送机构。
91.另外,在本实施方式的情况下,在移动单元1312的路径部r上设置了包括载置位置r1在内的载置区间s1及包括取出位置r2在内的安装区间s2。载置区间s1是移载装置11可在置台10和运送体1311之间移载叶片22的区间。另外,安装区间s2是机器人132可在旋转体主体部21和运送体1311之间移载安装在旋转主体部21的叶片22的区间。例如,在安装位置r2,读取单元1314读取叶片22的识别符224,在读取的识别符224与应该安装的叶片22的识别符224一致的情况下,机器人132也可以把持该叶片22。此外,载置区间s1及安装区间s2可与移载装置11、机器人132的结构等相应地适宜设计。
92.限制单元1313是限制由移动单元1312进行的运送体1311的移动的单元。限制单元1313,例如,在移载装置11将叶片22载置在空的运送体1311上的情况下、在机器人132把持从运送体1311安装在旋转主体部21的叶片22的情况下等限制运送体1311的移动。另外,在读取单元1314读取叶片22的识别符224情况下等也限制运送体1311的移动。
93.图9a是图8的8b方向的向视图,是表示限制单元1313没有限制运送体1311的移动的状态(限制单元1313和运送体1311没有抵接的状态)的图。另外,图9b是图8的8b方向的向视图,是表示限制单元1313限制运送体1311的移动的状态(限制单元1313和运送体1311抵接的状态)的图。限制单元1313的基部1313b可在上下方向位移地支承限制构件1313a。在运送体1311可移动(图9a)时,限制构件1313a通过向上方位移,位于突出部1311a的移动路径上,运送体1311的突出部1311a与限制构件1313a抵接,限制运送体1311的移动(图9b)。此外,限制单元1313的结构是例示,也可采用其它的结构。例如,也可以将限制构件1313a设置成可在与移动单元1311的移动方向垂直的方向位移。
94.此外,在本实施方式中,以在载置部131包括移动单元1312的结构为例进行了说明,但也可采用载置部131不具有移动单元1311的结构。例如,运送体也可以是构成移动用的驱动机构的自走式的运送体。
95.一并地参照图10及图11。图10是图8的8a方向的向视图,图11是8a方向的向视图,是仅表示旋转主体部21的图。在本实施方式的情况下,将旋转主体部21支承在可旋转的旋转体支承部134,以可测定该旋转主体部21的物理量的方式设置了旋转体测定部133。
96.在这里,对旋转主体部21进行说明。旋转主体部21构成旋转组装体2(参照图13b)的主体部分,绕旋转轴z1旋转。在本实施方式的情况下,旋转主体部21包括圆周面,在该圆周面上设置了可安装叶片22的安装部m1
‑
m3。在本实施方式的情况下,安装部m1
‑
m3是在以旋转轴z1为中心设定的圆周上连续地形成的槽。此外,以下以安装部m1为例进行说明,但旋转体测定部133相对于安装部m2、m3也能进行同样的测定。另外,在不特别区别安装部m1
‑
m3的情况下存在简单地称为安装部m的情况。此外,在本实施方式中,以旋转组装体2包括安装部m1
‑
m3在内的作为一体构造物的情况为例来列举说明,但作为旋转组装体2不限定于此。例如,旋转组装体也可以是将在中心具有穿插旋转轴体的孔的圆盘体进行了组合的结构。
具体地说,也可以在3个圆盘体的外周部分别地形成包括插入口2112(后述)在内的安装部m2、m1、m3,将旋转轴体嵌入这3个圆盘体的各孔中,构成旋转主体部22。
97.旋转体测定部133进行与旋转主体部21有关的测定。在本实施方式的情况下,旋转体测定部133包括周长测定部1330和间隙测定部1335。
98.周长测定部1330测定与旋转主体部21的安装部m1的周长有关的物理量。在本实施方式的情况下,安装部m1是遍及旋转主体部21的周方向地形成的槽,周长测定部1330测定该槽的直径d1。由此测定结果算出安装部m1的周长。周长测定部1330包括照相机单元1331a、1331b和照明1332a、1332b。另外,照相机单元1331a、1331b具备使各自的照相机向与旋转轴z1平行的轴方向(高度方向)移动的移动机构。由此移动机构能使各自的照相机向最适合于安装部m的拍摄(测定)的位置移动并进行拍摄(测定)。另外,通过使各自的照相机在轴方向移动,能使其向最适合于在轴方向高度不同的安装部m2及安装部m3的拍摄(测定)的位置移动,测定各自的槽的直径。此外,轴方向的高度,例如,能通过以载置旋转主体部21的旋转支承部134的载置面为基准设定移动机构的基准来算出并取得。
