1.本发明一般地涉及激光烧蚀和焊接方法的领域。
2.更具体地说,涉及通过激光脉冲突发(burst)或连续的激光脉冲突发,以ghz级的高重复率,激光烧蚀材料表面的方法的领域。
背景技术:
3.通过微秒、纳秒、皮秒或飞秒激光脉冲对材料进行表面烧蚀是当今广泛用于以受控方式(钻孔、切割、结构化)修改材料表面的技术。所涉及的材料是多种多样的,例如包括半导体、金属、介电材料或生物组织。
4.飞秒脉冲通常会带来最好的工艺,但这些脉冲的烧蚀效率也低于纳秒量级的较长脉冲。拥有更高平均功率的激光器的最新可能性允许使用mhz量级的更高重复率来缩短生产时间。然而,激光器使用这些高重复率发送脉冲会产生不希望的热累积现象。这种不希望有的热累积现象降低了材料的烧蚀质量。因此,开发旨在提高给定材料表面烧蚀质量的替代方法至关重要。
5.在某些特定情况下,最近在科学文献中表明,飞秒激光脉冲的高重复率(大于10mhz至大约1ghz)可以显著提高烧蚀效率。在这种情况下,操作参数的数量非常多:激光的波长、激光发送的脉冲的重复率、脉冲的持续时间、脉冲的能量、聚焦、脉冲的平均功率,待烧蚀材料等等。如此大量的操作参数使得很难确定最适合给定材料的操作参数。此外,在科学文献中,通过飞秒脉冲突发,以ghz重复率对材料进行激光烧蚀的机制的确切性质仍然存在争议。
6.根据现有技术,当激光脉冲的注量(fluence)等于针对每种材料确定的烧蚀阈值时,材料表面发生烧蚀。
技术实现要素:
7.本发明还涉及一种没有材料损耗的高重复率激光焊接方法。
8.因此,根据本发明提供了一种用于确定用于给定材料的高重复率飞秒激光烧蚀的方法的操作条件的方法,包括确定适于在所述材料中产生烧蚀坑的激光脉冲突发的一组参数的第一步骤,所述一组参数包括介于几百mhz至100ghz之间的突发内(intra
‑
burst)重复频率f、大于或等于10的所述激光脉冲突发的脉冲数n、所述脉冲突发的特征总注量ft
char
和低于单个激光脉冲对所述材料的烧蚀阈值注量fs1的每脉冲特征注量。
9.有利地,所述激光脉冲突发的所述脉冲数n大于或等于加热和烧蚀脉冲数nc,其中nc由等式nc=(l2.f)/d定义,其中l表示测试深度,d表示待烧蚀材料的热扩散系数,nc大于等于10,并且其中所述每脉冲特征注量等于f
char
=ft
char
/nc。
10.本发明还涉及一种对确定的材料进行激光烧蚀的方法,包括以介于几百mhz至100ghz之间的突发内重复频率f施加飞秒激光脉冲突发,所述飞秒激光脉冲突发包括大于
或等于加热和烧蚀脉冲数nc的脉冲数n,nc由等式nc=(l2.f)/d定义,其中l表示材料中的烧蚀深度,d表示待烧蚀材料的热扩散系数,其中nc大于或等于10,所述飞秒激光脉冲突发具有大于或等于适于在所述材料中生成烧蚀坑的特征总注量ft
char
的总注量,并且所述突发的每个脉冲具有大于或等于由所述特征总注量ft
char
与加热和烧蚀脉冲数nc之比(f
char
=ft
char
/nc)定义的每脉冲特征注量的注量,每脉冲特征注量低于适于烧蚀所述材料的单个激光对材料的烧蚀阈值注量fs1,所述单个激光脉冲适于作为所述突发的脉冲烧蚀具有相同空间、光谱和时间特性的所述材料。
11.激光烧蚀法的一个初步步骤可以包括以激光发送脉冲的重复率向材料表面发送飞秒光脉冲突发,以通过实验确定由烧蚀坑的缺失(若ft<ft
char
)和烧蚀坑的存在(对于ft=ft
char
)定义的特征总注量ft
char
。这通常是重复率为f,脉冲数为nc的飞秒脉冲突发烧蚀方法的阈值注量。
12.根据烧蚀方法,对于ft=ft
char
和n=nc,所获得的烧蚀深度接近于测试深度l的值。
13.根据本发明的特定且相关方面:
14.‑
所述方法包括针对所述脉冲数nc的所述突发的所述特征总注量ft
