1.本技术涉及立式淬火机床配件的技术领域,尤其是涉及一种立式淬火机床用快速定位夹具。
背景技术:
2.为了改变金属零件表面或内部某一性能,人们采用适当的方式在固态下对钢件进行加热、保温、冷却,以获得所需要的组织和性能。
3.相关技术中,参见图1,一种l型杆件100,包括长杆110,长杆110一端一体成型有弯折段120,弯折段120背离长杆110的一端一体成型有短杆130,短杆130轴线方向与长杆110径向方向平行且不共线。设计需求中,长杆110周侧需要经过淬火提高表面硬度。工作人员使用立式淬火机床时,会使用立式淬火机床上的顶尖对零件轴心进行定位,再将感应线圈套设在零件外侧,对零件进行感应加热。立式淬火机床由床身、滑台、感应加热装置、夹紧旋转机构、淬火液循环系统、电气控制系统等组成。滑台固定在床身上,夹紧旋转机构包括顶尖和旋转夹具,顶尖端部竖直向下设置,旋转夹具位于顶尖下侧。工作人员使用旋转夹具夹持l型杆件的短杆,使用v型槽对l型杆件的长杆下端进行定位,顶尖受重力作用沿竖直方向抵紧在长杆背离短杆的一端。感应加热装置包括感应线圈,感应线圈套设在长杆外侧,滑台带动感应线圈沿竖直方向移动,旋转夹具带动l型杆件绕竖直方向转动,完成对长杆的淬火处理。
4.针对上述中的相关技术,工作人员在安装l型杆件时,需要先打开旋转夹具上的压板,将短杆放置在旋转夹具压板内,使长杆呈竖直状态抵紧v型槽,在锁紧旋转夹具,完成l型杆件的固定,淬火完成后,工作人员需要松开旋转夹具的压板,取下完成淬火的l型杆件,再将未被淬火的l型杆件固定在旋转夹具上,存在有操作不便,工作效率较低的缺陷。
技术实现要素:
5.为了简化操作,提高工作效率,本技术提供一种立式淬火机床用快速定位夹具。
6.本技术提供的一种立式淬火机床用快速定位夹具采用如下的技术方案:
7.一种立式淬火机床用快速定位夹具,包括安装架,所述安装架下端与旋转夹具固定连接,所述安装架上设置有用于使长杆与顶尖同轴设置的安装槽,所述安装槽沿任意水平方向穿设安装架, l型杆件沿所述安装槽深度方向与所述安装槽滑移配合,所述安装架上还设置有用于吸附长杆的第一永磁体,所述第一永磁体位于安装架沿长杆径向方向背离安装槽的一侧,所述第一永磁体与安装架固定连接。
8.通过采用上述技术方案,工作人员拿起l型杆件,使长杆呈竖直设置,沿滑移槽深度方向推动l型杆件,当长杆靠近第一永磁体时,第一永磁体吸附长杆,使长杆位于顶尖下侧,同时使长杆与安装架相对固定。实际生产中,旋转夹具带动安装架转动,感应线圈沿长杆轴线方向移动,从而完成对长杆的淬火,通过这种方式,方便工作人员定位l型杆件,并方便直接取下杆件,有助于简化操作,提高工作效率。
9.优选的,所述安装架上还设置有用于吸附短杆的第二永磁体,所述第二永磁体位于安装架沿长杆径向方向背离安装槽的一侧,所述第二永磁体与安装架固定连接。
10.通过采用上述技术方案,当工作人员推动l型杆件与滑移槽滑移,短杆靠近第二永磁体时,第二永磁体吸附短杆,第一永磁体和第二永磁体有助于保证l型杆件在安装架上的稳定性,有助于减少旋转夹具带动安装架转动时,l型杆件受离心力作用发生偏转,影响淬火效果的情况发生。
11.优选的,所述安装槽包括第一抵接槽,所述第一抵接槽与顶尖同轴设置,所述第一抵接槽自上向下穿设安装架,所述第一抵接槽径向方向的一侧呈敞开设置。
12.通过采用上述技术方案,当第一永磁体吸附长杆后,长杆周侧面抵接在第一抵接槽侧壁上,有助于保证长杆与顶尖同轴设置,从而有助于减少长杆在转动过程中,与感应线圈抵接或碰撞的情况发生,有助于保证淬火效果。
13.优选的,所述安装槽还包括第二抵接槽,所述第二抵接槽与第一抵接槽任意径向方向平行,所述第二抵接槽沿第一抵接槽任意径向方向穿设安装架,并与第一抵接槽连通,所述第二抵接槽沿其自身径向方向靠近第一抵接槽敞开口的一侧呈敞开设置。
