1.本实用新型涉及口罩生产技术领域,更具体地说,它涉及一种口罩耳绳焊线机构。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具,以纱布或纸等制成,口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时,戴口罩具有非常好的作用。
3.在口罩加工的过程中,需要将耳绳焊接在口罩片上,目前的耳绳焊接通常采用人工热压焊接,但是人工焊接耳绳效率较低。
技术实现要素:
4.本实用新型提出一种口罩耳绳焊线机构,解决了现有人工焊接耳绳效率较低,精度较低,连接强度较弱的技术问题。
5.本实用新型的技术方案是这样实现的:
6.一种口罩耳绳焊线机构,包括安装架,所述安装架设置有夹线组件和焊接组件,所述夹线组件用于夹住剪断耳绳线的两端放置于半成品平面口罩上,所述焊接组件用于加热按压耳绳线,所述焊接组件包括焊接座、焊接驱动件、超声下压焊头,所述焊接座竖直滑动设置于所述安装架、所述焊接驱动件用于驱动所述焊接座竖直滑动,所述超声下压焊头设置于所述焊接座且用于加热下压耳绳线的端部。
7.作为一优选的实施方式,所述夹线组件设置有两组且分别位于所述安装架的两侧,所述焊接组件设置有两组且位于两组所述夹线组件相互靠近的内侧。
8.作为一优选的实施方式,所述夹线组件包括夹线座、第一转动块、第二转动块、第一夹片、第二夹片、第三夹片、第四夹片、竖直驱动件、第一驱动件、第二驱动件、第三驱动件、第四驱动件,所述夹线座竖直滑动设置于安装架,所述竖直驱动件用于驱动夹线座竖直滑动,所述第一转动块和所述第二转动块分别转动设置于所述夹线座,所述第一驱动件驱动所述第一转动块转动,所述第二驱动件驱动所述第二转动块转动,所述第一夹片和所述第二夹片滑动设置于所述第一转动块的底端,所述第三驱动件用于驱动所述第一夹片和所述第二夹片相互靠近或者远离,所述第三夹片和所述第四夹片滑动设置于所述第二转动块的底端,所述第四驱动件用于驱动所述第三夹片和所述第四夹片相互靠近或者远离。
9.作为一优选的实施方式,所述竖直驱动件为伺服电机,所述伺服电机的输出轴设置有第一同步轮,所述安装架上转动承载有第二同步轮,所述第一同步轮和第二同步轮之间连接有同步带,所述第二同步轮设置有偏心轮,所述夹线座铰接有连杆,所述连杆远离所述夹线座的一端偏心连接在所述偏心轮上。
10.作为一优选的实施方式,所述夹线座顶端的两侧固定有两个导向杆,安装架的底端开设有与导向杆滑动配合的导向孔。
的含义是两个或两个以上,除非另有明确具体的限定。
23.本实用新型的说明书和权利要求书及上述附图说明中,当元件被称为“固定于”或“安装于”或“设置于”或“连接于”另一个元件上,它可以是直接或间接位于该另一个元件上。例如,当一个元件被称为“连接于”另一个元件上,它可以是直接或间接连接到该另一个元件上。
24.此外,在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本实用新型的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
25.实施例:
26.如图1所示,一种口罩耳绳焊线机构,包括底座100,所述底座100包括上料工位、加工工位和下料工位,所述底座100设置有:上料传输机构200、放线机构300和焊线机构400,所述上料传输机构200用于承载半成品平面口罩并将半成品平面口罩由所述上料工位传输经过所述加工工位至下料工位;所述放线机构300设置于所述加工工位,所述放线机构300包括放线组件310、拉线组件 320和剪线组件330,所述放线组件310用于收缴耳绳线,所述拉线组件320用于拉出所述放线组件310上的耳绳线,所述剪线组件330用于剪断拉出的耳绳线;所述焊线机构400设置于所述加工工位且位于所述放线机构300的上方,所述焊线机构400包括夹线组件410和焊接组件420,所述夹线组件410用于夹住剪断耳绳线的两端放置于半成品平面口罩上,所述焊接组件420用于加热按压耳绳线。通过本实用新型,产品的合各率和产品的数量上提高了近三倍,克服了拉耳绳长度不统一,夹耳绳转动精度不准,工位调节麻烦,生产噪音大,设备寿命短,设备速度慢,口罩次品多等一系列问题。
