1.本发明涉及一种汽车修边整形加工设备,尤其是涉及一种汽车全景天窗顶盖修整复合模具及方法。
背景技术:
2.近年来,随着我国经济的持续增长和国民收入水平的提高,汽车消费需求稳步上涨,消费者对于汽车配置的要求也不断增加,具有视野开阔、通风良好等优点的全景天窗被越来越多地被应用至各类乘用车上。装备全景天窗的载体是顶盖,与普通天窗顶盖相比,全景天窗顶盖的天窗开口尺寸更大,与天窗玻璃的配合面更多,尺寸精度要求更高,从而导致其冲压模具设计难度更大。受天窗开口的约束,全景天窗顶盖后工序冲压模具可动部件布局空间更为狭窄,在同一道工序往往一到两种工艺内容。因此,全景天窗顶盖冲压模具难易实现工序集成。
3.目前,国内用于生产全景天窗顶盖的冲压模具一般为四工序或五工序,冲压模具开发成本相对于普通天窗顶盖大幅上涨。为了缩短冲压模具工序数量,削减冲压模具开发成本,诸多学者对全景天窗顶盖冲压模具结构设计进行了深入研究。刘龙芬通过将侧翻边、切边、上翻边等工序整合在一道工序中完,使全景天窗顶盖冲压模具由五道序减少到四道序(刘龙芬.汽车全景天窗顶盖切翻工艺与模具设计[j].模具工业,2017,43(2):33
‑
37.);王建衡等采用同工序旋转斜楔侧翻边和带料直翻边的模具结构,实现了全景天窗顶盖冲压模具的四工序化(王建衡,胥一勤.汽车全景天窗冲压工艺优化及模具设计[j].模具工业,2019,45(2):16
‑
19.);刘莉等通过整体式修边二次分切排料机构,完成了天窗开口部修边废料的单工序处理,将冲压模具从五工序缩短至四工序(刘莉,江波,王淑俊.某车型全景天窗顶盖外板修边工艺与模具设计[j].锻压装备与制造技术,2019,54(2):90
‑
93.)。上述研究虽然在一定程度上对冲压模具结构进行了工序集成,但均止步于全景天窗顶盖冲压模具的四工序化,而对于冲压模具进一步集成的三工序化研究和应用尚无文献提及。
技术实现要素:
[0004]
为解决以上问题,本发明提供一种汽车全景天窗顶盖修整复合模具及方法,实现汽车全景天窗顶盖冲压模具的三工序化。
[0005]
本发明采用的技术方案是:一种汽车全景天窗顶盖修整复合模具,其特征在于:包括下模座、固定凸模、下斜楔滑块、上模座、气缸、上斜楔滑块、下斜楔驱动块和修边凸模镶块,所述固定凸模和修边凸模镶块固定在下模座上;所述气缸固定在下模座上,并通过同步块与下斜楔驱动块连接成一体,从而实现下斜楔驱动块在水平方向上的往返滑动;
[0006]
所述下斜楔驱动块通过导板与下模座形成滑动配合关系;所述下斜楔驱动块通过角度导板与下斜楔滑块形成滑动配合关系,在角度导板的作用下,所述下斜楔驱动块的水平方向运动间接转换为下斜楔滑块的逆倾斜向上运动,运动方向与冲压方向夹角为10
°
;所述斜楔下滑块通过导板与下模座形成滑动配合关系;
[0007]
所述上斜楔滑块与斜楔下滑块滑动配合,所述上斜楔滑块在斜楔压板和安全螺栓的联合作用下,被约束至上模座之内,防止斜楔滑块在模具工作中发生跌落。
[0008]
作为优选,所述下斜楔滑块运动方向与冲压方向夹角为10
°
。
[0009]
作为优选,所述上模座驱动上斜楔滑块的工作角度为0
°
,所述下模座驱动上斜楔滑块的工作角度为80
°
,所述上斜楔滑块与冲压方向的夹角为10
°
。
[0010]
作为优选,所述下斜楔驱动块上设有限位块,所述限位块起到防止角度导板发生水平方向位移和支撑下斜楔滑块的作用。
[0011]
作为优选,所述下斜楔驱动块上设有强制回程复位块,所述下斜楔滑块上设有强制回程随动块,当发生滑动卡滞无法利用自重下落时,可利用强制回程复位块和强制回程随动块将下斜楔滑块强行拉回。
