1.本实用新型属于行李架打磨技术领域,涉及一种打磨装置。
背景技术:
2.行李架兼具审美与实用功能,特别应用于汽车上。行李架既能承载行李厢放不下的东西,如体积大的行李、自行车、折叠床等物件,并且让汽车的造型更酷。为此,行李架的外观要求越来越高。
3.现有的行李架的结构形状多变,结构复杂。加工时,需对行李架多个面打磨抛光,特别圆弧行李架体,现有的行李架打磨抛光设备无法完成行李架多个面打磨抛光。
4.为此,现有的行李架打磨抛光作业,大多为人工操作的,速率上比较慢,环境比较恶劣,在安全上更难以保证,并且不能保证打磨抛光的一致性,影响行李架的加工效果。
技术实现要素:
5.本实用新型的目的是针对现有的技术存在上述问题,提出了一种能够实现行李架多面打磨处理,且打磨质量具有一致性的打磨装置。
6.本实用新型的目的可通过下列技术方案来实现:一种打磨装置,包括:
7.机架,且在机架上安装有电机,其中,电机的输出端驱动链轮结构周向旋转,且在链轮结构上设置有工位一和工位二;
8.用以固定行李架的打磨工装,通过过渡板安装于链轮结构上,其中,链轮结构带动打磨工装依次通过工位一和工位二;
9.传感结构,安装于机架上,并位于链轮结构的一侧,其中,通过传感结构控制电机,将打磨工装止于工位一或者工位二。
10.在上述的一种打磨装置中,分别在工位一和工位二的一侧设置第一夹紧结构和第二夹紧结构,其中,第一夹紧结构包括第一夹紧气缸,和与第一夹紧气缸输出端相连的第一夹紧块;第二夹紧结构包括第二夹紧气缸,和与第二夹紧气缸输出端相连的第二夹紧块。
11.在上述的一种打磨装置中,在工位一的一侧设置有伸缩结构,且该伸缩结构位于打磨工装的下方,其中,该伸缩结构包括伸缩气缸,和与伸缩气缸输出端相连的靠板。
12.在上述的一种打磨装置中,打磨工装包括:底板,其上设置有用以定位行李架中部的中部定位结构,和用以定位行李架端部的端部定位结构,其中,中部定位结构包括与行李架上中部定位孔嵌套配合的中部销轴,端部定位结构包括与行李架上端部定位孔嵌套配合的端部销轴,且中部销轴或者端部销轴至少有一个呈浮动设置。
13.在上述的一种打磨装置中,浮动设置的中部销轴或者浮动设置的端部销轴通过弹性件实现上下浮动,其中,中部销轴或者端部销轴与弹性件嵌套配合。
14.在上述的一种打磨装置中,中部销轴或者端部销轴上与定位孔嵌套配合的一端呈倒角设置。
15.在上述的一种打磨装置中,中部定位结构包括与中部销轴相连的中部支架,且该
中部支架安装于底板上;端部定位结构包括与端部销轴相连的端部支架,且该端部支架安装于底板上。
16.在上述的一种打磨装置中,在中部支架或者端部支架上设置有用以固定行李架的锁定结构,其中,该锁定结构与行李架之间为卡接配合。
17.在上述的一种打磨装置中,锁定结构包括肘夹,和与肘夹卡接配合的拉紧杆,以及和拉紧杆旋转配合的压紧夹头,其中,通过肘夹,推动拉紧杆,使得压紧夹头旋转,从而压紧行李架的内侧铣削面。
18.在上述的一种打磨装置中,在端部定位结构的一侧设置有支撑架,且该支撑架安装于底板上。
19.与现有技术相比,本实用新型的有益效果:
20.(1)、本实用新型提供的一种打磨装置,通过电机驱动链轮结构,并配合传感结构,使得打磨工装能够停止于对应的工位上,从而实现行李架不同表面的打磨处理,而无需通过打磨设备变化角度来适应行李架的不同表面,进而降低了对于打磨设备的工艺要求和功能要求。
21.(2)、通过设置多个打磨工装,使得操作人员能够在等待前一个行李架进行打磨处理的时间内,对后续的打磨工装装载新的行李架,或者卸下打磨工装上已经完成打磨处理的行李架,以此提高行李架打磨的工作效率。
22.(3)、通过第一夹紧结构和第二夹紧结构,使得打磨工装上的行李架在工位一和工位二进行打磨操作时,打磨工装不发生晃动,从而提高行李架的打磨效果。