char
的值的实验确定,ft
char
是用于在所述材料的表面获得坑的最小总注量;
15.‑
所述方法包括确定包括nc个激光脉冲的激光脉冲突发的操作总注量ft
opt
的第二步骤;
16.‑
所述操作总注量ft
opt
介于所述特征总注量ft
char
的2倍至所述特征总注量ft
char
的6倍之间;
17.‑
所述方法包括确定用于将所述材料烧蚀至大于所述测试深度l的深度的所述突发的脉冲数n的第三步骤,n大于nc,并且所述突发的所述每脉冲注量等于所述特征总注量ft
char
除以所述加热和烧蚀脉冲数nc;
18.‑
所述突发的脉冲数n等于n=nc na,其中na为正整数或负整数,nc为加热和烧蚀脉冲数;
19.‑
突发脉冲数n小于加热和烧蚀脉冲数nc,以将材料烧蚀至小于测试深度的深度;
20.‑
所述脉冲的整数n介于10至10000之间;优选地大于50;例如介于200至500之间,或介于300至500之间;
21.‑
烧蚀深度依突发的脉冲数n而定;
22.‑
计算作为不同于nc的所述突发的脉冲数n的函数的另一特征注量ft
char2
,并且n=nc na,其中na为正整数或负整数,且ft
char2
=ft
char
na.ft
char
/nc;
23.‑
所述操作总注量介于所述另一特征总注量ft
char2
的2倍和所述另一特征总注量ft
char2
的6倍之间;
24.‑
所述待烧蚀材料包括半导体、金属、电介质、聚合物、有机或复合材料;
25.‑
所述脉冲在所述待烧蚀材料上的入射光束的横向尺寸小于或等于200μm;
26.‑
突发的脉冲具有介于1fs至小于1ps之间的持续时间d;
27.‑
激光脉冲突发具有介于200nm至3μm之间的波长;
28.‑
材料为硅,脉冲数n介于50至200之间,每恒定脉冲特征注量f
char
约为0.018j/cm2,突发内重复频率f介于0.88ghz至3.52ghz之间,对于介于2.2μm至4.4μm之间的测试深度l;
29.‑
材料为铜,脉冲数n介于100至400之间,每恒定脉冲特征注量f
char
约为0.03j/cm2,突发内重复频率f为1.76ghz,对于介于2.5μm至5.2μm之间的测试深度l。
30.数量na是固定的,对于脉冲数n=nc na的另一特征总注量ft
char2
由ft
char2
=ft
char
na.f
char
给出。因此,对于给定材料,获得定义重复率为f、脉冲数为n=nc na的突发的烧蚀阈值的另一特征总注量ft
char2
的值。因此,所获得的烧蚀深度更大,其估计值为l2=√(d.n/f)。根据该方法,如果测试深度固定在l=l2,则通过实验获得接近ft
char2
的总注量。在n固定为n=nc na的情况下,通过将总注量f增加到超过ft
char2
并根据针对ft
opt
所述的相同规则(也就是说,针对介于另一特征总注量ft
char2
的2倍至另一特征总注量ft
char2
的6倍之间的ft),获得大于l2的烧蚀深度。
31.根据该方法的变型,脉冲总数n可以通过负的na从nc减少,使得n=nc na。因此,有效烧蚀深度l2小于测试深度l,用于优化总注量ft的过程与上述保持相同。
32.激光烧蚀法的其他特定且有利方面如下。
33.激光脉冲突发的脉冲数n大于或等于加热和烧蚀脉冲数nc,nc由等式nc=(l2.f)/d定义,其中l表示测试深度,d表示待烧蚀材料的热扩散系数,nc大于或等于10,并且其中每脉冲特征注量等于f
char
=ft
char
/nc。
34.突发的脉冲数n介于100至10000之间。
35.所述突发的每个脉冲具有等于单个激光脉冲对所述材料的所述烧蚀阈值注量fs1或比其小一个数量级的注量f。