[0012]
作为优选,所述上斜楔滑块为一体式结构,直接在斜楔滑块上加工出修整凹模刃口。
[0013]
作为优选,所述斜楔上滑块上设有凹v型导板,所述上模座上设有凸v型导板,所述凹v型导板与凸v型导板(互配合,借助v型导板的中心导向作用,有效地保证了修边精度。
[0014]
本发明还提供了一种汽车全景天窗顶盖修整方法,其特征在于:包括以下步骤:
[0015]
a、上模下行,运行至距离下死点180mm时,模具端头外导向的导板开始啮合;运行至距离下死点150mm时,模具端头外导向的导柱开始啮合;运行至距离下死点120mm时,下斜楔驱动块在气缸的作用下,在水平方向上向前滑动,并通过角度导板将下斜楔滑块逆倾斜向上推动至工作状态;
[0016]
b、上模继续下行,运行至距离下死点100mm时,上模座驱动上斜楔滑块运动,上斜楔滑块通过导板与下模座本体导向面配合,同时凹v型导板与凸v型导板配合;运行至距离下死点80mm时,压料板开始与制件接触,并随着上模的不断下行为制件提供修边、整形所需的压料力;当上模运行至距离下死点25mm时,上斜楔滑块的修边刃口与制件接触,并与修边凸模镶块的修边刃口啮合,侧修边开始作业;当上模运行至距离下死点20mm时,侧修边作业完成,上斜楔滑块的整形刃口与制件接触,并与下斜楔滑块的整形刃口啮合,侧整形开始作业,直至上模运行至下死点,侧整形作业完成;
[0017]
c、上模上行,下斜楔驱动块在气缸的作用下,沿水平方向向后运动,并回到初始状态;与此同时,下斜楔滑块在自重的作用下开始下落,并与下斜楔驱动块同步回到初始状态,上斜楔滑块的整形刃口与下斜楔滑块的整形刃口分离,此时,制件的负角结构与凸模脱开,并保持一定的安全间隙;
[0018]
d、上模继续上行,上斜楔滑块的修边刃口与修边凸模镶块的修边刃口分离;
[0019]
e、上模进一步上行,压料板与制件分离,之后上斜楔滑块在上模座的带动下与下模座开始分离,直至上斜楔滑块上的导板与下模座本体导向面完全分离,同时凹v型导板与凸v型导板完全分离;此时,上、下模彻底脱开,即可利用机械手将制件从模具内取出。
[0020]
本发明取得的有益效果是:实现了全景天窗顶盖两侧流水槽搭接区域侧修边和侧整形的工序集成;实现了全景天窗尾门配合区域侧修边与侧整形的工序集成;解决了汽车全景天窗顶盖两侧流水槽区域侧修边与侧整形无法在同一工序同步操作的问题,可以减少1套冲压模具的开发,相比四工序化全景天窗顶盖可节约模具制造费用50余万元。
附图说明
[0021]
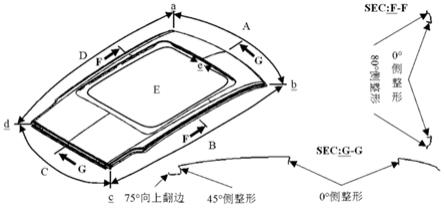
图1为某车型全景天窗顶盖几何模型;
[0022]
图2为本发明复合模具的轴测图;
[0023]
图3为本发明复合模具的主视图;
[0024]
图4为本发明复合模具的俯视图;
[0025]
图5为本发明复合模具的水平推拉式凸模扩张斜楔机构轴测图;
[0026]
图6为本发明复合模具的水平推拉式凸模扩张斜楔机构主视图;
[0027]
图7为图4的d1截面图;
[0028]
图8为图4的d2截面图;
[0029]
图9为本发明复合模具的工作时序图;
[0030]
图中:1、下模座;2、固定凸模;3、下斜楔滑块;4、上模座;5、气缸固定板;6、气缸;7、同步块;8、上斜楔滑块;9、导板;10、聚氨酯弹簧;11、导正销;12、斜楔压板;13、斜楔压板;14、导板;15、斜楔侧导板;16、导板;17、导板;18、强制回程复位块;19、角度导板;20、限位块;21、导板;22、角度导板;23、强制回程随动块;24、下斜楔驱动块;25、安全螺栓;26、修边凸模镶块;27、凹v型导板;28、凸v型导板;29、导板;30、导板。
