1.本实用新型涉及航空机件制造领域,尤其是涉及一种新型环轧模具智能快换系统。
背景技术:
2.环轧机模具是制造航空机件的重要设备,其在换型时需要进行预热处理。现有的预热方式为操作人员手工吊桩至加热炉,多名作业员借助行车去手动更换模具工装,需要25分钟,效率低下;且只有ppe没有机械防护,存在较大安全隐患,在当前多品种、小批量的产品结构下,很难实现柔性生产。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种新型环轧模具智能快换系统,能够解决现有环轧模具加热换型效率低下、安全性低的问题。
4.本实用新型的主要内容包括:一种新型环轧模具智能快换系统,主要包括:三根纵向滑轨,在纵向滑轨上依次设置有第一横向滑轨、安装板、第二横向滑轨,所述第一横向滑轨与纵向滑轨之间设置有第一电缸,所述安装板与纵向滑轨之间设置有第二电缸,所述第二横向滑轨与纵向滑轨之间设置有第三电缸,在所述第一横向滑轨的上方设置有第一工装座,在所述安装板的上方设置有第二工装座,在所述第二工装座与安装板之间设置有升降装置,在所述第二横向滑轨的上方设置有第三工装座,在所述第二工装座的侧面外部设置有工装炉。
5.优选地,所述升降装置为气缸、液压升降装置、丝杆中的任一种。
6.优选地,在所述第一横向滑轨、第二横向滑轨的两端均设置有限位装置。
7.优选地,所述限位装置为限位块或者接近开关。
8.优选地,所述工装炉的顶部设置有炉盖。
9.优选地,所述炉盖处开设有仿形孔。
10.本实用新型的有益效果在于:本实用新型采用自动化的装置,与现有换工装系统相比,环轧模具更换系统缩短了换型时间,提升柔性生产能力;同时也避免了换型过程中的安全隐患,提升了操作人员的安全性。
附图说明
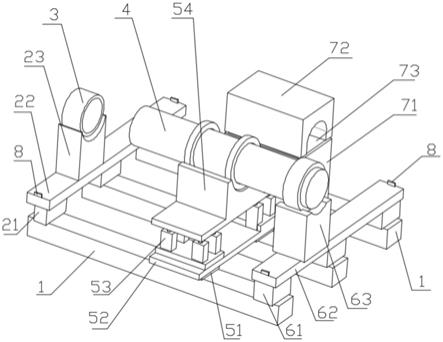
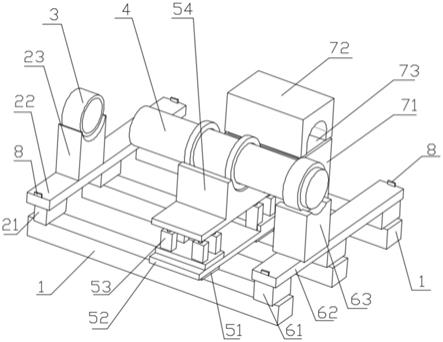
11.图1为新型环轧模具智能快换系统一较佳实施例的立体结构示意图;
12.附图标记:1
‑
纵向滑轨,21
‑
第一电缸;22
‑
第一横向滑轨,23
‑
第一工装座,3
‑
轴承,4
‑
工装轴,51
‑
第二电缸,52
‑
安装板,53
‑
升降装置,54
‑
第二工装座,61
‑
第三电缸,62
‑
第二横向滑轨,63
‑
第三工装座,71
‑
工装炉, 72
‑
炉盖,73
‑
仿形孔,8
‑
限位装置。
具体实施方式
13.以下结合附图对本实用新型所保护的技术方案做具体说明。
14.一种新型环轧模具智能快换系统,主要包括:三根纵向滑轨1,在纵向滑轨 1上依次设置有第一横向滑轨22、安装板52、第二横向滑轨62,所述第一横向滑轨22与纵向滑轨1之间设置有第一电缸21,所述安装板52与纵向滑轨1之间设置有第二电缸51,所述第二横向滑轨62与纵向滑轨1之间设置有第三电缸 61,在所述第一横向滑轨22的上方设置有第一工装座23,在所述安装板52的上方设置有第二工装座54,在所述第二工装座54与安装板52之间设置有升降装置53,在所述第二横向滑轨62的上方设置有第三工装座63,在所述第二工装座54的侧面外部设置有工装炉71。
15.本实施例中,升降装置53采用气缸升降,共两组气缸,设置于安装板52 的两端,每组气缸有四个,第一确保有足够的升降力,第二确保升降的稳定性。
16.本实用新型还包括已控制系统,所述第一电缸21、第二电缸51、升降气缸与控制系统之间均电连接。
