1.本实用新型属于汽车行李架打磨技术领域,涉及一种打磨工装。
背景技术:
2.随着国民生活水平的持续提高与近年来国内汽车保有量的快速升高,人们对家庭用车的配置要求越来越高,汽车行李架作为一项高实用性附加配置也越来越受到人们追捧。汽车行李架是具有一定弧度的长条形金属构件,外形轮廓较为复杂,同时其对美观度的要求较高,需要在加工时对其进行打磨。
3.现有的行李架在打磨时需要对其进行定位处理,以此来提高其打磨的精度以及美观度。但是,由于行李架加工设备的加工误差,导致行李架上的定位孔无法较好的匹配打磨工装,最终导致行李架的打磨精度不足而影响外观,提高了次品率。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种能够较好的匹配行李架中的定位孔,解决由于定位孔加工误差所带来的打磨精度不足的问题的打磨工装。
5.本实用新型的目的可通过下列技术方案来实现:一种打磨工装,包括:底板,其上设置有用以定位行李架中部的中部定位结构,和用以定位行李架端部的端部定位结构,其中,中部定位结构包括与行李架上中部定位孔嵌套配合的中部销轴,端部定位结构包括与行李架上端部定位孔嵌套配合的端部销轴,且中部销轴或者端部销轴至少有一个呈浮动设置。
6.在上述的一种打磨工装中,浮动设置的中部销轴或者浮动设置的端部销轴通过弹性件实现上下浮动,其中,中部销轴或者端部销轴与弹性件嵌套配合。
7.在上述的一种打磨工装中,中部销轴或者端部销轴上与定位孔嵌套配合的一端呈倒角设置。
8.在上述的一种打磨工装中,中部定位结构包括与中部销轴相连的中部支架,且该中部支架安装于底板上;端部定位结构包括与端部销轴相连的端部支架,且该端部支架安装于底板上。
9.在上述的一种打磨工装中,在中部支架或者端部支架上设置有用以固定行李架的锁定结构。
10.在上述的一种打磨工装中,锁定结构与行李架之间为卡接配合。
11.在上述的一种打磨工装中,锁定结构包括肘夹,和与肘夹卡接配合的拉紧杆,以及和拉紧杆旋转配合的压紧夹头,其中,通过肘夹,推动拉紧杆,使得压紧夹头旋转,从而压紧行李架的内侧铣削面。
12.在上述的一种打磨工装中,肘夹的一端设置有手柄,肘夹的另一端设置有凸部,且该凸部与拉紧杆上的凹部卡接配合,其中,压紧夹头的一端设置有弯钩,压紧夹头的另一端设置有与拉紧杆旋转配合的u型凹槽,并在u型凹槽内设置有转轴。
13.在上述的一种打磨工装中,在端部定位结构的一侧设置有支撑架,且该支撑架安装于底板上。
14.在上述的一种打磨工装中,中部销轴采用圆柱状结构设置,端部销轴采用棱柱状结构设置。
15.与现有技术相比,本实用新型的有益效果:
16.(1)、本实用新型提供的一种打磨工装,通过中部销轴和端部销轴配合行李架上的中部定位孔和端部定位孔,从而实现行李架在打磨工装上的预定位,另外,将中部销轴或者端部销轴设置呈浮动状态,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
17.(2)、利用弹簧自身的弹性功能,来实现对应销轴的上下浮动,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果,另外,弹簧与销轴之间为嵌套配合,从而使得弹性件在被压缩或者伸展过程中,始终沿销轴的轴线方向运动,避免发生单边偏移。
18.(3)、将中部销轴或者端部销轴与定位孔嵌套配合的一端呈倒角设置,进一步消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
19.(4)、通过销轴与定位孔之间的嵌套配合,实现行李架沿底板长度方向上的限位,即为水平限位,通过锁定结构与行李架内侧铣削面之间的卡接配合,实现行李架沿底板厚度方向上的限位,即为竖直限位,从而使得行李架能够精准、牢固地放置于打磨工装上,为后续行李架打磨精度的保证提供基础,进而提高行李架打磨后的外观。
20.(5)、通过设置支撑架,进一步提高打磨工装在承载行李架时的承载力,避免行李架在进行打磨时发生局部弯曲变形,从而提高行李架的打磨质量。
附图说明
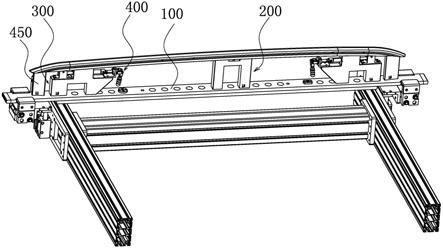
21.图1是本实用新型一种打磨工装的使用状态图。
22.图2是本实用新型一种打磨工装的局部结构示意图。
23.图3是图2中a部分的放大图。
24.图4是图2中b部分的放大图。
25.图5是本实用新型一较佳实施例中侧部定位结构的剖视图。