具体实施方式
[0031]
下面结合附图和具体实施例对本发明作更进一步的说明。
[0032]
全景天窗顶盖的成形质量对于整车造型的商品性有着重要的影响。如图1所示,为某suv车型全景天窗顶盖产品几何模型,产品外轮廓尺寸为2120mm
×
1245mm
×
130mm,料厚t=0.7mm。a~b为前挡风玻璃搭接区域,记为a;b~c为右侧流水槽搭接区域,记为b;c~d为尾门配合区域,记为c;d~a为左侧流水槽搭接区域,记为d;e~e为全景天窗配合区域,记为e。b、d、e三个区域在冲压方向下均存在负角,需要使用斜楔机构进行侧翻边或侧整形;c区域在冲压方向下同时存在负角和向上翻边结构,因此需要使用两组斜楔机构,先侧整形后向上翻边。
[0033]
在同一工序完成更过的工艺内容,是实现冲压模具工序集成的基础。全景天窗顶盖三工序化工艺方案的关键在于后工序,因此,需要对后工序工艺内容进行充分的合并或复合。b、d区域负角结构能够一次侧整形完成,可以考虑将这两个区域的修边与侧整形进行复合,复合后的工序内容规划至第二工序。c区域的负角结构和向上翻边受斜楔机构布局的限制,无法合并至同一工序,可以将此处的修边和侧整形复合至第二工序,然后在第三工序完成向上翻边。e区域修边属于内孔修边,若将其与此处负角的侧整形进行复合,则模具结构不成立;同时,由于天窗开口部翻边法兰较宽,且存在焊接打点面,尺寸精度要求较高,为了防止翻边起皱,并保证零件尺寸精度,e区域需要先进行预翻边;此处工艺可规划为第二工序修边与预翻边复合,第三工序完成侧整形。
[0034]
综上分析,全景天窗顶盖三工序化工艺方案为:op10——拉延;op20——沿周修边,a区域整形,b、c、d区域侧修边与侧整形复合,e区域修边与预翻边复合;op30——a区域侧修边,b、d区域冲孔,c区域向上翻边与侧冲孔复合,e区域侧整形。
[0035]
全景天窗顶盖op20集成了最多的工艺内容,大量的斜楔机构需要布局在这一道工序,模具结构设计极具难度。因此,op20修边、整形复合结构是三工序化全景天窗顶盖冲压
模具设计的重点。
[0036]
b、d区域整形量较小,可使用修边与整形一体式镶块结构,即镶块外侧为修边刃口,内侧为整形刃口,先空切修边后整形。c区域整形量较大,采用修边空切工艺易导致修边线尺寸精度超差和整形失稳起皱,因此需要采用压料修边工艺。即修边镶块内部设计氮气弹簧,由氮气弹簧提供修边压力源。综合考虑模具结构布局的可实现性,需要在b、d区域设计一种水平推拉式凸模扩张斜楔机构。
[0037]
如图2
‑
8所示,本发明的一种汽车全景天窗顶盖修整复合模具,主体结构为一种水平推拉式凸模扩张斜楔机构,包括下模座1、固定凸模2、下斜楔滑块3、上模座4、气缸6、上斜楔滑块8、下斜楔驱动块24和修边凸模镶块26,固定凸模2、修边凸模镶块26和凸v型导板28通过螺栓及柱销固定于下模座1之上;气缸6通过固定板5、螺栓和柱销固定于下模座1之上,并通过同步块7与下斜楔驱动块24连接成一体,从而实现下斜楔驱动块24在水平方向上的往返滑动;导板(16、17、30)通过螺栓固定于下斜楔驱动块24之上,使下斜楔驱动块24借助导板与下模座1形成滑动配合关系。角度导板(19、22)分别通过螺栓固定于下斜楔驱动块24和下斜楔滑块3之上,并使二者形成滑动配合关系,在角度导板的作用下,下斜楔驱动块24的水平方向运动间接转换为下斜楔滑块3的逆倾斜向上运动,运动方向与冲压方向夹角为10