27.如图1所示,所述上料传输机构200包括传输架210、设置于传输架210的传送带组件220、设置于传输架210的上料挡板230和设置于传输架210的上料压板240,所述上料挡板230设置有至少两块且分别位于所述传送带组件220宽度方向两侧,所述上料压板240设置有与所述传送带组件220顶端抵接配合的压料部。具体地,传输架210安装在底座100上,传送带组件220设置在传输架210上,通过传送带组件220,可以将其他设备生产的半成品平面口罩运输至加工工位,待半成品平面口罩完成耳绳焊接后,再将成品口罩运输至下料工位,传送带组件220全程plc控制,自动化程度较高。在本实施例中,传送带组件 220的顶端宽度方向的两侧安装有上料挡板230,可以避免口罩在传输过程中发生脱落,上料压板240可以压住口罩,避免口罩相当于传送带组件220发生位于,有利于提高焊接耳绳时候的精度。本实用新型可以单机使用,采用人工放料,每分钟可以达到35
‑
40片。
28.如图1所示,所述放线机构300设置有两组且分别位于所述上料传输机构 200宽度方向的两侧;所述夹线组件410设置有两组且分别位于所述上料传输机构200宽度方向的两侧,所述焊接组件420设置有两组且位于两组所述夹线组件410相互靠近的内侧。具体地,由于需要在口罩的两侧焊接耳绳,放线机构 300、夹线组件410和焊接组件420设置有两组,可以极大的提高加工效率。
29.如图2和图3所示,所述放线机构300包括沿所述上料传输机构200长度方向设置的模组安装板301;所述放线组件310包括设置于所述模组安装板301 的放线座311、转动设置于所述放线座311的放线轮312用于驱动所述放线轮 312转动的放线驱动件313;所述拉线
组件320包括沿所述模组安装板301长度方向滑动设置的拉线座321、用于驱动所述拉线座321滑动的拉线驱动件322、设置于所述拉线座321上的拉线夹323、设置于所述拉线座321且用于驱动所述拉线夹323打开和闭合线夹驱动件324;所述剪线组件330包括设置于所述模组安装板301上的剪线座331和设置于所述剪线座331上的耳绳剪刀332,所述剪线座331位于所述放线座311和所述拉线座321之间。
30.在本实施例中,放线驱动件313可以采用伺服电机,通过伺服电机带动放线轮312转动放线。放线座311铰接设置有压线轴314,所述压线轴314的自由端转动连接有压线轮315,压线轮315与放线轮312抵接配合,在自然状态下,压线轮315可以压紧放线轮312,在放线过程中放线轮312可以使耳绳线处于绷紧状态,有利于提高放线精度。
31.如图2和图3所示,所述拉线驱动件322包括直线模组,两组所述直线模组通过模组连接轴326传动连接,所述底座100设置有用于驱动所述模组连接轴326转动的模组电机325。在本实施例中,采用一个模组电机325,通过模组连接轴326,从而控制两个直线模组同步运作,以保证两边的耳绳线拉出的长度保持一致。线夹驱动件324可以采用气缸。
32.优选地,所述模组安装板301设置有行程感应开关327,所述行程感应开关 327用于感应所述拉线座321滑动距离并控制所述模组电机325停止转动。具体地,通过行程感应开关327,可以精确确定拉线座321的移动距离,以保证拉线的长度,行程感应开关327的安装位置可以根据不同型号的口罩进行调整。
33.优选地,所述剪线座331上还设置有用于控制耳绳剪刀332剪线的剪线驱动件333,剪线驱动件333可以采用气缸驱动。
