1.本实用新型涉及的是双物料挤出包覆成型技术领域,具体涉及一种新型双物料挤出包覆成型模具。
背景技术:
2.目前,现有对于双物料异形条状产品,如果用传统注塑成型技术,模具大,成本高,注塑周期长,良率低;如果用双色共挤成型,再用二次加工实现产品,同样的周期长,良率低。基于此,设计一种新型双物料挤出包覆成型模具尤为必要。
技术实现要素:
3.针对现有技术上存在的不足,本实用新型目的是在于提供一种新型双物料挤出包覆成型模具,结构简单,设计合理,生产周期短,品质稳定,实用性强,易于推广使用。
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:新型双物料挤出包覆成型模具,包括底座,第一射传统挤出模具,真空定型冷却槽,第二射包覆挤出模具,底座左侧安装有第一射传统挤出模具,第一射产品挤出后经中间真空定型冷却槽定型和冷却,进入右侧的第二射包覆挤出模具进行第二射的包覆挤出成品,所述的第二射包覆挤出模具包括有基座、模架、定位圈、固定块、进胶部件、第一射导块、第二射成型块、固定环、同心度调节螺丝,基座一侧安装在机台上,另一侧安装着模架,基座与模架之间设置有防止相互偏移的定位圈,固定块固定着进胶部件,模架中有第一射导块,并连接着第二射成型块,第二射成型块外环侧有固定环,固定环周圈装有同心度调节螺丝。
5.作为优选,所述的第一射传统挤出模具挤出的第一射产品后经中间真空定型冷却槽定型和冷却,进入右侧的第二射包覆挤出模具进行第二射的包覆挤出成品。
6.作为优选,所述的所述的基座一侧安装在机台上,另一侧安装着模架,基座与模架之间设置有防止相互偏移的定位圈,固定块固定着进胶部件,第二射胶料从此处射出,模架中设置有第一射导块,右侧连接着第二射成型块,第二射成型块外环侧有固定环,固定环周圈装有调节第一射与第二射产品之间同心度的同心度调节螺丝。
7.本实用新型的有益效果:本装置采用的一种新型双物料挤出包覆成型模具,结构简单,设计合理,第一射挤出后经定型和冷却,在牵引的同时进行第二射的包覆挤出成品,生产周期短,品质稳定,实用性强,易于推广使用。
附图说明
8.下面结合附图和具体实施方式来详细说明本实用新型;
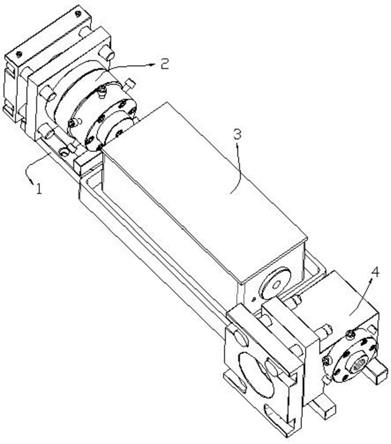
9.图1为本实用新型的结构示意图;
10.图2为本实用新型俯视图
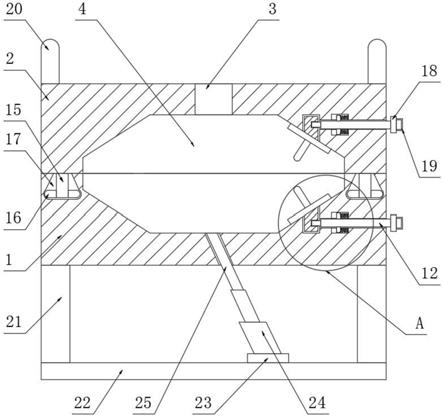
11.图3为本实用新型a
‑
a剖视图
12.图4为本实用新型b
‑
b剖视图。
具体实施方式
13.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
14.参照图1
‑
4,本具体实施方式采用以下技术方案:新型双物料挤出包覆成型模具,包括底座1,第一射传统挤出模具2,真空定型冷却槽3,第二射包覆挤出模具4,底座左侧安装有第一射传统挤出模具2,第一射产品挤出后经中间真空定型冷却槽3定型和冷却,进入右侧的第二射包覆挤出模具4进行第二射的包覆挤出成品,所述的第二射包覆挤出模具4包括有基座4
‑
1、模架4
‑
2、定位圈4
‑
3、固定块4
‑
4、进胶部件4
‑
5、第一射导块4
‑
6、第二射成型块4
‑
7、固定环4
‑
8、同心度调节螺丝4
‑
9,基座4
‑
1一侧安装在机台上,另一侧安装着模架4
‑
2,基座4
‑
1与模架4
‑
2之间有防止相互偏移的定位圈4
‑
3,固定块4
‑
4固定着进胶部件4
‑
5,模架4
‑
2中有第一射导块4
‑
6,并连接着第二射成型块4
‑
7,第二射成型块4
‑
7外环侧有固定环4
‑
8,固定环4
‑