99.照相机单元1331a、1331b,如图10的那样,可分别拍摄旋转主体部21的在从侧面看安装部m1的情况下的两端部。换言之,照相机单元1331a拍摄在从侧面看安装部m1的情况下的一方部分,取得与其位置有关的信息。另外,照相机单元1331b拍摄在安装部m1的槽的周上相对于旋转主体部21的旋转轴z1处于一方部分的对称的位置的另一方部分,并取得与其位置有关的信息。而且,以取得的一方部分和另一方部分的各自的位置为基础算出直径d1的距离。
100.照明1332a、1332b分别与照相机单元1331a、1331b相向地设置,分别从相向侧照射照相机单元1331a、1331b的拍摄范围。照明1332a、1332b,例如,也可以是led照明。通过由照明1332a、1332b使光源从照相机单元1331a、1331b的相向的方向照射,能使支承在配置在它们之间的旋转体支承部134的旋转体主体部21的棱线变得明晰。
101.一并地参照图12。图12是模式地表示安装了叶片22的状态的安装部m1的图。间隙测定部1335进行与安装在安装部m1的叶片22的配置有关的测定。例如,间隙测定部1335测定与被安装构件之间的间隙有关的物理量。在本实施方式中,间隙测定部1335在任意的数量的叶片22沿着安装部m1安装完了后,测定最初安装的叶片22c(图12中的从上数第2个叶片22)和最后安装的叶片22(图12中的从上数第3个叶片22)之间的间隙量g。
102.间隙测定部1335包括照相机单元1336和照明1337。另外,照相机单元1336具备使照相机向与旋转轴z1平行的轴方向移动的移动机构。照相机照相机单元1336拍摄(测定)间隙量g,通过分析其拍摄图像,算出间隙量g。照明1337照射照相机单元1336的拍摄区域。例如,照明1337也可以是led照明。另外,照相机单元1336具备使照相机向与旋转轴z1平行的轴方向移动的移动机构。由此移动机构能使照相机向最适合于与被安装构件之间的间隙有关的物理量的测定的拍摄位置移动并进行拍摄。另外,通过使照相机在轴方向移动,能在测定与安装于在轴方向高度不同的安装部m2及安装部m3的叶片22的被安装构件之间的间隙有关的物理量的最适合的位置拍摄并测定间隙量g。此外,轴方向的高度,例如,能通过以载置旋转主体部21d的旋转支承部134的载置面为基准设定移动机构的基准来算出并取得。
103.此外,在本实施方式中,周长测定部1330及间隙测定部1335的结构是例示,例如,也可以由激光式的测长传感器等进行与周长、间隙有关的测定。另外,也可采用其它的众所
周知的测定方法。
104.机器人132将叶片22安装在旋转主体部21。在本实施方式中,机器人132是具有与测定装置12的机器人122同样的结构的垂直多关节型的机器人,但也可以是其它的众所周知的产业用机器人。
105.在这里,对由机器人132进行的叶片22的安装进行说明。与图11一起参照图13a及图13b。图13a是图11的i
‑
i线剖视图,是表示将叶片22插入安装部m的插入口2112的途中的状态的模式图。另外,图13b是图11的ii
‑
ii线剖视图,是表示将叶片22插入安装部m进行了卡合的状态(安装完了的状态)的图。在本实施方式的情况下,机器人132通过将叶片22从安装部m的插入口2112插入(图13a)并在周方向滑动,处于插入口2112的位置的叶片22向在周方向偏离的位置移动(图13b)。机器人132通过依次反复进行此动作,全部的叶片22的向安装部m的安装完了。此时,如果使各自的叶片22接近地配置,则在安装最后的叶片22时,最后的叶片22和最初的叶片22相邻。以在这两叶片22之间产生一些间隙的方式设定了旋转主体部22的安装部m的周长。间隙测定部1335测定此一些间隙的间隙量g。