14.通过采用上述技术方案,第二抵接槽有助于对短杆进行定位,有助于减少短杆受离心力的作用向任意方向移动或转动,从而带动长杆转动,影响淬火效果的情况发生。
15.优选的,所述安装槽侧壁还包括避让槽,所述避让槽沿水平方向自外向内穿设安装架,所述避让槽深度方向与第一抵接槽径向方向平行,所述避让槽深度方向与第二抵接槽轴线方向垂直,所述避让槽位于第一抵接槽与第二抵接槽相连通的上侧,所述避让槽靠近第一抵接槽的一侧呈敞开设置,所述避让槽靠近第二抵接槽的一侧呈敞开设置,所述避让槽包括倾斜面,所述倾斜面沿靠近第一永磁体的一侧向靠近第二永磁体的一侧倾斜向下设置。
16.通过采用上述技术方案,避让槽有助于减少工作人员在放置l型杆件时,l型杆件上的弯折段与第一抵接槽和第二抵接槽连通处的尖角碰撞的情况发生,有助于减少对l型杆件或快速定位夹具的损伤。同时,避让槽方便工作人员向背离第一永磁体的一侧掰动l型杆件,方便工作人员拆卸l型杆件。
17.优选的,所述安装架背离安装槽敞开口的一侧还设置有第一嵌入槽和第二嵌入槽,所述第一永磁体沿水平方向与第一嵌入槽嵌设配合,所述第二永磁体沿水平方向与第二嵌入槽嵌设配合。
18.通过采用上述技术方案,第一嵌入槽和第二嵌入槽方便工作人员安装和拆卸第一永磁体和第二永磁体,水平设置的第一嵌入槽和第二嵌入槽有助于减少第一永磁体和第二永磁体在安装架转动的过程中,受离心力向外运动的可能性,有助于保证第一永磁体和第二永磁体在安装架上的稳定性。
19.优选的,所述第一嵌入槽底壁上设置有第一通孔,所述第一通孔沿第一嵌入槽深度方向贯穿安装架,所述第一通孔连通第一嵌入槽和第一抵接槽,所述第二嵌入槽底壁上设置有第二通孔,所述第二通孔沿第二嵌入槽深度方向贯穿安装架,所述第二通孔连通第二嵌入槽和第二抵接槽。
20.通过采用上述技术方案,第一通孔和第二通孔有助于减少安装架对第一永磁体和第二永磁体产生的磁力的影响,有助于减少安装架影响第一永磁体和第二永磁体吸附效果
的情况发生。
21.优选的,所述安装架包括固定块和定位柱,所述第一嵌入槽和第二嵌入槽均位于固定块上,所述定位柱与第一嵌入槽同轴设置,旋转夹具夹紧所述定位柱,旋转夹具上侧面抵紧在所述固定块的下侧面上。
22.通过采用上述技术方案,定位柱与第一嵌入槽同轴设置,定位柱方便旋转夹具定位安装架转动轴线,有助于保证安装架绕顶尖轴线方向转动,同时旋转夹具上侧面抵紧在固定块下侧面上,有助于提高安装架在旋转夹具上的稳定性,有助于减少安装架沿竖直方向运动的可能性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.借助安装槽和第一磁吸块,方便工作人员安装和拆卸l型杆件,有助于简化工作人员的操作过程,提高工作效率;
25.2.借助第二磁吸块、第一抵接槽和第二抵接槽,有助于保证l型杆件在安装架上的稳定性,减少安装架转动时,l型杆件受离心力作用转动,影响淬火效果的情况发生;
26.3.借助定位柱和固定块,有助于保证安装架绕顶尖轴线方向转动,同时有助于减少安装架沿竖直方向移动的情况发生。
附图说明
27.图1是相关技术中主要体现l型杆件整体结构的轴侧示意图;
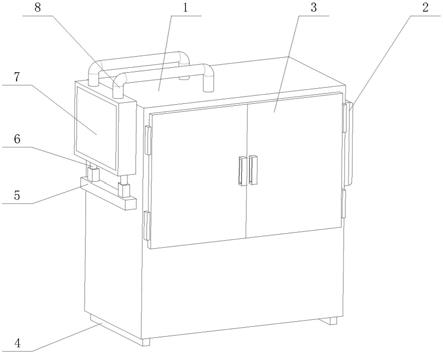
28.图2是本技术实施例主要体现立式淬火机床用快速定位夹具整体结构的轴侧示意图;
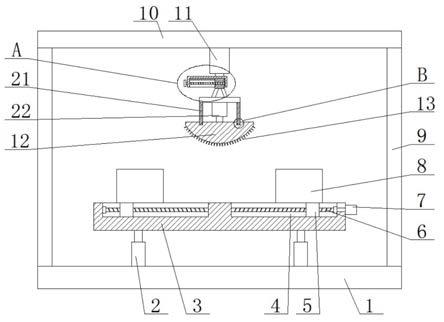
29.图3是本技术实施例主要体现快速定位夹具内部结构的轴侧阶梯剖视图;
30.图4是本技术实施例主要体现第一嵌入槽和第二嵌入槽结构的轴侧示意图。
