技术特征:
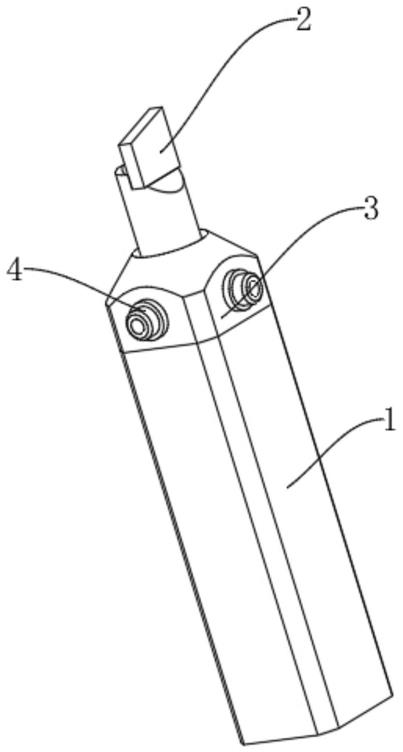
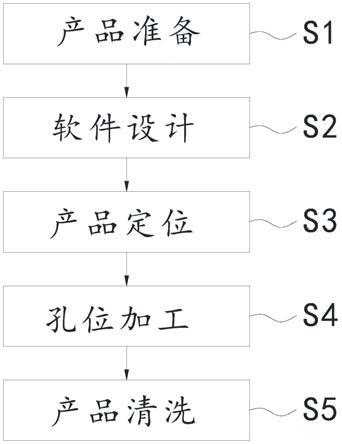
1.一种球冠刀,其特征在于,所述球冠刀包括:切削部,所述安装部为金刚石;安装部,所述安装部和切削部固定连接;所述安装部内设置有连接冷却气体的冷却部,所述冷却部在靠近所述切削部的一端设置有环绕安装部的出气口,所述冷却部在安装部的侧面设置有连接气源的进气口。2.根据权利要求1所述的球冠刀,其特征在于,所述球冠刀还包括:导气罩,所述导气罩固定连接到安装部上,所述导气罩两端设置有开口的筒状;所述安装部包括:第一轴颈,所述第一轴颈上设置有用于连接所述切削部的刀头部;第二轴颈,所述第二轴颈的外径大于所述第一轴颈的外径,所述第二轴颈上设置有导气槽,所述导气罩套设在所述第二轴颈上;刀柄。3.根据权利要求2所述的球冠刀,其特征在于,所述导气罩靠近切削部的一端为缩口结构。4.根据权利要求2所述的球冠刀,其特征在于,所述球冠刀还包括:进气接口,所述进气接口固定连接到所述导气罩上,所述进气接口与所述冷却部连通。5.一种球冠刀加工工艺,其特征在于,包括以下步骤:粗加工,对所述切削部和所述安装部粗加工,将其加工成预设形状,并在所述安装部内加工出冷却部;预处理,对所述切削部进行焊接前预处理,用于增加所述切削部与所述安装部之间的焊接强度;焊接所述安装部与所述切削部,在所述切削部上喷焊胎体材料,将所述切削部夹紧在所述安装部上,并将所述切削部和所述安装部置于真空炉中,将真空炉加热到预设温度后自然冷却后取出,然后焊接后的所述安装部和所述切削部悬挂预设时间,得到半成品刀具;精加工,将所述半成品刀具置于磨削设备上,采用磨削设备将所述切削部打磨加工至预设精度,然后将打磨后的半成品刀具置于合金加工设备上加成预设精度,得到半成品球冠刀;热处理,将所述半成品球冠刀放置于真空炉中在加热至预设温度,保温预设时间后随炉冷却至室温,再将冷却至室温的半成品球冠刀再次加热后保温,然后冷却至室温,得到球冠刀。6.根据权利要求5所述的球冠刀加工工艺,其特征在于,所述预处理包括以下步骤:将所述切削部分别用稀盐酸、丙酮清洗干净并烘干,然后将烘干后的所述切削部置于坩埚中与钛粉混合,再用氯基混合盐将其覆盖;将坩埚放入加热至氯基混合盐熔点温度以上100摄氏度至150摄氏度的加热炉中,保温0.5至1小时后随炉冷却,将取出后的坩埚放入清水中,溶解氯基混合盐,取出所述切削部,并烘干;将处理后的所述切削部置于真空炉中,在真空环境下加热900℃并恒温一小时后随炉冷却;取出经真空炉处理后的所述切削部,并在所述切削部表面的非焊接区域涂覆热绝缘
剂。7.根据权利要求6所述的球冠刀加工工艺,其特征在于,所述热绝缘剂为tih2粉末。8.根据权利要求5所述的球冠刀加工工艺,其特征在于,加工所述冷却部包括以下步骤:将原料置于合金加工设备上,分别加工出安装部和导气罩,在安装部上加工导气槽;焊接所述安装部和所述导气罩。9.根据权利要求5所述的球冠刀加工工艺,其特征在于,焊接所述安装部与所述切削部时,所述真空炉内的温度为800摄氏度。10.根据权利要求5所述的球冠刀加工工艺,其特征在于,精加工所述半成品刀具时,以所述切削部的切削点为起始点。
技术总结
本发明涉及加工刀具领域,具体公开了一种球冠刀及其加工工艺,所述球冠刀包括:切削部,所述安装部为金刚石;安装部,所述安装部和切削部固定连接;所述安装部内设置有连接冷却气体的冷却部,所述冷却部在靠近所述切削部的一端设置有环绕安装部的出气口,所述冷却部在安装部的侧面设置有连接气源的进气口;本发明通过在球冠刀的切削部采用金刚石材料,并在零部件加工时,通过低温惰性气体作为冷却剂降低切削部的温度,同时切削部与外界环境使得切削部处于无氧环境,从而提高切削部的热稳定性和降低切削部的温度,进而提高金刚石刀具的耐磨性。性。
技术研发人员:梁爱平 段文红
受保护的技术使用者:深圳市誉和钻石工具有限公司
技术研发日:2021.04.12
技术公布日:2021/11/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。