106.基座部136支承安装装置13的各结构要素。在基座部136,设置了配置旋转体支承部134的支承配置部1361;配置支承周长测定部1330的周长测定配置部1362;和配置支承间隙测定部1335的间隙测定配置部1363。由于它们一体地以任意的高度设置在基座部136,所以能规定它们的相对位置,由周长测定部1330及间隙测定部1335正确地进行测定。另外,能效率良好地进行由机器人132进行的叶片22的在运送体1311和旋转体主体部21之间的移动。
107.<控制结构>
108.图14是表示制造系统1全体的硬件结构的概略图。在本实施方式的情况下,控制装置15和移载装置11、测定装置12、安装装置13分别连接,控制制造系统1的全体的动作。控制装置15具备处理部151、存储部152、接口部153,它们相互由总线154连接。
109.处理部151例如是以cpu为代表的处理器,执行存储在存储部152的程序。存储部152例如包括ram(内存)、rom(只读存储器)、硬盘等,除了处理部152执行的程序以外,也储存各种数据。接口部153设置在处理部151和外部设备之间,例如,是通信接口、i/o(输入/输出)接口。主计算机4是进行设置制造系统1的生产设备全体的管理及控制的控制装置。
110.图15是表示移载装置11的硬件结构的概略图。在本实施方式的情况下,控制部116与构成移载装置11的其它的各要素连接,控制移载装置11的动作。控制部116具备处理部1161、存储部1162和接口部1163,它们相互地由总线1164连接。
111.处理部1161例如是以cpu为代表的处理器,执行存储在存储部1162的程序。存储部1162例如包括ram(内存)、rom(只读存储器)、硬盘等,除了处理部1161执行的程序以外,也储存各种数据。接口部1163设置在处理部1161和外部设备(控制装置15等)之间,例如,是通信接口、i/o(输入/输出)接口。
112.处理部1161可经接口部1163与控制装置15通信,与来自控制装置15的指示相应地使移载装置11的各要素动作。例如,在以将供给区域103的托盘3向测定装置12的载置部121移载的方式存在指示的情况下,处理部1161使水平移动部113及铅直移动部114动作,使托盘保持部111移动,保持托盘3,使托盘3移载到载置部121。
113.在本实施方式的情况下,存储部1162作为可存储数据的存储区域包括托盘位置信
息存储部1162a。托盘位置信息存储部1162a是用于管理载置托盘3的位置的存储区域,作为存储的信息包括“托盘识别信息”和“位置信息”。
[0114]“托盘识别信息”是用于识别各个托盘3的信息。例如,处理部1161通过移载装置11的读取部115等读取托盘3的识别符33取得“托盘识别信息”。另外,“位置信息”是表示将托盘3载置在制造系统1上的哪里的信息。例如,分别向置台10的待机区域103的各载置位置、供给区域102、回收区域104及测定装置12的载置部121等分配固有的位置信息。而且,处理部1161,在将托盘3载置在任一载置位置的情况下,将“托盘识别信息”和载置该托盘3的场所的“位置信息”关联地存储在托盘位置信息存储部1162a。由此,托盘位置信息存储部1162a能管理各个托盘3的位置。
[0115]
图16是表示测定装置12的硬件结构的概略图。在本实施方式的情况下,控制部126与测定装置12的各要素连接,控制测定装置12的动作。控制部126具备处理部1261、存储部1262和接口部1263,它们相互地由总线1264连接。
[0116]
处理部1261例如是以cpu为代表的处理器,执行存储在存储部1262的程序。存储部1262例如包括ram(内存)、rom(只读存储器)、硬盘等,除了处理部1261执行的程序以外,也储存各种数据。接口部1263设置在处理部1261和外部设备(控制装置15等)之间,例如,是通信接口、i/o(输入/输出)接口。
[0117]