36.所述突发的每个脉冲具有比单个激光脉冲的所述烧蚀阈值注量fs1小一个数量级至两个数量级之间的一个因子的注量f。
37.所述激光脉冲在所述待烧蚀材料上的入射光束的横向尺寸小于或等于200μm。
38.所述突发具有包括介于1μj至20mj之间的总能量。
39.特别有利地,所述激光烧蚀法包括以介于10khz至40mhz之间的重复率施加多个突发。
40.本公开还涉及一种在确定的材料的各部分之间进行激光焊接的方法,包括以介于几百mhz至100ghz之间的突发内重复频率f施加飞秒激光脉冲突发,所述飞秒激光脉冲突发包括n个脉冲,所述激光脉冲突发的所述脉冲数n小于加热和烧蚀脉冲数nc,其中nc由等式nc=(l2.f)/d定义,其中l表示深度(加热或焊接深度),d表示材料的热扩散系数,其中所述飞秒激光脉冲突发具有小于适于在所述材料中生成烧蚀坑的特征总注量ft
char
的总注量,并且所述突发的每个脉冲具有低于单个激光脉冲对所述材料的烧蚀阈值注量fs1的注量f。
41.当然,本发明的不同特征、变型和实施例可以以各种组合相互关联,只要它们不是不兼容的或相互排斥的。
附图说明
42.此外,本发明的各种其他特征从参考示出本发明的非限制性实施例的附图进行的所附描述中显现,其中:
43.‑
图1是示出具有ghz量级重复频率的飞秒激光脉冲突发的时间分布示例的图,
44.‑
图2是示出硅材料表面烧蚀效率(或总注量烧蚀体积)随每ghz频率脉冲突发总注量ft的变化的图,
45.‑
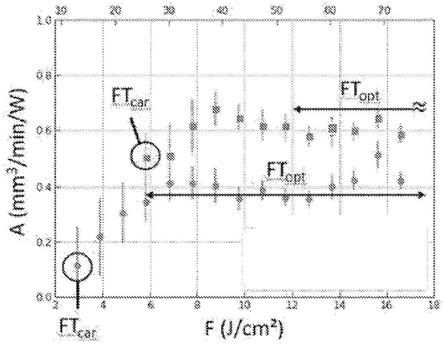
图3是示出铜材料表面烧蚀效率(或总注量烧蚀体积)随每ghz频率脉冲突发总注量ft的变化的图,
46.‑
图4是用于确定整数n个脉冲的硅材料的烧蚀的特征总注量的步骤示例的表示,使得n=nc并且这里具有突发总注量ft,使得ft<ft
char
,这不会引起烧蚀,
47.‑
图5是用于确定整数n个脉冲的硅材料的烧蚀的特征总注量的另一步骤示例的表示,使得n=nc并且这里具有突发总注量ft,使得ft≈ft
char
,这会引起烧蚀,
48.‑
图6是用于确定硅材料的烧蚀的特征总注量随整数n个脉冲变化的另一步骤示例的表示,使得n=nc并且这里具有突发总注量ft,使得ft>ft
char
,这会引起比图5更深的烧蚀,
49.‑
图7a至图7c示出了在材料表面的高重复率飞秒激光烧蚀期间涉及的烧蚀机制的示意性表示,作为nc个飞秒脉冲突发的总注量的函数,
50.‑
图8是在材料表面的激光烧蚀中涉及的烧蚀机制的步骤的示意性表示。
51.应当注意,在这些图中,不同变型共有的结构和/或功能元件可具有相同的参考标号。
具体实施方式
52.本发明具体地涉及具有飞秒量级(小于皮秒)的持续时间和ghz量级的突发内重复频率的突发脉冲的领域。
53.本公开提出了一种用于确定给定材料的激光烧蚀法操作条件的方法,包括确定ghz量级的突发重复频率f的一组参数的步骤,该组参数包括激光脉冲突发的整数n个脉冲,以及突发的每脉冲注量f。从材料看到的突发总注量ft等于乘积(product)n.f。突发的重复率c是所用激光源的另一参数。
54.激光脉冲突发的整数n个脉冲至少大于或等于10,具体地,脉冲数n介于10至800之间。在一些应用中,突发的飞秒脉冲数n大于20或50,介于100至800之间,或介于200至600之间,或介于300至400之间。
55.重复频率为f的n个脉冲突发的持续时间t由t=n/f定义。
56.突发的脉冲具有介于100mhz至100ghz之间,优选地介于1ghz至100ghz之间,或介于1ghz至10ghz之间的重复频率f。
57.突发的总能量e
b
介于1μj至20mj之间,具体取决于所用的激光器。