34.放线机构300工作时,拉线驱动件322反转将拉线座321移动至靠近放线座311的位置,线夹驱动件324驱动拉线夹323打开,然后线夹驱动件324再驱动拉线夹323闭合夹紧耳绳线的端部;此时拉线驱动件322正转,拉线座321 朝远离放线座311的方向移动,并且放线驱动件313启动,当拉线座321触发行程感应开关327,拉线驱动件322关闭;最后剪线驱动件333控制耳绳剪刀 332剪线。
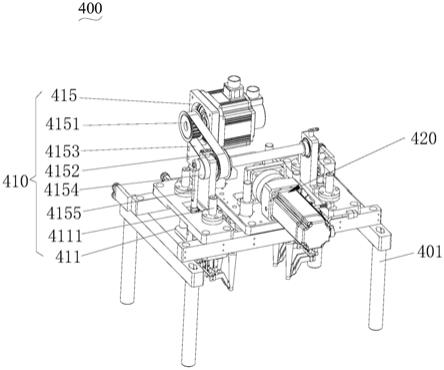
35.如图1和图4所示,所述焊线机构400包括安装架401,这里的安装件类似于龙门架,架设于传送带组件220的上方,方便安装夹线组件410和焊接组件 420。
36.结合图5所示,所述夹线组件410包括夹线座411、第一转动块412、第二转动块413、第一夹片4141、第二夹片4142、第三夹片4143、第四夹片4144、竖直驱动件415、第一驱动件416、第二驱动件417、第三驱动件418、第四驱动件419,所述夹线座411竖直滑动设置于安装架401,所述竖直驱动件415用于驱动夹线座411竖直滑动,所述第一转动块412和所述第二转动块413分别转动设置于所述夹线座411,所述第一驱动件416驱动所述第一转动块412转动,所述第二驱动件417驱动所述第二转动块413转动,所述第一夹片4141和所述第二夹片4142滑动设置于所述第一转动块412的底端,所述第三驱动件418用于驱动所述第一夹片4141和所述第二夹片4142相互靠近或者远离,所述第三夹片4143和所述第四夹片4144滑动设置于所述第二转动块413的底端,所述第四驱动件419用于驱动所述第三夹片4143和所述第四夹片4144相互靠近或者远离。具体地,夹线座411顶端的两侧固定有两个导向杆4111,安装架401 的底端开设有与导向杆4111滑动配合的导向孔。第一驱动件416和第二驱动件 417可以为伺服电机,第三驱动件418和第四驱动件419可以为气缸。当拉线座 321触发行程感应开关327时,夹线组件410工作时,此时为竖直驱动件415驱动所述夹线座411向下运动,
第三驱动件418驱动第一夹片4141和第二夹片4142 夹住耳绳线的一端,第四驱动件419驱动第三夹片4143和第四夹片4144夹住耳绳线靠近耳绳剪刀332的一侧,然后耳绳剪刀332剪线;接着第一驱动件416 和第二驱动件417启动,第一转动块412和第二转动块413转动,从而带动第一夹片4141、第二夹片4142、第三夹片4143、第四夹片4144转动,使剪下来的耳绳线的两端弯折朝向口罩半成品平面口罩。
37.优选地,所述竖直驱动件415为伺服电机,所述伺服电机的输出轴设置有第一同步轮4151,所述安装架401上转动承载有第二同步轮4152,所述第一同步轮4151和第二同步轮4152之间连接有同步带4153,所述第二同步轮4152设置有偏心轮4154,所述夹线座411铰接有连杆4155,所述连杆4155远离所述夹线座411的一端偏心连接在所述偏心轮4154上。具体地,竖直驱动件415带动第一同步轮4151转动,通过同步带4153带动第二同步轮4152转动,第二同步轮4152带动偏心轮4154转动,连杆4155偏心连接偏心轮4154,偏心轮4154 转动时,夹线座411上下运动,从而方便将剪断的耳绳线的两端放置到半成品平面口罩上。采用同步带4153传动,噪音较小。
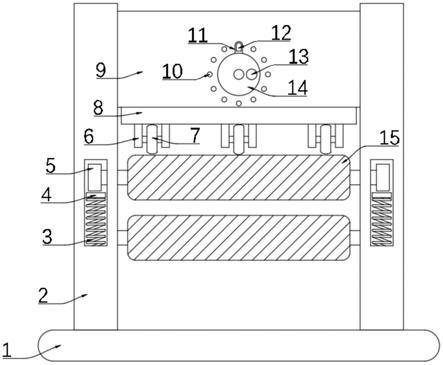
38.如图1、图4和图6所示,所述焊接组件420包括焊接座421、焊接驱动件 422、超声下压焊头423,所述焊接座421竖直滑动设置于所述安装架401、所述焊接驱动件422用于驱动所述焊接座421竖直滑动,所述超声下压焊头423 设置有所述焊接座421且用于加热下压耳绳线的端部。具体地,焊接驱动件422 为伺服电机,伺服电机的输出轴上设置有转轮425,所述转轮425偏心连接有焊接传动轴426,焊接传动轴426与焊接座421铰接。焊接座421的底端设置有导杆424,所述安装架401上开设有与所述导杆424滑动配合的导孔,导杆424的顶端设置有限位块,导杆424不易脱离导孔,超声下压焊头423设置有两个。工作时,焊接驱动件422启动,焊接座421向下运动,超声下压焊头423压住耳绳线的两端,超声下压焊头423启动,耳绳线热熔粘接于半成品平面口罩上。