处理部1261可经接口部1263与控制装置15通信,与来自控制装置15的指示相应地是测定装置12的各要素动作。在从控制装置15存在与载置在载置部121的叶片22的物理量有关的测定的指示的情况下,处理部1261由机器人122使叶片22依次从载置在载置部121的托盘3向旋转台123移载。另外,处理部1261一边使旋转台123间歇地旋转一边使叶片22向测定单元124的测定位置移动并停止。而且,使测定单元124测定移动到测定位置的叶片22的测定。另外,处理部1261,如果托盘3由移载装置11移载到载置部121,则使定位机构1212动作,进行托盘3的定位。
[0118]
存储部1262,作为可存储数据的存储区域,包括托盘收容信息存储部1262a及叶片信息存储部1262b。
[0119]
托盘收容信息存储部1262a是用于管理收容在托盘3中的叶片22的信息的存储区域,作为存储的信息包括“托盘识别信息”(上述)、“收容符号”和“叶片识别信息”。
[0120]“收容符号”是分别向托盘3内的多个叶片收容部31赋予的符号,是用于识别是否将某个叶片22收容在了托盘3的哪个叶片收容部31的信息。另外,“叶片识别信息”是用于识别各个叶片22的信息。例如,控制部1261通过使读取器1241读取叶片22的识别符224,取得“叶片识别信息”。而且,处理部1261通过将“收容符号”和“叶片识别信息”关联地存储在托盘收容信息存储部1262a,能管理收容在托盘3中的叶片22。
[0121]
叶片信息存储部1262是用于管理各个叶片的测定信息的存储区域,作为存储的信息包括“叶片识别信息”(上述)和“测定信息”。
[0122]“测定信息”是与测定装置12测定的叶片22的物理量有关的信息。在本实施方式的情况下,作为“测定信息”,包括各叶片22的重量、尺寸、温度。处理部1261通过将它们与“叶片识别信息”和关联地存储在叶片信息存储部1262b,能管理各自的叶片22的物理量。
[0123]
图17是表示安装装置13的硬件结构的概略图。在本实施方式的情况下,控制部135与安装装置13的各要素连接,控制安装装置13的动作。控制部135具备处理部1351、存储部
1352和接口部1353,它们相互地由总线1354连接。
[0124]
处理部1351例如是以cpu为代表的处理器,执行存储在存储部1352的程序。存储部1352例如包括ram(内存)、rom(只读存储器)、硬盘等,除了处理部1351执行的程序以外,也储存各种数据。接口部1353设置在处理部1351和外部设备(控制装置15等)之间,例如,是通信接口、i/o(输入/输出)接口。
[0125]
处理部1351可经接口部1353与控制装置15通信,与来自控制装置15的指示相应地使安装装置13的各要素动作。例如,在从控制装置15存在要求取得与旋转主体部21的周长有关的信息的情况下,使周长测定部1330测定旋转体21的周长。另外,在从控制装置15存在安装的指示的情况下,基于存储在配置信息存储部1352b(后述)的信息,使机器人132进行叶片22的安装。在安装后,使间隙测定部1335进行间隙的测定,进行间隙的状态的判定。
[0126]
在本实施方式的情况下,存储部1352作为可存储数据的存储区域包括安装部信息存储部1352a、配置信息存储部1352b及间隙信息存储部1352c。安装部信息存储部1352a是用于管理旋转主体部21的安装部m的信息的存储区域,作为存储的信息等包括“安装部识别信息”、“周长”和“高度”。
[0127]“安装部识别信息”是用于识别各个安装部m的信息。“周长”是安装装置13的周长测定部1330测定的安装部m的周长。另外,“高度”是周长测定部1330测定的安装部m的高度。处理部1351通过将它们关联地存储在安装部信息存储部1352a,能管理旋转主体部21的每个安装部m的信息。
[0128]
配置信息存储部1352b是用于管理安装在安装部m的叶片22的配置的安装信息的存储区域,作为存储的信息包括“配置信息”、“配置位置”和“叶片识别信息”(上述)。“配置位置”是与在安装部m的周方向的叶片22的位置有关的信息。例如,“配置位置”既可以是以插入口2112为基准的相对位置,也可以是安装序号。“配置信息”是与将哪个叶片22安装在安装部m的各自的配置位置有关的信息,“叶片识别信息”和“配置位置”相互关联。由此,配置信息存储部1352b能管理将哪个叶片22配置在安装部m的哪个位置。
[0129]