58.脉冲突发具有介于10khz至40mhz之间的重复率c,材料正在移动或不动,不同的突发重叠或不重叠。然而,重复率受突发的持续时间t的限制,以便确认突发的持续时间t严格小于重复率c的倒数。
59.根据本公开,突发的每个脉冲具有低于单个激光脉冲对材料的烧蚀阈值注量fs1的注量f,该单个激光脉冲具有与所述突发的脉冲相同的空间、光谱和时间特性,但是按需发送,不是高速率突发的一部分。
60.激光脉冲突发具有介于200nm至和3μm之间的波长。
61.对于所有附图,均定义了坐标系xyz,其中z轴方向与待烧蚀材料的表面正交,并且激光束沿z轴传播。
62.图1是示出包括n个脉冲的突发的示例的图。这里,所述突发脉冲的整数n个脉冲为
100,所述突发的脉冲具有等于0.88ghz的重复频率f。突发的每个脉冲具有小于或等于550fs的持续时间d。所述突发具有可以从1μj变化到100μj的能量e
b
,在该示例中,能量e
b
等于33μj。每个n个脉冲的突发具有等于114ns的总持续时间t。突发由激光源以重复率c发出,重复率c可以从1khz变化到200khz。
63.在另一示例中,脉冲突发的整数n个脉冲是50并且所述突发的脉冲具有等于0.88ghz的重复频率f。突发的每个脉冲具有小于或等于550fs的持续时间d。所述突发具有可以从1μj变化到100μj的能量e
b
、介于1khz至200khz之间的可调整重复频率c,以及等于57ns的总持续时间t。
64.在另一示例中,脉冲突发的整数n个脉冲是200并且所述突发的脉冲具有等于0.88ghz的重复频率f。突发的每个脉冲具有小于或等于550fs的持续时间d。所述突发具有可以从1μj变化到100μj的能量e
b
、介于1khz至200khz之间的可调整重复频率c,以及等于228ns的总持续时间t。
65.加工设备的使用允许通过静态情况下的突发空间叠加,或通过样品或激光束运动情况下的脉冲的完全或部分空间移位来管理样品上突发的定位。
66.考虑一种具有给定热扩散系数d(以cm2/s表示)的待烧蚀材料。
67.不受理论的束缚,根据本发明的方法,具有ghz量级重复频率的整数n个飞秒脉冲等于允许在深度l
th
上加热和烧蚀的整数nc个脉冲和整数na个互补脉之和,其中l
th
对应于针对重复率f与材料相关联的热深度长度。
68.在第一步骤,确定加热和烧蚀脉冲数nc,该数量对应于在测试深度l上加热待烧蚀材料所必需的重复率为f的突发飞秒脉冲数,其作为优化的起点给出,以便修改阈值注量fs1的值,直到达到低于阈值注量fs1的另一阈值注量fs2。突发的总注量ft被定义为使得每脉冲注量f小于阈值注量fs1。数量nc由等式nc=(l2.f)/d定义。换言之,根据本公开,在飞秒脉冲突发中,每脉冲注量f小于阈值注量fs1且大于或等于另一阈值注量fs2。
69.数量nc对应于允许在深度l上沿轴z加热待烧蚀材料的突发脉冲数。数量nc表示在深度l附近以突发脉冲的重复频f烧蚀时的脉冲数n的下限。换言之,nc表示在材料表面出现深度接近l的烧蚀坑时的脉冲数。
70.测试深度l是针对重复率为f的脉冲突发的特征总注量值ft
char
获得的。该特征总注量ft
char
对应于允许观察材料表面烧蚀坑的最小突发的总注量。脉冲突发的特征总注量ft
char
除以脉冲数n通常不同于表征单个脉冲烧蚀阈值的注量fs1且小于注量fs1,即ft
char
/n<fs1。
71.实际上,对于具有已知热扩散d的给定材料,以给定重复频f并针对材料烧蚀深度l的目标,计算作为d、f和l的函数的脉冲数nc。一旦估计出脉冲数nc,便可通过实验将特征总注量ft
char
确定为允许形成深度为l的坑(crater)的nc个脉冲突发的最小注量。
72.在第二步骤,然后针对n=nc确定突发的操作总注量ft
opt
,n=nc对应于最佳烧蚀效率,其允许优化烧蚀深度或烧蚀体积,同时保持烧蚀效率接近其最大值。ft