°
。
[0038]
限位块20通过螺栓安装与下斜楔驱动块24之上,起到防止角度导板19发生水平方向位移和支撑下斜楔滑块3的作用;强制回程复位块18和强制回程随动块23分别通过螺栓安装与下斜楔驱动块24和下斜楔滑块3之上,当发生滑动卡滞无法利用自重下落时,可利用强制回程复位块18和强制回程随动块23将下斜楔滑块3强行拉回;导板(21、29)通过螺栓固定于斜楔下滑块3之上,斜楔下滑块3借助导板和下模座形成滑动配合关系。
[0039]
上斜楔滑块8为一体式结构,直接在斜楔滑块上加工出修整凹模刃口。导板(9、14)和斜楔侧导板15通过螺栓固定于斜楔上滑块8之上,聚氨酯弹簧10通过导正销11固定于斜楔下滑块8之上。斜楔压板12通过螺栓固定于上模座4之上,斜楔上滑块8在斜楔压板12和安全螺栓25的联合作用下,被约束至上模座4之内,防止斜楔滑块在模具工作中发生跌落;凹v型导板27和凸v型导板28分别通过螺栓和柱销固定于斜楔上滑块8和上模座4之上,借助v型导板的中心导向作用,有效地保证了修边精度。上模座4驱动上斜楔滑块8的工作角度为0
°
,即上斜楔滑块8在上模座4内的滑动为水平方向运动。下模座1驱动上斜楔滑块8的工作角度为80
°
,上斜楔滑块8与冲压方向的夹角为10
°
。
[0040]
本发明还提供了一种汽车全景天窗顶盖修整方法,其特征在于:包括以下步骤:
[0041]
a、上模下行,运行至距离下死点180mm时,模具端头外导向的导板开始啮合;运行至距离下死点150mm时,模具端头外导向的导柱开始啮合;运行至距离下死点120mm时,下斜楔驱动块24在气缸6的作用下,在水平方向上向前滑动,并通过角度导板(19、22)将下斜楔滑块3逆倾斜向上推动至工作状态;
[0042]
b、上模继续下行,运行至距离下死点100mm时,上模座4驱动上斜楔滑块8运动,上斜楔滑块8通过导板14与下模座1本体导向面配合,同时凹v型导板27与凸v型导板28配合;运行至距离下死点80mm时,压料板开始与制件接触,并随着上模的不断下行为制件提供修边、整形所需的压料力;当上模运行至距离下死点25mm时,上斜楔滑块8的修边刃口与制件接触,并与修边凸模镶块26的修边刃口啮合,侧修边开始作业;当上模运行至距离下死点
20mm时,侧修边作业完成,上斜楔滑块8的整形刃口与制件接触,并与下斜楔滑块3的整形刃口啮合,侧整形开始作业,直至上模运行至下死点,侧整形作业完成;
[0043]
c、上模上行,下斜楔驱动块24在气缸6的作用下,沿水平方向向后运动,并回到初始状态;与此同时,下斜楔滑块3在自重的作用下开始下落,并与下斜楔驱动块24同步回到初始状态,上斜楔滑块8的整形刃口与下斜楔滑块3的整形刃口分离,此时,制件的负角结构与凸模脱开,并保持一定的安全间隙;
[0044]
d、上模继续上行,上斜楔滑块8的修边刃口与修边凸模镶块26的修边刃口分离;
[0045]
e、上模进一步上行,压料板与制件分离,之后上斜楔滑块8在上模座4的带动下与下模座1开始分离,直至上斜楔滑块8上的导板14与下模座1本体导向面完全分离,同时凹v型导板27与凸v型导板28完全分离;此时,上、下模彻底脱开,即可利用机械手将制件从模具内取出。
[0046]
以上显示和描述了本发明的基本原理和主要结构特征。本发明不受上述实例的限制,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。