间隙信息存储部1352c是用于管理将叶片22安装在安装部m后的邻接的叶片22的间隙的存储区域,作为存储的信息,包括“安装部识别信息”(上述)、“配置信息”、“间隙”和“判定结果”。
[0130]“间隙”是安装装置13的间隙测定部1335测定的邻接的叶片22之间的间隙。“判定结果”是测定的间隙的间隙量g是否在预先设定的容许值的范围内的判定结果。通过将它们与“配置信息”关联地存储,能逐渐积蓄叶片22的配置是否是适当的信息。
[0131]
此外,控制装置15的9存储部152也可以对存储在移载装置11的存储部1162、测定装置12的存储部1262及安装装置13的存储部1352的各自中的信息进行存储。另外,通过控制装置15和主计算机4通信,也可以使各种信息存储在主计算机4中。在该情况下,控制装置15的处理部151也可以对各装置要求数据,各装置的处理部基于控制装置15的处理部151的要求将对象的数据向处理部151发送。同样,通过控制装置15和主计算机4通信,也可以进行对象的数据的发送和接收。
[0132]
<系统的动作>
[0133]
图18是表示由制造系统1进行的叶片22的安装工序的一例的流程图。各工序通过构成制造系统1的任一个或者多个装置基于来自处理部151的指示进行动作来实现。例如,
本流程图,如果从制造系统1的外部向置台10的供给区域102移送托盘3,则开始。
[0134]
在s1801中,移载装置11基于来自处理部151的指示,移载载置在供给区域102上的托盘3。此时,移载装置11基于图19的处理进行托盘的3的移载。处理部151,如果确认移载装置11向载置部121移载了托盘3,则进入s1802的处理。
[0135]
在s1802中,测定装置12基于来自处理部151的指示,进行收容托盘3中的叶片22的测定。至于详细情况由图20说明。处理部151,如果确认由测定装置12进行的测定结束了,则进入s1803的处理。
[0136]
在s1803中,移载装置11基于处理部151来自的指示,将在收容了测定完的叶片22的状态下载置在载置部121的托盘3向待机区域103移载。处理部151,如果确认移载装置11向待机区域103移载了托盘3,则进入s1804。
[0137]
在s1804中,安装装置13基于来自处理部151的指示,进行叶片22的安装。此外,在本工序中,也进行旋转主体部21的周长测定、安装的叶片22的选定,选定的叶片22的移载等,但至于它们的详细情况由图20说明。
[0138]
在1805中,移载装置11基于来自处理部151的指示,将成为空了的托盘3向回收区域104移载。处理部151,如果确认由移载装置11进行的移载结束了,则结束本流程图。
[0139]
此外,在上述中着眼于某1个托盘3对一连串的流动进行了说明,但也可以在对1个托盘3的处理全部结束前进行对接下来的托盘3的处理。即,也可以在安装装置13进行叶片22的安装过程中,以测定装置12进行对接下来的叶片22的测定的方式并行地进行各自的处理。由此,能有效地进行安装作业。
[0140]
<移载装置的动作>
[0141]
图19是表示s1801的处理的详细情况的流程图,是表示移载装置11的处理部1161的处理的一例的流程图。例如,本流程图通过移载装置11的处理部1161读出执行存储在存储部1162的程序来实现。例如,本流程图,如果从制造系统1的外部向供给区域104供给托盘3,移载装置11的处理部1161从控制装置15的处理部151接收移载指示,则开始。
[0142]
在s1901中,处理部1161确认是否别的托盘3载置到成为移载目的地的载置部121。在别的托盘3载置到载置部121的情况下,进入s1902,使托盘3向待机区域103移载,进入s1903。此外,s1902的处理,也存在根据待机区域103及载置部121的状况不实施的情况(参照图19的虚线)。此时,处理部1161也可以由读取部115读取托盘3的识别符33,将托盘3的识别信息及载置托盘3的位置的位置信息存储在托盘位置信息存储部1162a。另一方面,在没有别的托盘3载置在载置部121的情况下,进入s1905,将托盘3向载置部121移载,进入s1906。
[0143]