char
估计相当于ghz突发烧蚀的阈值注量。人们普遍接受通过获知烧蚀阈值注量ft
th
来估计烧蚀效率。烧蚀深度在ln(ft/ft
th
)中变化,烧蚀体积在ln2(ft/ft
th
)中变化。特定量ln(f/ft
th
)/ft和ln2(ft/ft
th
)/ft允许估计作为每脉冲注量f的函数,并具有接近ft
th
的最佳值的烧蚀效率,然后饱和。因此,在区间2.ft
char
<ft
opt
<6.ft
char
中针对n=nc选择脉冲突发的操作总注量ft
opt
。
73.突发的操作总注量值ft
opt
的示例接近特征总注量值ft
char
并且可以通过用特征总注量ft
char
乘以2来估计,即ft
opt
=2ft
char
。
74.加热/烧蚀阶段在每脉冲特征注量f
char
接近烧蚀阈值注量fs2的最佳条件下进行。该阈值注量fs2未知且难以测量。根据本发明,估计每脉冲特征注量ft
char
为f
char
=ft
char
/nc。该值对于每个对(ft
char
,nc)保持近似恒定,对应于针对给定材料以脉冲速率f获得坑的阈值。
75.本发明方法的第三可选步骤包括确定烧蚀深度大于l的脉冲数n。当针对等于ft
char
的总注量ft优化突发时,在烧蚀口表面加热材料并且单个脉冲的烧蚀阈值材料的已知值fs1变为较低值fs2,该较低值未知且难以测量的。
76.正确的做法是增加脉冲数n以获得更大的烧蚀深度,避免单独增加注量时出现的饱和现象。选择通过值na增加脉冲数n,即n=nc na,同时保持相同的每脉冲注量f
char
=ft
char
/nc。对于同一材料的所有对(ft
char
,nc),每脉冲特征注量f
char
保持相同。
77.这导致总注量ft的另一值等于ft
char
na.f,也就是说等于ft
char
(1 na/nc)。例如,如果取na=nc,则ft=2.ft
char
且n=2.nc。更具体地,对于n=nc=50,在硅材料情况下获得特征总注量ft
char
=0.96j/cm2。通过加上na个互补脉冲,获得等于2.nc或100的脉冲数,另一特征总注量ftchar2的值等于2.ft
char
或1.9j/cm2。
78.为了再次优化总注量ft并获得大于ft
char2
的突发的操作总注量ft
opt2
的另一值,重复上述过程并且获得介于以下区间2.ft
char2
<ft
opt2
<6.ft
char2
的突发的操作总注量ft
opt2
。
79.图2示出了硅材料表面的烧蚀效率(或总注量烧蚀的体积)随ghz频率的每脉冲突发的总注量ft的变化。在该示例中,脉冲数n等于50(圆点)和100(方点),重复频率f为0.88ghz。
80.在图中,观察到材料表面的烧蚀效率具有对应于特征总注量ft
char
的总注量值ft的烧蚀阈值,从而允许观察材料表面的烧蚀坑。然后烧蚀效率随着总注量ft的增加而增加,直到达到对应于突发的总注量ft
opt
的最大烧蚀效率值。突发的操作总注量ft
opt
在2.ft
char
至6.ft
char
的范围内延伸,该范围对应于最佳烧蚀效率。一旦达到最大烧蚀效率,烧蚀效率会随着总注量ft的继续增加而降低。在这种情况下,烧蚀深度或烧蚀体积继续增加,但由于烧蚀不需要的能量的量增加而导致质量劣化。
81.这里,针对n=nc=50(圆点),对于等于0.96j/cm2的特征总注量ft
char
,获得了等于大约18μm3/μj的最小烧蚀效率。对于介于大约2j/cm2至6j/cm2之间的突发的操作总注量ft
opt
,最大烧蚀效率等于大约25μm3/μj。
82.针对n=2nc=100(方点),对于等于2ft
char
或1.9j/cm2的特征总注量ft
char2