23.(4)、通过设置伸缩结构,使得打磨工装停止于工位一时,伸缩气缸带动靠板伸出,与打磨工装相抵靠,避免打磨工装由于传感结构控制电机停转时在链轮结构上发生晃动,从而使得第一夹紧结构能够准确、牢固地夹紧打磨工装,进而提高行李架打磨的效果。
24.(5)、通过中部销轴和端部销轴配合行李架上的中部定位孔和端部定位孔,从而实现行李架在打磨工装上的预定位,另外,将中部销轴或者端部销轴设置呈浮动状态,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
25.(6)、利用弹簧自身的弹性功能,来实现对应销轴的上下浮动,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果,另外,弹簧与销轴之间为嵌套配合,从而使得弹性件在被压缩或者伸展过程中,始终沿销轴的轴线方向运动,避免发生单边偏移。
26.(7)、将中部销轴或者端部销轴与定位孔嵌套配合的一端呈倒角设置,进一步消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
27.(8)、通过销轴与定位孔之间的嵌套配合,实现行李架沿底板长度方向上的限位,即为水平限位,通过锁定结构与行李架内侧铣削面之间的卡接配合,实现行李架沿底板厚度方向上的限位,即为竖直限位,从而使得行李架能够精准、牢固地放置于打磨工装上,为后续行李架打磨精度的保证提供基础,进而提高行李架打磨后的外观。
28.(9)、通过设置支撑架,进一步提高打磨工装在承载行李架时的承载力,避免行李架在进行打磨时发生局部弯曲变形,从而提高行李架的打磨质量。
附图说明
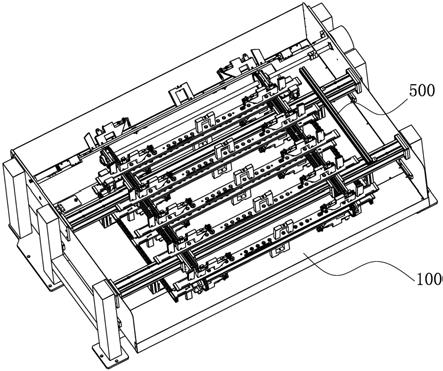
29.图1是本实用新型一种打磨装置的结构示意图。
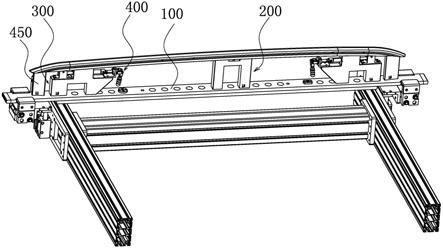
30.图2是本实用新型一种打磨装置的局部结构示意图一。
31.图3是图2中a部分的放大图。
32.图4是本实用新型一种打磨装置的局部结构示意图二。
33.图5是图4中b部分的放大图。
34.图6是本实用新型一种打磨装置的局部结构示意图三。
35.图7是图6中c部分的放大图。
36.图8是本实用新型一种打磨装置的局部结构示意图四。
37.图9是图8中d部分的放大图。
38.图10是图8中e部分的放大图。
39.图11是本实用新型一较佳实施例中侧部定位结构的剖视图。
40.图中,100、机架;110、第一夹紧结构;111、第一夹紧气缸;112、第一夹紧块;120、第二夹紧结构;121、第二夹紧气缸;122、第二夹紧块;130、伸缩结构;131、伸缩气缸;132、靠板;200、电机;300、链轮结构;310、工位一;320、工位二;400、打磨工装;410、过渡板;420、底板;430、中部定位结构;431、中部销轴;432、弹性件;433、中部支架;440、端部定位结构;441、端部销轴;442、端部支架;450、锁定结构;451、肘夹;4511、手柄;4512、凸部;452、拉紧杆;4521、凹部;453、压紧夹头;4531、弯钩;4532、u型凹槽;454、转轴;460、支撑架;470、支座;500、传感结构。
具体实施方式
41.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
42.如图1至图11所示,本实用新型提供的一种打磨装置,包括:
43.机架100,且在机架100上安装有电机200,其中,电机200的输出端驱动链轮结构300周向旋转,且在链轮结构300上设置有用以打磨行李架a级面和侧面的工位一310,和设置有用以打磨行李架铣削面和小a面的工位二320;