17.另外,第一横向滑轨22、第二横向滑轨62的两端均设置有限位装置8,本实施例中,限位装置采用接近开关,并且接近开关与控制系统之间电连接,当第一工装座23或者第三工装座63靠近横向滑轨边缘时,接近开关将信号反馈至控制系统,控制系统控制第一电缸21、第二电缸51停止运动。
18.进一步的,工装炉71的顶部设置有炉盖72,在炉盖72处开设有仿形孔73,便于工装轴穿过仿形孔73内。
19.本实用新型的工作原理为:将工装轴4放置于第二工装座54上,将轴承3 放置于第一工装座23上,升降气缸运动,调节第二工装座54的高度,使得工装轴4的高度与轴承3相匹配。第一电缸21驱动第一横向滑轨22运动,从而带动第一工装座23运动,将轴承3套设于工装轴4处。然后升降气缸下降,装配好的工装轴一端架设于第一工装座23上,另一端架设于第三工装座63上,第一工装座23和第三工装座63分别在第一横向滑轨22和第二横向滑轨62上横向移动,将工装轴4带动至工装炉71处,盖上炉盖72,开始加热,加热完成后将工装轴 4从工装座上取下,第一工装座23和第三工装座63复位,准备下一个工装轴4 的装配。
20.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种新型环轧模具智能快换系统,其特征在于,主要包括:三根纵向滑轨,在纵向滑轨上依次设置有第一横向滑轨、安装板、第二横向滑轨,所述第一横向滑轨与纵向滑轨之间设置有第一电缸,所述安装板与纵向滑轨之间设置有第二电缸,所述第二横向滑轨与纵向滑轨之间设置有第三电缸,在所述第一横向滑轨的上方设置有第一工装座,在所述安装板的上方设置有第二工装座,在所述第二工装座与安装板之间设置有升降装置,在所述第二横向滑轨的上方设置有第三工装座,在所述第二工装座的侧面外部设置有工装炉。2.根据权利要求1所述的一种新型环轧模具智能快换系统,其特征在于,所述升降装置为气缸、液压升降装置、丝杆中的任一种。3.根据权利要求1所述的一种新型环轧模具智能快换系统,其特征在于,在所述第一横向滑轨、第二横向滑轨的两端均设置有限位装置。4.根据权利要求3所述的一种新型环轧模具智能快换系统,其特征在于,所述限位装置为限位块或者接近开关。5.根据权利要求1所述的一种新型环轧模具智能快换系统,其特征在于,所述工装炉的顶部设置有炉盖。6.根据权利要求5所述的一种新型环轧模具智能快换系统,其特征在于,所述炉盖处开设有仿形孔。
技术总结
本实用新型提出了一种新型环轧模具智能快换系统,主要包括:多根纵向滑轨,在纵向滑轨上依次设置有第一横向滑轨、安装板、第二横向滑轨,所述第一横向滑轨与纵向滑轨之间设置有第一电缸,所述安装板与纵向滑轨之间设置有第二电缸,所述第二横向滑轨与纵向滑轨之间设置有第三电缸,在所述第一横向滑轨的上方设置有第一工装座,在所述安装板的上方设置有第二工装座,在所述第二工装座与安装板之间设置有升降装置,在所述第二横向滑轨的上方设置有第三工装座,在所述第二工装座的侧面外部设置有工装炉。通过上述方式,能够解决现有环轧模具加热换型效率低下、安全性低的问题。安全性低的问题。安全性低的问题。
技术研发人员:韩成龙 李波 武洋 张松 郑苏
受保护的技术使用者:豪梅特航空机件(苏州)有限公司
技术研发日:2021.01.04
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。