,获得了大约等于27μm3/μj的最小烧蚀效率。对于介于大约4j/cm2至12j/cm2之间的突发的操作总注量ft
opt
,最大烧蚀效率等于大约34μm3/μj。
83.经证实,每脉冲注量f
char
几乎是恒定的。还证实了烧蚀效率在2.ft
char2
至6.ft
char2
之间是优选的。
84.图3示出了铜材料表面的烧蚀效率(或总注量烧蚀的体积)随ghz频率的每脉冲突发的总注量ft的变化。在该示例中,脉冲数n等于100(圆点)和200(方点),重复频率f为1.76ghz。
85.在该图上,针对n=100(圆点),对于等于大约3j/cm2的特征总注量ft
char
,获得等于
大约0.1mm3/min/w的最小烧蚀效率。对于介于大约6j/cm2至18j/cm2之间的突发的操作总注量ft
opt
,最大烧蚀效率大约为0.5mm3/min/w。
86.在该图上,针对n=200(方点),对于等于大约6j/cm2的特征总注量ft
char
,获得等于大约0.5mm3/min/w的最小烧蚀效率。对于介于大约12j/cm2至36j/cm2之间的突发的操作总注量ft
opt
,最大烧蚀效率大约为0.7mm3/min/w。
87.图4、图5和图6示出了硅材料的烧蚀深度随整数n个脉冲和突发总注量ft变化的示例。
88.在图4、图5和图6所示的每个示例中,重复频率c为100khz,重复频率f为0.88ghz,两个连续突发之间的时段为10μs,突发的总持续时间t为57ns,突发脉冲的持续时间d为550fs。
89.图4示出了硅材料表面处的烧蚀轮廓,其中脉冲数n等于nc,并且突发的总注量ft小于特征总注量ft
char
。在这些条件下,通过光学轮廓测量法获得的图像显示材料表面处形成一个凸起:材料被加热但不能被烧蚀。在该示例中,脉冲数n为100,总注量ft等于1.7j/cm2。
90.图5示出了硅材料表面处的烧蚀轮廓,其中脉冲数n等于nc,并且突发的总注量ft接近特征总注量ft
char
。在这些条件下,通过光学轮廓测量法获得的图像显示材料表面处形成一个具有最小深度的坑。在该示例中,脉冲数n为100,总注量ft等于1.8j/cm2。可以观察到,由100个脉冲的突发产生的烧蚀深度约为2.6μm。
91.图6示出了硅材料表面处的烧蚀轮廓,其中脉冲数n等于nc,并且脉冲突发的总注量ft大于特征总注量ft
char
。在这些条件下,通过光学轮廓测量获得的图像显示先前形成的坑的烧蚀深度增加。坑的深度随总注量ft的增加而增加,并具有最佳效率。在该示例中,脉冲数n为100,总注量ft为5.8j/cm2。可以观察到,由100个脉冲突发产生的烧蚀深度约为4.5μm。
92.可以观察到,烧蚀深度随脉冲数n的增加而增加,其中n>nc并且ft>ft
char
。这种技术效果绝不是来自其中飞秒脉冲烧蚀非常有争议的技术领域的教导。对于包含50个脉冲的突发烧蚀深度从3.5μm降到对于包含200个脉冲的突发的7.5μm,脉冲突发的总注量ft在两种情况下都是5.8j/cm2。
93.一种可能的解释是,本发明方法基于热量积累现象和材料表面非常有效的烧蚀现象的耦合,这与通过持续时间为μs或ns的单个脉冲烧蚀所涉及的机制不同。
94.本发明方法例如允许确定以具有ghz量级的重复频率的飞秒脉冲突发对硅材料表面执行激光烧蚀的操作条件。在表1中,以具有ghz量级的重复频率的飞秒脉冲突发对硅材料表面执行激光烧蚀的操作条件以a到g索引的示例的形式列出。硅在室温下的热扩散系统d等于0.86cm2/s。
95.[表1]
[0096] f(ghz)l(μm)计算的ncft
char
(j/cm2)f
char
(j/cm2)lm(μm)a0.882.2500.960.0191.45b0.883.11001.80.0182.6c0.884.42003.30.0174d1.761.650