在s1903中,处理部1161再次确认是否别的托盘3载置在成为移载目的地的载置部121。即,处理部1161确认载置部121是否空着。在没有别的托盘3载置在载置部121的情况下,进入s1904,处理部1161将托盘3向载置部121移载,进入s1906。此外,在s1904的处理中,在没有省略s1902的处理的情况下,在s1901中,从待机区域103向载置部121移载托盘3,在进行s1902的处理的情况下,从供给区域104向载置部121移载托盘3。另一方面,在别的托盘3载置在载置部121的情况下,反复进行s1903的处理。
[0144]
在s1906中,处理部1161将向载置部121移载完托盘3的意思的信息向控制装置15发送,结束本流程图。此时,处理部1161也可以将托盘3的识别信息一并地向控制装置15发
送。
[0145]
<测定装置的动作>
[0146]
图20是表示s1802的处理的详细情况的流程图,是表示测定装置12的处理部1261的处理的一例的流程图。例如,本流程图通过测定装置12的处理部1261读出执行存储在存储部1262的程序来实现。例如,本流程图,如果处理部1261从控制装置15的处理部151接收测定指示,则开始。
[0147]
在s2001中,处理部1261由机器人122将叶片22向旋转台123移载。在本实施方式中,机器人122向旋转第123的支承部1232移载叶片22。
[0148]
在s2002~s2005中,处理部1261分别进行由读取器1241进行的识别符224的读取、由尺寸测定器1242进行的尺寸测定、由重量测定器1243进行的重量测定及由温度测定器1244进行的温度测定。此时,处理部1261,通过使旋转台123每当旋转规定的角度时都使叶片22向读取位置及各测定场所移动。
[0149]
在s2006中,处理部1261,基于取得的叶片识别信息和测定信息,生成并存储用于存储在叶片信息存储部1262b的叶片信息。详细地说,在s2002~s2005中测定的信息每次都临时存储在规定的存储部,在s2006中叶片信息完成。
[0150]
在s2007中,处理部1261确认在托盘3内是否存在未测定的叶片22。处理部1261,在存在未测定的叶片22的情况下进入s2008,在由机器人122进行了载置在旋转台123上的测定完22的叶片22和收容在托盘3中的未测定的叶片22的替换后,返回到s2002。另一方面,处理部1261,在不存在未测定的叶片22的情况下进入s2009,将载置在旋转台123上的叶片22向载置部121上的托盘3移载,进入s2010。
[0151]
在s2010中,处理部1261基于托盘3的识别信息、叶片22的识别信息,生成存储在托盘收容信息存储部1262a的信息。然后,在s2011中,处理部1261相对于控制装置15进行托盘3的移载要求,结束处理。
[0152]
此外,在上述的例中,着眼于1个叶片22说明了测定装置12的动作,但也可以对多个叶片22并行地进行处理。
[0153]
<安装装置的动作>
[0154]
图21是表示s1804的处理的详细情况的流程图,是表示安装装置12的处理部1351的处理的一例的流程图。例如,本流程图通过测定装置12的处理部1351读出执行存储在存储部1352的程序来实现。例如,本流程图,如果处理部1351从控制装置15的处理部151接收安装指示,则开始。
[0155]
在s2101中,处理部1351由周长测定部1330测定旋转主体部21的周长。然后,在s2102中,处理部1351经控制装置15取得存储在托盘收容信息存储部1262a及叶片信息存储部1262b测定装置12的信息。
[0156]
在s2103中,处理部1351生成配置信息。处理部1351基于旋转主体部21的周长及测定的各叶片22的尺寸、重量等,决定安装的叶片22的选择及配置。例如,处理部1351,在安装后,重心的偏移少,另外,以安装全部的叶片22后的间隙的间隙量g成为容许值下的方式进行叶片的选择及配置。此外,s2103的处理,由主计算机4接受预先准备的信息,并基于其接受的信息来进行。而且,在s2104中,以将选择的叶片22向载置部131移载的方式向控制部15要求。
[0157]