39.如图1和图7所示,所述下料机构500设置于所述下料工位,所述下料机构500包括下料架501、设置于下料架501的传送组件和下料挡板510,所述下料挡板510位于所述传动组件远离所述上料传输机构200的一侧。通过下料机构500,可以将成型的口罩整齐的堆叠在一起,方便装箱打包。
40.具体地,所述传送组件包括第一传送带520、第二传送带530、第三传送带 540、第四传送带550和下料驱动件560,第一传送带520、第二传送带530上下抵接配合,第三传送带540、第四传送带550上下抵接配合,第一传送带520 与第三传送带540相对设置,第一传送带520与第三传送带540通过第一同步轴561传动连接,第二传送带530与第四传送带550相对设置,第二传送带530 与第四传送带550通过第二同步轴562传动连接,所述第一同步轴561设置有第一齿轮563,所述第二同步轴562设置有第二齿轮564,第一齿轮563和第二齿轮564啮合连接,下料驱动件560为伺服电机,下料驱动件560的输出轴连接第一同步轴561,下料驱动件560启动时,第一传送带520与第二传送带530 的传动方向相反,第三传送带540与第四传送带550的传动方向相反。下料时,第一传送带520与第二传送带530可以夹住一边的耳绳,第三传送带540与第四传送带550可以夹住另一边的耳绳,将口罩移动至下料挡板510处,下料挡板510具有定位功能,掉落的口罩可以整齐的堆叠在一起。
41.如图1所示,所述底座100设置有电控箱110,电控箱110内设置有处理器,上述所有驱动件与所述处理器电连接,本实用新型采用plc可以自动控制每一个驱动件按照预定的
流程进行运作,自动化程度较高。
42.工作原理:
43.上料,通过传送带组件220,可以将其他设备生产的半成品平面口罩运输至加工工位;
44.放线
‑
夹线
‑
压线,拉线驱动件322反转将拉线座321移动至靠近放线座311 的位置,线夹驱动件324驱动拉线夹323打开,然后线夹驱动件324再驱动拉线夹323闭合夹紧耳绳线的端部;此时拉线驱动件322正转,拉线座321朝远离放线座311的方向移动,并且放线驱动件313启动,当拉线座321触发行程感应开关327,拉线驱动件322关闭;竖直驱动件415驱动所述夹线座411向下运动,第三驱动件418驱动第一夹片4141和第二夹片4142夹住耳绳线的一端,第四驱动件419驱动第三夹片4143和第四夹片4144夹住耳绳线靠近耳绳剪刀332的一侧,然后剪线驱动件333控制耳绳剪刀332剪线;接着第一驱动件416和第二驱动件417启动,第一转动块412和第二转动块413转动,从而带动第一夹片4141、第二夹片4142、第三夹片4143、第四夹片4144转动,使剪下来的耳绳线的两端弯折朝向口罩半成品平面口罩;
45.焊接,焊接驱动件422启动,焊接座421向下运动,超声下压焊头423压住耳绳线的两端,超声下压焊头423启动,耳绳线热熔粘接于半成品平面口罩上;
46.下料,通过传送带组件220,将成品口罩传输至下料工位,下料驱动件560 启动,第一传送带520与第二传送带530可以夹住一边的耳绳,第三传送带540 与第四传送带550可以夹住另一边的耳绳,将口罩移动至下料挡板510处,下料挡板510具有定位功能,掉落的口罩可以整齐的堆叠在一起。
47.综上所述,通过本实用新型,产品的合各率和产品的数量上提高了近三倍,克服了拉耳绳长度不统一,夹耳绳转动精度不准,工位调节麻烦,生产噪音大,设备寿命短,设备速度慢,口罩次品多等一系列问题。
48.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。