44.用以固定行李架的打磨工装400,通过过渡板410安装于链轮结构300上,其中,链轮结构300带动打磨工装400依次通过工位一310和工位二320;
45.传感结构500,安装于机架100上,并位于链轮结构300的一侧,其中,通过传感结构500控制电机200,将打磨工装400止于工位一310或者工位二320,为打磨工装400上行李架的不同表面的打磨处理提供基础。
46.在本实施例中,a级面定义为用户可视的产品外观表面,且该表面的面积较大;小a级面定义为用户可视的产品外观表面,且该表面的面积较小。
47.本实用新型提供的一种打磨装置,通过电机200驱动链轮结构300,并配合传感结构500,使得打磨工装400能够停止于对应的工位上,从而实现行李架不同表面的打磨处理,而无需通过打磨设备变化角度来适应行李架的不同表面,进而降低了对于打磨设备的工艺要求和功能要求。
48.优选地,如图1至图11所示,链轮结构300的数量为两个,分别安装于机架100的两
侧,且打磨工装400的两端分别连接于两个链轮结构300上,其中,每一个链轮结构300在竖直平面内呈跑道状结构设置,且工位一310位于链轮结构300的水平段,此时,可以对打磨工装400上的行李架的a级面和侧面进行打磨处理,工位二320位于链轮结构300的水平段与圆弧段的转接处,此时,可以对打磨工装400上的行李架的铣削面和小a面进行打磨处理。
49.优选地,如图1至图11所示,打磨工装400的数量为多个,且多个打磨工装400均通过过渡板410连接于链轮结构300上。
50.在本实施例中,通过设置多个打磨工装400,使得操作人员能够在等待前一个行李架进行打磨处理的时间内,对后续的打磨工装400装载新的行李架,或者卸下打磨工装400上已经完成打磨处理的行李架,以此提高行李架打磨的工作效率。
51.优选地,如图1至图11所示,分别在工位一310和工位二320的一侧设置第一夹紧结构110和第二夹紧结构120,其中,第一夹紧结构110包括第一夹紧气缸111,和与第一夹紧气缸111输出端相连的第一夹紧块112;第二夹紧结构120包括第二夹紧气缸121,和与第二夹紧气缸121输出端相连的第二夹紧块122。
52.在本实施例中,通过第一夹紧结构110和第二夹紧结构120,使得打磨工装400上的行李架在工位一310和工位二320进行打磨操作时,打磨工装400不发生晃动,从而提高行李架的打磨效果。
53.进一步优选地,第一夹紧块112的数量为两块,通过两块第一夹紧块112的相向运动,或者相反运动,实现打磨工装400的夹紧与松开;第二夹紧块122的数量为一块,且通过第二夹紧块122与打磨工装400之间的插接配合,实现打磨工装400的夹紧与松开。
54.优选地,如图1至图11所示,在工位一310的一侧设置有伸缩结构130,且该伸缩结构130位于打磨工装400的下方,其中,该伸缩结构130包括伸缩气缸131,和与伸缩气缸131输出端相连的靠板132。
55.在本实施例中,通过设置伸缩结构130,使得打磨工装400停止于工位一310时,伸缩气缸131带动靠板132伸出,与打磨工装400相抵靠,避免打磨工装400由于传感结构500控制电机200停转时在链轮结构300上发生晃动,从而使得第一夹紧结构110能够准确、牢固地夹紧打磨工装400,进而提高行李架打磨的效果。
56.优选地,如图1至图11所示,打磨工装400包括:底板420,其上设置有用以定位行李架中部的中部定位结构430,和用以定位行李架端部的端部定位结构440,其中,中部定位结构430包括与行李架上中部定位孔嵌套配合的中部销轴431,端部定位结构440包括与行李架上端部定位孔嵌套配合的端部销轴441,且中部销轴431或者端部销轴441至少有一个呈浮动设置。