31.附图标记:1、安装架;11、固定块;12、定位柱;2、安装槽;21、滑移槽;22、第一抵接槽;23、第二抵接槽;24、第一嵌入槽;241、第一通孔;25、第二嵌入槽;251、第二通孔;26、避让槽;261、倾斜面;3、第一永磁体;4、第二永磁体;100、l型杆件;110、长杆;120、弯折段;130、短杆。
具体实施方式
32.以下结合附图1
‑
4对本技术作进一步详细说明。
33.本技术实施例公开一种立式淬火机床用快速定位夹具。
34.参见图2,立式淬火机床用快速定位夹具包括安装架1,安装架1包括一体成型的固定块11和定位柱12,定位柱12与固定块11同轴设置,定位柱12上侧面与固定块11下侧面固定连接。固定块11上设置有用于对l型杆件100进行定位的安装槽2。实际生产中,工作人员使用旋转夹具夹紧定位柱12,使定位柱12与顶尖同轴设置,使固定块11下侧面抵紧在旋转夹具上侧面上,通过这种方式,方便对安装架1进行定位。工作人员将l型杆件100放入安装槽2内,使l型杆件100与旋转夹具相对固定,使长杆110与顶尖同轴设置,下压顶尖,从而使l型杆件100在旋转夹具和顶尖之间相对固定。启动旋转夹具,旋转夹具带动l型杆件100绕长杆110轴线方向转动,感应线圈对长杆110进行淬火。
35.具体而言,参见图2、图3,安装槽2位于固定块11径向方向的一侧,安装槽2包括滑
移槽21和第一抵接槽22。l型杆件100与滑移槽21沿滑移槽21深度方向滑移配合。第一抵接槽22自上向下穿设固定块11,第一抵接槽22与固定块11同轴设置。长杆110周侧壁与第一抵接槽22侧壁抵紧。第一抵接槽22位于滑移槽21沿滑移槽21深度方向背离安装槽2敞开口的一侧。第一抵接槽22沿滑移槽21深度方向背离滑移槽21的一侧设置有第一永磁体3,第一永磁体3与固定块11固定连接。
36.实际生产中,工作人员将定位柱12与旋转夹具固定连接,使l型杆件100的长杆110呈竖直设置,将短杆130的下侧面抵接在滑移槽21下侧壁上,工作人员沿滑移槽21深度方向推动l型杆件100,当l型杆件100靠近第一永磁体3后,第一永磁体3吸附l型杆件100,使长杆110位于第一抵接槽22内,工作人员下压顶尖,顶尖压设在长杆110顶端,与顶尖同轴设置的第一抵接槽22使长杆110与顶尖同轴,工作人员启动立式淬火机床,旋转夹具带动固定块11转动,感应线圈对l型杆件100进行淬火。当该工件淬火完成后,工作人员用力将l型杆件100与第一永磁体3分离,从而将l型杆件100取下,再重复上述操作,安装未被淬火的l型杆件100,再进行淬火,通过这种方式,有助于减少反复打开锁紧夹具需要的时间,同时方便工作人员对l型杆件100进行定位,有助于保证感应线圈套设在长杆110外侧,对长杆110进行淬火。
37.具体而言,参见图3、图4,固定块11沿其自身径向方向背离滑移槽21的一侧向内开设有第一嵌入槽24,第一嵌入槽24呈水平设置,第一永磁体3与第一嵌入槽24沿第一嵌入槽24轴线方向插接配合。第一嵌入槽24位于第二抵接槽23上侧。通过这种方式安装第一永磁体3,方便工作人员安装第一永磁体3,同时,当工作人员拆卸l型杆件100时,有助于减少永磁体向反向运动,掉落的情况发生。
38.第一嵌入槽24底壁上设置有第一通孔241,第一通孔241与第一嵌入槽24同轴设置,第一通孔241轴线方向两端分别与第一嵌入槽24和第一抵接槽22连通设置。第一通孔241有助于减少固定块11对第一永磁体3吸附效果的影响。