26.图中,100、底板;200、中部定位结构;210、中部销轴;220、弹性件;230、中部支架;300、端部定位结构;310、端部销轴;320、端部支架;400、锁定结构;410、肘夹;411、手柄;412、凸部;420、拉紧杆;421、凹部;430、压紧夹头;431、弯钩;432、u型凹槽;440、支座;450、转轴;500、支撑架。
具体实施方式
27.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
28.如图1至图5所示,本实用新型提供的一种打磨工装,包括:底板100,其上设置有用以定位行李架中部的中部定位结构200,和用以定位行李架端部的端部定位结构300,其中,中部定位结构200包括与行李架上中部定位孔嵌套配合的中部销轴210,端部定位结构300
包括与行李架上端部定位孔嵌套配合的端部销轴310,且中部销轴210或者端部销轴310至少有一个呈浮动设置。
29.本实用新型提供的一种打磨工装,通过中部销轴210和端部销轴310配合行李架上的中部定位孔和端部定位孔,从而实现行李架在打磨工装上的预定位,另外,将中部销轴210或者端部销轴310设置呈浮动状态,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
30.进一步优选地,浮动设置的中部销轴210或者浮动设置的端部销轴310分别沿对应销轴轴线方向上下浮动。
31.优选地,如图1至图5所示,浮动设置的中部销轴210或者浮动设置的端部销轴310通过弹性件220实现上下浮动,其中,中部销轴210或者端部销轴310与弹性件220嵌套配合。
32.进一步优选地,该弹性件220选用弹簧。
33.在本实施例中,利用弹簧自身的弹性功能,来实现对应销轴的上下浮动,从而消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果,另外,弹簧与销轴之间为嵌套配合,从而使得弹性件220在被压缩或者伸展过程中,始终沿销轴的轴线方向运动,避免发生单边偏移。
34.优选地,如图1至图5所示,中部销轴210或者端部销轴310上与定位孔嵌套配合的一端呈倒角设置。
35.在本实施例中,将中部销轴210或者端部销轴310与定位孔嵌套配合的一端呈倒角设置,进一步消除由于行李架定位孔的加工误差所带来的装配困难,提高行李架的定位效果。
36.进一步优选地,中部销轴210采用圆柱状结构设置,端部销轴310采用棱柱状结构设置。
37.优选地,如图1至图5所示,中部定位结构200包括与中部销轴210相连的中部支架230,且该中部支架230安装于底板100上;端部定位结构300包括与端部销轴310相连的端部支架320,且该端部支架320安装于底板100上。
38.在本实施例中,中部支架230和端部支架320分别作为中部销轴210与端部销轴310的连接载体,为行李架在打磨时提供有力地支撑,从而提高行李架的打磨效果。
39.优选地,如图1至图5所示,在中部支架230或者端部支架320上设置有用以固定行李架的锁定结构400。
40.进一步优选地,锁定结构400与行李架之间为卡接配合。
41.在本实施例中,通过销轴与定位孔之间的嵌套配合,实现行李架沿底板100长度方向上的限位,即为水平限位,通过锁定结构400与行李架内侧铣削面之间的卡接配合,实现行李架沿底板100厚度方向上的限位,即为竖直限位,从而使得行李架能够精准、牢固地放置于打磨工装上,为后续行李架打磨精度的保证提供基础,进而提高行李架打磨后的外观。
42.优选地,如图1至图5所示,锁定结构400包括肘夹410,和与肘夹410卡接配合的拉紧杆420,以及和拉紧杆420旋转配合的压紧夹头430,其中,通过肘夹410,推动拉紧杆420,使得压紧夹头430旋转,从而压紧行李架的内侧铣削面。
43.进一步优选地,压紧夹头430通过支座440安装于中部支架230或者端部支架320上。
44.进一步优选地,肘夹410的一端设置有手柄411,肘夹410的另一端设置有凸部412,且该凸部412与拉紧杆420上的凹部421卡接配合,其中,压紧夹头430的一端设置有弯钩431,压紧夹头430的另一端设置有与拉紧杆420旋转配合的u型凹槽432,并在u型凹槽432内设置有转轴450。
45.优选地,如图1至图5所示,在端部定位结构300的一侧设置有支撑架500,且该支撑架500安装于底板100上。
46.在本实施例中,通过设置支撑架500,进一步提高打磨工装在承载行李架时的承载力,避免行李架在进行打磨时发生局部弯曲变形,从而提高行李架的打磨质量。
47.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。