57.在本实施例中,通过中部销轴431和端部销轴441配合行李架上的中部定位孔和端部定位孔,从而实现行李架在打磨工装400上的预定位,另外,将中部销轴431或者端部销轴441设置呈浮动状态,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
58.进一步优选地,浮动设置的中部销轴431或者浮动设置的端部销轴441分别沿对应销轴轴线方向上下浮动。
59.优选地,如图1至图11所示,浮动设置的中部销轴431或者浮动设置的端部销轴441通过弹性件432实现上下浮动,其中,中部销轴431或者端部销轴441与弹性件432嵌套配合。
60.进一步优选地,该弹性件432选用弹簧。
61.在本实施例中,利用弹簧自身的弹性功能,来实现对应销轴的上下浮动,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果,另外,弹簧与销轴之间为嵌套配合,从而使得弹性件432在被压缩或者伸展过程中,始终沿销轴的轴线方向运动,避免发生单边偏移。
62.优选地,如图1至图11所示,中部销轴431或者端部销轴441上与定位孔嵌套配合的一端呈倒角设置。
63.在本实施例中,将中部销轴431或者端部销轴441与定位孔嵌套配合的一端呈倒角设置,进一步消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
64.进一步优选地,中部销轴431采用圆柱状结构设置,端部销轴441采用棱柱状结构设置。
65.优选地,如图1至图11所示,中部定位结构430包括与中部销轴431相连的中部支架433,且该中部支架433安装于底板420上;端部定位结构440包括与端部销轴441相连的端部支架442,且该端部支架442安装于底板420上。
66.在本实施例中,中部支架433和端部支架442分别作为中部销轴431与端部销轴441的连接载体,为行李架在打磨时提供有力地支撑,从而提高行李架的打磨效果。
67.优选地,如图1至图11所示,在中部支架433或者端部支架442上设置有用以固定行李架的锁定结构450。
68.进一步优选地,锁定结构450与行李架之间为卡接配合。
69.在本实施例中,通过销轴与定位孔之间的嵌套配合,实现行李架沿底板420长度方向上的限位,即为水平限位,通过锁定结构450与行李架内侧铣削面之间的卡接配合,实现行李架沿底板420厚度方向上的限位,即为竖直限位,从而使得行李架能够精准、牢固地放置于打磨工装400上,为后续行李架打磨精度的保证提供基础,进而提高行李架打磨后的外观。
70.优选地,如图1至图11所示,锁定结构450包括肘夹451,和与肘夹451卡接配合的拉紧杆452,以及和拉紧杆452旋转配合的压紧夹头453,其中,通过肘夹451,推动拉紧杆452,使得压紧夹头453旋转,从而压紧行李架的内侧铣削面。
71.进一步优选地,压紧夹头453通过支座470安装于中部支架433或者端部支架442上。
72.进一步优选地,肘夹451的一端设置有手柄4511,肘夹451的另一端设置有凸部4512,且该凸部4512与拉紧杆452上的凹部4521卡接配合,其中,压紧夹头453的一端设置有弯钩4531,压紧夹头453的另一端设置有与拉紧杆452旋转配合的u型凹槽4532,并在u型凹槽4532内设置有转轴454。
73.优选地,如图1至图11所示,在端部定位结构440的一侧设置有支撑架460,且该支撑架460安装于底板420上。
74.在本实施例中,通过设置支撑架460,进一步提高打磨工装400在承载行李架时的承载力,避免行李架在进行打磨时发生局部弯曲变形,从而提高行李架的打磨质量。
75.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所
属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。