39.固定块11上还设置有第二抵接槽23,第二抵接槽23轴线方向呈水平设置,第二抵接槽23位于滑移槽21沿滑移槽21深度方向的底壁上。实际生产中,当长杆110位于第一抵接槽22内时,工作人员推动短杆130,短杆130周侧面与第二抵接槽23侧壁抵接。第二抵接槽23方便工作人员对长杆110定位,当旋转夹具带动安装架1旋转时,短杆130抵紧第一抵接槽22内侧壁,有助于减少安装槽2侧壁对短杆130的损伤。
40.第二抵接槽23沿滑移槽21深度方向背离滑移槽21的一侧设置有第二永磁体4,第二永磁体4呈水平设置。固定块11上设置有第二嵌入槽25,第二嵌入槽25呈水平设置,第二嵌入槽25位于第二抵接槽23沿滑移槽21深度方向背离滑移槽21的一侧,第二嵌入槽25轴线方向呈水平设置。第二永磁体4与第二嵌入槽25插接配合。通过这种方式,方便工作人员安装l型杆件100,确保短杆130抵接在第二抵接槽23侧壁上,同时第一永磁体3和第二永磁体4吸附l型杆件100的不同位置,有助于提高l型杆件100在安装架1上的稳定性。
41.第二嵌入槽25底壁上设置有第二通孔251,第二通孔251与第二嵌入槽25同轴设置,第二通孔251轴线方向两端分别与第二嵌入槽25和第二抵接槽23连通设置。第二通孔251有助于减少安装架1对第二永磁体4吸附效果的影响。
42.参见图2、图3,安装槽2还包括避让槽26,避让槽26位于第二抵接槽23上侧,避让槽26沿滑移槽21深度方向贯穿滑移槽21沿其自身深度方向的底壁。避让槽26包括倾斜面261,
倾斜面261沿靠近第一永磁体3的一侧向靠近第二永磁体4的一侧倾斜设置。避让槽26靠近第一抵接槽22的一侧与第一抵接槽22连通,避让槽26靠近第二抵接槽23的一侧与第二抵接槽23连通。实际使用中,避让槽26以及倾斜面261有助于减少工作人员在推动l型杆件100的过程中,第一抵接槽22和第二抵接槽23连通的尖角损伤l型杆件100弯折段120的情况发生。
43.本技术实施例一种立式淬火机床用快速定位夹具的实施原理为:安装作业中,工作人员松开旋转夹具,将定位柱12放置在旋转夹具内,拧紧旋转夹具,旋转夹具夹紧定位柱12,旋转夹具上侧面抵接在固定块11的下侧面上。工作人员将长杆110呈竖直放置,沿安装槽2深度方向推动l型杆件100,当长杆110靠近第一抵接槽22侧壁时,第一永磁体3吸附长杆110,使长杆110与第一抵接槽22同轴设置,第二永磁体4吸附短杆130,使短杆130周侧面抵紧在第二抵接槽23侧壁上,从而将l型杆件100固定在固定块11上。工作人员下压顶尖,顶尖抵接在长杆110上端面上。
44.实际生产中,工作人员启动淬火机床,旋转夹具绕其自身轴线方向转动,带动安装架1绕其自身轴线方向转动,第一永磁体3和第二永磁体4有助于减少l型杆件100受离心力的作用飞出安装架1的情况发生,滑台带动感应线圈沿竖直方向在长杆110外侧移动,对长杆110周侧面进行淬火。当该l型杆件100淬火结束后,工作人员抓住长杆110上侧向靠近安装槽2敞开口的一侧用力,使长杆110向远离第一永磁体3的一侧移动,从第一永磁体3形成的磁场中脱离出来,短杆130向远离第二永磁体4的一侧移动,从第二永磁体4形成的磁场中脱离出来,从而将完成淬火的l型杆件100从快速定位夹具拆卸下来。
45.工作人员再将另一个未被淬火的l型杆件100沿滑移槽21滑移,使其固定在快速定位夹具上。通过这种方式,有助于简化工作人员安装和拆卸l型杆件100的操作,方便工作人员快速安装和拆卸l型杆件100,并保证长杆110与顶尖同轴设置,减少l型杆件100在转动过程中,长杆110侧壁与感应线圈接触或碰撞的情况发生,有助于提高l型杆件100的淬火效率,减少工作人员的工作强度,提高工作人员的工作效率。适合对大批量的l型杆件100进行快速淬火。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。