ꢀꢀꢀ
e1.762.2100
ꢀꢀꢀ
f1.763.1200
ꢀꢀꢀ
g3.522.21981.9
ꢀꢀ
[0097]
表1列出了以具有ghz量级的重复频率的飞秒脉冲突发对硅材料执行激光烧蚀的操作条件。在该表中,l
m
对应于ft=ft
char
并且n=nc时测得的测试长度l的实验值。
[0098]
对于硅材料的一个脉冲烧蚀的阈值注量fs1等于0.46j/cm2。在示例a到g中,脉冲突发的每脉冲注量显著小于对于硅材料的一个脉冲烧蚀的阈值注量fs1。换言之,突发的每飞秒脉冲注量f约为fs1/25。突发的每飞秒脉冲注量f比单个脉冲的烧蚀注量阈值fs1小一个数量级以上。
[0099]
[表2]
[0100][0101][0102]
表2列出了以具有ghz量级的重复频率的飞秒脉冲突发对铜材料执行激光烧蚀的操作条件。
[0103]
对于铜的一个脉冲烧蚀的阈值注量fs1为1.7j/cm2。铜在室温下的热扩散系数d等于1.15cm2/s。换言之,突发的每飞秒脉冲注量f大约等于fs1/50。同样,每飞秒脉冲的突发注量f比单个脉冲的烧蚀阈值注量fs1小一个数量级以上。每脉冲注量f包括比单个脉冲的烧蚀阈值注量fs1小一个数量级至两个数量级之间的因子。
[0104]
对于所有示例a到j,待烧蚀材料上聚焦的脉冲入射光束的横向尺寸为24μm。实际上,待烧蚀材料上聚焦的脉冲入射光束的横向尺寸小于或等于200μm。
[0105]
突发的重复率c可以介于1khz至200khz之间。例如,脉冲突发例如具有介于1ns至几百ns之间的持续时间。例如,突发脉冲具有介于1fs至小于1ps之间的持续时间。个脉冲的整数n可以介于10至400或更多之间。突发的每脉冲注量值f例如介于0.001j/cm2至1j/cm2之间。待烧蚀材料可以选自半导体、金属、电介质、聚合物、有机或复合材料。
[0106]
图7a至图7c示出了以具有ghz量级的重复频率的飞秒脉冲突发对材料表面执行激
光烧蚀法的不同步骤,作为nc个飞秒脉冲突发的总注量的函数。
[0107]
图7a示出了接收nc个加热和烧蚀脉冲的材料表面。开始加热材料表面,总注量ft远低于特征总注量ft
char
。在该说明性示例中,n=nc并且ft<<ft
char
。
[0108]
图7b示出了已经接收了nc次加热和烧蚀脉冲的材料表面,其总注量ft高于上图所示的情况。在接近测试长度l的长度上加热材料表面,并且总注量ft小于特征总注量ft
char
。在该说明性示例中,n=nc并且ft<ft
char
。
[0109]
图7c示出了接收nc个加热和烧蚀脉冲的材料表面。达到了材料烧蚀阈值,材料烧蚀是可能的,并且总注量ft等于特征总注量ft
char
。在该说明性示例中,n=nc并且ft=ft
char
。所获得的烧蚀深度接近测试长度l。
[0110]
图8示出了通过具有ghz量级的重复频率的飞秒脉冲突发将na个互补激光脉冲添加到材料表面的步骤。然后达到阈值,其中总注量ft=ft
char2
。烧蚀深度大于测试深度l。
[0111]
图8的图表示出了材料表面接收n个脉冲,n等于数量nc na。当n等于nc na时,烧蚀深度作为na的函数而增加,并且总注量ft等于另一特征总注量ft
char2
,即ft
char
na.ft
char
/nc或(nc na).(f
char
/nc)。在该说明性示例中,n=nc na并且ft=ft
char2
。
[0112]