8周圈装有同心度调节螺丝4
‑
9。
15.值得注意的是,所述的所述的第一射传统挤出模具2挤出的第一射产品后经中间真空定型冷却槽3定型和冷却,进入右侧的第二射包覆挤出模具4进行第二射的包覆挤出成品。
16.值得注意的是,所述的基座4
‑
1一侧安装在机台上,另一侧安装着模架4
‑
2,基座4
‑
1与模架4
‑
2之间设置有防止相互偏移的定位圈4
‑
3,固定块4
‑
4固定着进胶部件4
‑
5,模架4
‑
2中设置有第一射导块4
‑
6,并连接着第二射成型块4
‑
7,第二射成型块4
‑
7外环侧有固定环4
‑
8,固定环4
‑
8周圈装有调节第一射与第二射产品之间同心度的同心度调节螺丝4
‑
9。
17.本具体实施方式的工作原理为:首先,第一射传统挤出模具2挤出的第一射产品,通过真空定型冷却槽3进行定型和冷却,再进入右侧第二射包覆挤出模具4内设置的第一射导块4
‑
6,到达第二射成型块4
‑
7,同时第二射胶料经进胶部件(4
‑
5)射进第二射成型块(4
‑
7)内包覆在第一射产品上,产品继续向右牵引,切断,出来成品。
18.本具体实施方式实现双物料异型条状产品成型,结构简单,设计合理,第一射挤出后经定型和冷却,在牵引的同时进行第二射的包覆挤出成品,生产周期短,品质稳定,实用性强,具有广阔的市场应用前景。
19.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.新型双物料挤出包覆成型模具,其特征在于,包括底座(1)、第一射传统挤出模具(2)、真空定型冷却槽(3)和第二射包覆挤出模具(4),底座(1)左侧安装有第一射传统挤出模具(2),第一射传统挤出模具(2)右侧依次设置有真空定型冷却槽(3)和第二射包覆挤出模具(4)。2.根据权利要求1所述的新型双物料挤出包覆成型模具,其特征在于,所述的第二射包覆挤出模具(4)包括有基座(4
‑
1)、模架(4
‑
2)、定位圈(4
‑
3)、固定块(4
‑
4)、进胶部件(4
‑
5)、第一射导块(4
‑
6)、第二射成型块(4
‑
7)、固定环(4
‑
8)和同心度调节螺丝(4
‑
9),基座(4
‑
1)一侧安装在机台上,基座(4
‑
1)另一侧安装有模架(4
‑
2),基座(4
‑
1)与模架(4
‑
2)之间设置有防止相互偏移的定位圈(4
‑
3),固定块(4
‑
4)上固定有进胶部件(4
‑
5),模架(4
‑
2)中设置有第一射导块(4
‑
6),第一射导块(4
‑
6)连接着第二射成型块(4
‑
7),第二射成型块(4
‑
7)外环侧设置有固定环(4
‑
8),固定环(4
‑
8)周圈装有同心度调节螺丝(4
‑
9)。3.根据权利要求1所述的新型双物料挤出包覆成型模具,其特征在于,所述的第一射传统挤出模具(2)挤出的第一射产品后经中间真空定型冷却槽(3)定型和冷却,进入右侧的第二射包覆挤出模具(4)进行第二射的包覆挤出成品。
技术总结
本实用新型公开了一种新型双物料挤出包覆成型模具,它涉及挤出成型模具技术领域。包括底座,第一射传统挤出模具,真空定型冷却槽,第二射包覆挤出模具,底座左侧安装有第一射传统挤出模具,第一射产品挤出后经中间真空定型冷却槽定型和冷却,进入右侧的第二射包覆挤出模具进行第二射的包覆挤出产品。本实用新型对于双物料异形条状产品,模具简单,生产周期短,品质优良,应用前景广阔。应用前景广阔。应用前景广阔。
技术研发人员:吴学如 周焕聪 刘伟伟
受保护的技术使用者:鸿利达模具科技(中山)有限公司
技术研发日:2020.10.23
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。