在s2105中,处理部1351确认是否在载置部131载置了安装对象的叶片22。处理部1351在载置了安装对象的叶片22的情况下进入s2106,在没有载置的情况下直到载置为止反复进行s2105的处理。
[0158]
在这里,例如,控制装置15的处理部151,如果从处理部1351接受s2104的移载要求,则以将对象的叶片22向载置部131移载的方式指示移载装置11。移载装置11,如果叶片22的移载结束,则相对于处理部151发送移载完信息。而且,处理部151,如果接受该移载完信息,则相对于安装装置13的处理部1351发送叶片22的移载动作结束了的意思的信息。处理部1351,通过接收该信息,确认在s2103中叶片22已载置完。
[0159]
在s2106中,处理部1351由机器人132将叶片22向旋转主体部21安装。处理部1351基于生成的配置信息,依次安装叶片22,如果安装结束,则进入s2107。
[0160]
在s2107中,处理部1351由间隙测定部1335进行间隙测定。在本实施方式中,测定在最初安装的叶片22和最后安装的叶片22之间的间隙的间隙量g。测定后,处理部1351进入s2108的处理。
[0161]
在s2108中,处理部1351确认在s2107中测定的间隙的间隙量是否是在容许值的范围内。在容许值的范围外的情况下,处理部1351在s2109中由机器人132进行叶片22的替换,返回到s2107。另一方面,在容许值的范围内的情况下,处理部1351进入s2110,由未图示的移载组件从旋转体支承部134取出旋转组装体2,结束处理。此外,在旋转主体部21存在多个安装部m的情况下,在叶片22的向全部的安装部m的安装结束后,进行旋转组装体2的取出。
[0162]
如以上说明的那样,根据本实施方式的制造系统1,能不依赖于作业者地自动地进行叶片22的向旋转主体部21的安装,能有效地进行旋转组装体2的制造。另外,根据本实施方式的测定装置12,由于能一边使叶片22载置在载置部121地待机一边由测定单元124进行测定,所以能有效地进行叶片22的测定。进而,根据本实施方式的安装装置13,能基于旋转主体部21的周长安装适当的叶片22。
[0163]
<其它的实施方式>
[0164]
在上述实施方式中,在置台10、测定装置12、置台10、安装装置13这样的流动中移载叶片22,但也可以从测定装置12不经置台10地向安装装置13移载叶片22。即,移载装置11也可以将由测定装置12结束了测定的叶片22直接向安装装置13移载。
[0165]
另外,在上述实施方式中,安装装置13的机器人132从旋转主体部21的插入口2112依次插入叶片22。但是,也可采用可从安装部m的任意的位置安装叶片22的结构。
[0166]
图22是表示其它的实施方式的叶片50的概略的立体图。叶片50,其根部501的横宽长度l2比安装部m的槽宽构成得短。由此,在图22中所示的叶片50,能按箭头id的插入方向插入安装部m的槽内。而且,在插入叶片50后,通过使叶片50向箭头rd的旋转方向旋转90度,能叶片50按正确的方向安装在安装部m。即,叶片50的根部501的下侧的被卡合部5011与安装部m的卡合槽2111(参照图13b)卡合。
[0167]
根据本实施方式的叶片50,安装装置13能一边使旋转体支承部124旋转一边从安装部m的任意的位置安装叶片50。因此,不需要相对于安装部m形成插入口2112(参照图11)。
[0168]
以上,如上述的那样,在本发明的实施方式中,作为在使叶片22、50向旋转主体部21的槽安装制造旋转组装体2时使用的制造系统1进行了说明,但不限定于此。例如,也可以作为从安装了叶片22、50的旋转组装体2卸下叶片22、50进行分解的分解系统来使用,也可
以作为将消耗的叶片22、50替换为新的叶片22、50的检修系统来使用。
[0169]
发明不限于上述的实施方式,在发明的主旨的范围内
で
,可进行各种变形和变更。
[0170]
符号的说明:
[0171]
1:制造系统,10:置台,11:移载装置,12:测定装置,13:安装装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。