通过将ghz范围内的突发内重复频率f、每突发脉冲数n和脉冲的总能量相结合的设置,可以获得优化的烧蚀。在图2中还示出的表1的示例a和b中,脉冲数n等于100个脉冲(示例b,方点)的突发允许实现比脉冲数n等于50个脉冲(示例a,圆点)的突发更高的烧蚀效率,其中相同的突发内重复频率f等于0.88ghz。该示例表明一旦达到烧蚀阈值,对于相同的突发内重复频率,突发总能量的增加以及突发总注量的增加有助于更有效的烧蚀处理。由于该现象受到过高能量的烧蚀效率饱和的限制,因此最大注量取决于每种材料并且例如约为50j/cm2的量级。
[0113]
用于确定材料表面的ghz量级的重复频率的飞秒脉的冲突发的激光烧蚀法操作条件的方法允许控制脉冲数n和突发能量e
b
。
[0114]
本发明方法是针对具有已知热扩散系数d的材料定义的。
[0115]
表3给出了不同材料的热扩散系数d的值的示例。
[0116]
[表3]
[0117][0118]
本发明方法要求定义每突发的能量e
b
,以便获得低于单个脉冲对所考虑材料的烧蚀阈值注量fs1突发的的每脉冲注量f。
[0119]
本发明方法有利地允许调整被获得为每脉冲固定注量f处的突发的脉冲的数n的函数的烧蚀深度。
[0120]
本发明方法有利地允许调整被获得为固定脉冲数n处的突发总注量的函数的烧蚀深度。
[0121]
对于每种材料和给定的烧蚀深度,可以将对应于烧蚀阈值的脉冲数n确定为突发总注量的函数。
[0122]
与通过具有ghz范围内的突发内重复频率f的飞秒脉冲烧蚀材料的技术领域中的否定的现有技术不同,能在精确的操作条件下获得高烧蚀效率和良好的加工质量。
[0123]
例如,对于硅材料,脉冲数n介于50至200之间,每ghz烧蚀阈值的特征脉冲的注量f
char
约为0.018j/cm2,突发内重复频率对于介于2.2μm至4.4μm之间的测试深度l包括在0.88ghz至3.52ghz之间。
[0124]
例如,对于铜材料,脉冲数n介于100至400之间,每ghz烧蚀阈值的特征脉冲的注量f
char
约为0.03j/cm2,突发内重复频率对于介于2.5μm至5.2μm之间的测试深度l等于
1.76ghz。
[0125]
本公开的激光烧蚀法特别适用于玻璃或透明陶瓷之类的材料。这些材料是透明的,表面吸收发生在对应于瑞利长度的深度上。此外,这些材料很脆。这意味着表面或体积上的任何裂纹都很容易产生并导致严重损坏。最后,突发中的脉冲数优选地限于必要的最小值。在这些情况下,nc的公式不适用,仅适用于突发的最小脉冲数n大于10的条件。此外,在这些材料中,热扩散应减少。减少热扩散的方法之一是使用超出给定玻璃基板的透明度范围的激光源波长,例如在紫外线或深紫外线(duv)范围内。
[0126]
本公开的激光烧蚀法也有利地适用于低表面粗糙度玻璃的烧蚀。在这种情况下,光被捕获在不规则表面并扩散到表面下方。表面粗糙度导致光学退化。表面粗糙度可通过激光产生,该激光的脉冲在空间上受到控制以获得这些粗糙度。表面粗糙度可通过机械手段(例如喷砂)产生。平均粗糙度的要求是达到400nm至10μm之间的表面粗糙度的程度(“rms”(均方根斜率)粗糙度>0.25)。
[0127]
在了解用于获得烧蚀的条件的情况下,本公开还允许确定用于在同一材料的各部分之间执行没有材料损耗的焊接的操作条件。因此,本公开还适用于激光焊接方法,基于以介于几百mhz至100ghz之间的突发内重复频率f施加飞秒激光脉冲的突发,其中飞秒激光脉冲的突发包括n个脉冲,激光脉冲突发的脉冲数n小于加热和烧蚀脉冲数nc,nc由等式nc=(l2.f)/d定义,其中l表示测试深度,d表示材料的热扩散系数,并且其中飞秒激光脉冲突发的总注量小于特征总注量ft
char
,其适于在材料中产生烧蚀坑,并且突发的每个脉冲具有低于单个激光脉冲对材料的烧蚀阈值注量fs1的注量f。在一些应用中,激光脉冲突发的脉冲数n大于或等于10。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。